
铝合金异形结构件卧式造型立式差压浇注装置及浇注方法.pdf

英瑞****写意


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝合金异形结构件卧式造型立式差压浇注装置及浇注方法.pdf
本发明公开了一种铝合金异形结构件卧式造型立式差压浇注装置及浇注方法,解决了大平面铝合金异形结构件在采用卧式造型卧式浇注时铸件内部的偏析,疏松和裂纹的铸造缺陷难以控制的问题。在差压浇注炉上压力筒(1)中的上下筒密封板(3)上设置有横浇道砂箱(7)、直浇道砂箱(8),在直浇道砂箱上设置有立式放置的中砂箱,在立式放置的中砂箱上设置有沿上下方向布置的缝隙浇道模型放置孔(15),在中砂箱中设置有铸型空腔(10),在铸型空腔的表面设置有冷铁(11),金属液(5)依次通过金属液上升管(6)、横浇道砂箱中的横浇道、直浇道
连铸机浇注装置及浇注方法.pdf
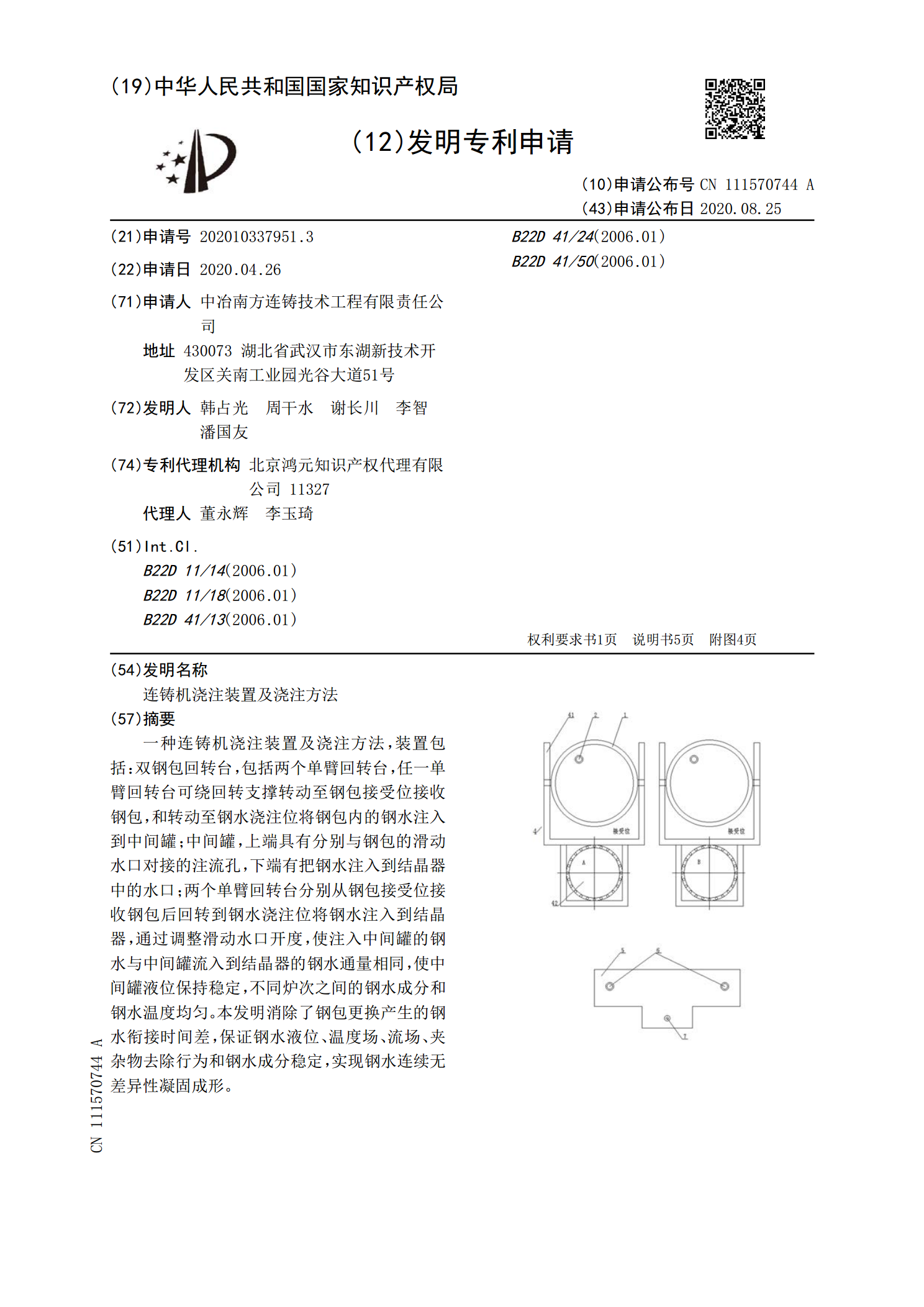
一种连铸机浇注装置及浇注方法,装置包括:双钢包回转台,包括两个单臂回转台,任一单臂回转台可绕回转支撑转动至钢包接受位接收钢包,和转动至钢水浇注位将钢包内的钢水注入到中间罐;中间罐,上端具有分别与钢包的滑动水口对接的注流孔,下端有把钢水注入到结晶器中的水口;两个单臂回转台分别从钢包接受位接收钢包后回转到钢水浇注位将钢水注入到结晶器,通过调整滑动水口开度,使注入中间罐的钢水与中间罐流入到结晶器的钢水通量相同,使中间罐液位保持稳定,不同炉次之间的钢水成分和钢水温度均匀。本发明消除了钢包更换产生的钢水衔接时间差,

一种铝合金浇注保压系统及方法.pdf
本发明公开了一种铝合金浇注保压系统及方法,其结构包括安装底座、保压炉、调节轴、活动盖、捋推防糙装置、压力显示屏、空气压缩器。有益效果:本发明利用设有的边凿结构,在其与设备充压至保压时其内部压力呈的同步运动的作用,在弧形凸粒呈旋转捋动的配合下,有利于防止铸件外边出现不平整的凝固,导致有气泡或难以脱模现象,本发明利用设有的防颜变机构,对浇注液在到达顶面且做充压至保压作用时,其上部经由沉淀产生的油物做热气吹熔处理。以避免该油液形成聚集汇流作用,同时在流洗套的作用下对其做吸收处理,防止成型的铸件表面出现有色差现象
负压上吸浇注装置.pdf
