
一种改善船用轴舵系产品近表面探伤缺陷的锻造方法.pdf

悠柔****找我

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种改善船用轴舵系产品近表面探伤缺陷的锻造方法.pdf
一种改善船用轴舵系产品近表面探伤缺陷的锻造方法,包含以下工艺步骤:(1)钢锭加热至1270℃±10℃;(2)采用两镦两拔工艺进行锻造,第一次拔长采用WHF法,拔长6‑8道次,单道次压下距离为钢锭原始截面尺寸的0.17~0.19倍;第二次拔长采用KD法,拔长4‑6道次,单道次压下距离为钢锭原始截面尺寸的0.17~0.19倍;终锻温度为850~900℃,停锻温度≥800℃;(3)锻后采用风冷方式冷却后入炉执行热处理工艺。本发明提高了船用轴舵系锻件产品近表面探伤合格率,降低了产品的废品率,提高了生产企业的经济效
一种改善轴舵系钢近表面探伤缺陷的冶炼工艺.pdf
本发明涉及一种改善轴舵系钢近表面探伤缺陷的冶炼工艺,包括以下步骤:1)转炉出钢;2)精炼;3)高真空;4)VD破空后,喂线;5)钢水浇注;6)导流管烘烤;7)中间包钢水浇注;8)钢水浇注;9)钢锭保温帽口烘烤;10)中包钢水;11)中包浇注结束。本发明通过改善冶炼、浇注工艺,降低了船用螺旋桨轴、中间轴、舵杆等锻件近表探伤缺陷,大幅度提高了近表面探伤合格率,降低了废品率,显著提高了经济效益。

一种改善CVD表面缺陷的方法.pdf
本发明公开了一种改善CVD表面缺陷的方法,包括以下步骤:把陪片与硅片进行清洗后,将两者的背面贴上白膜并放入CVD反应炉中进行化学气相沉淀过程,此过程分为两个阶段,第一阶段是使硅烷和一氧化二氮充满整个工艺腔,开始沉积为硅片做衬底;第二阶段是通入硅烷进行沉积,完成化学气相沉淀过程将两者取出,最后去除两者背面的白膜。所述白膜为耐高温的高分子塑料白膜,其光滑的高分子化合物使得硅片表面粗糙度进一步降低,并且白膜的粘性不会对硅片背面的氧化层造成影响,从而在化学气相沉淀过程中有效的抵挡住各种杂质,显著的减少CVD多晶硅
船用舵系密封结构及装配方法.pdf
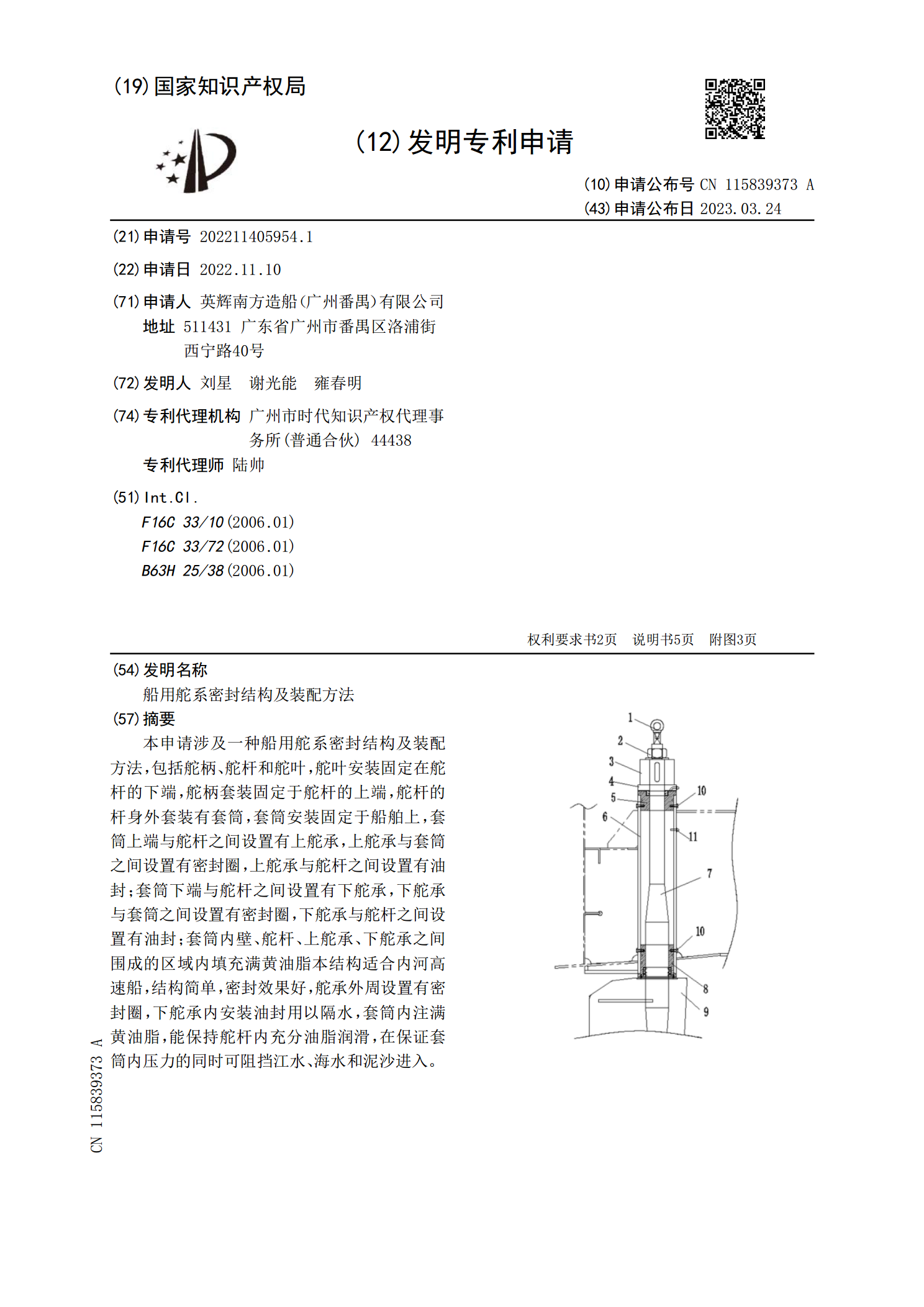
本申请涉及一种船用舵系密封结构及装配方法,包括舵柄、舵杆和舵叶,舵叶安装固定在舵杆的下端,舵柄套装固定于舵杆的上端,舵杆的杆身外套装有套筒,套筒安装固定于船舶上,套筒上端与舵杆之间设置有上舵承,上舵承与套筒之间设置有密封圈,上舵承与舵杆之间设置有油封;套筒下端与舵杆之间设置有下舵承,下舵承与套筒之间设置有密封圈,下舵承与舵杆之间设置有油封;套筒内壁、舵杆、上舵承、下舵承之间围成的区域内填充满黄油脂本结构适合内河高速船,结构简单,密封效果好,舵承外周设置有密封圈,下舵承内安装油封用以隔水,套筒内注满黄油脂,

一种产品表面缺陷检测方法.pdf
本发明公开了一种产品表面缺陷检测方法。该方法采取被动检测方式,即,该方法不关注产品表面的瑕疵或缺陷本身以及缺陷的特点,而是在图像处理过程中去除非缺陷的区域,留下缺陷部分图像。首先,该方法利用OTSU算法进行阈值分割,将原始图像的灰度图进行图像二值化;其次为了去除伪缺陷以及背景噪声,本发明设置了缺陷阈值窗口ε,对获得的二值图像进行二次分割;最后,为了处理产品图像边缘的毛刺问题,本发明提出局域抑制解决办法,从而获得准确清晰的真实缺陷图像。本发明提出的被动检测方式,不仅能够降低算法的运算量,提高算法的处理速度,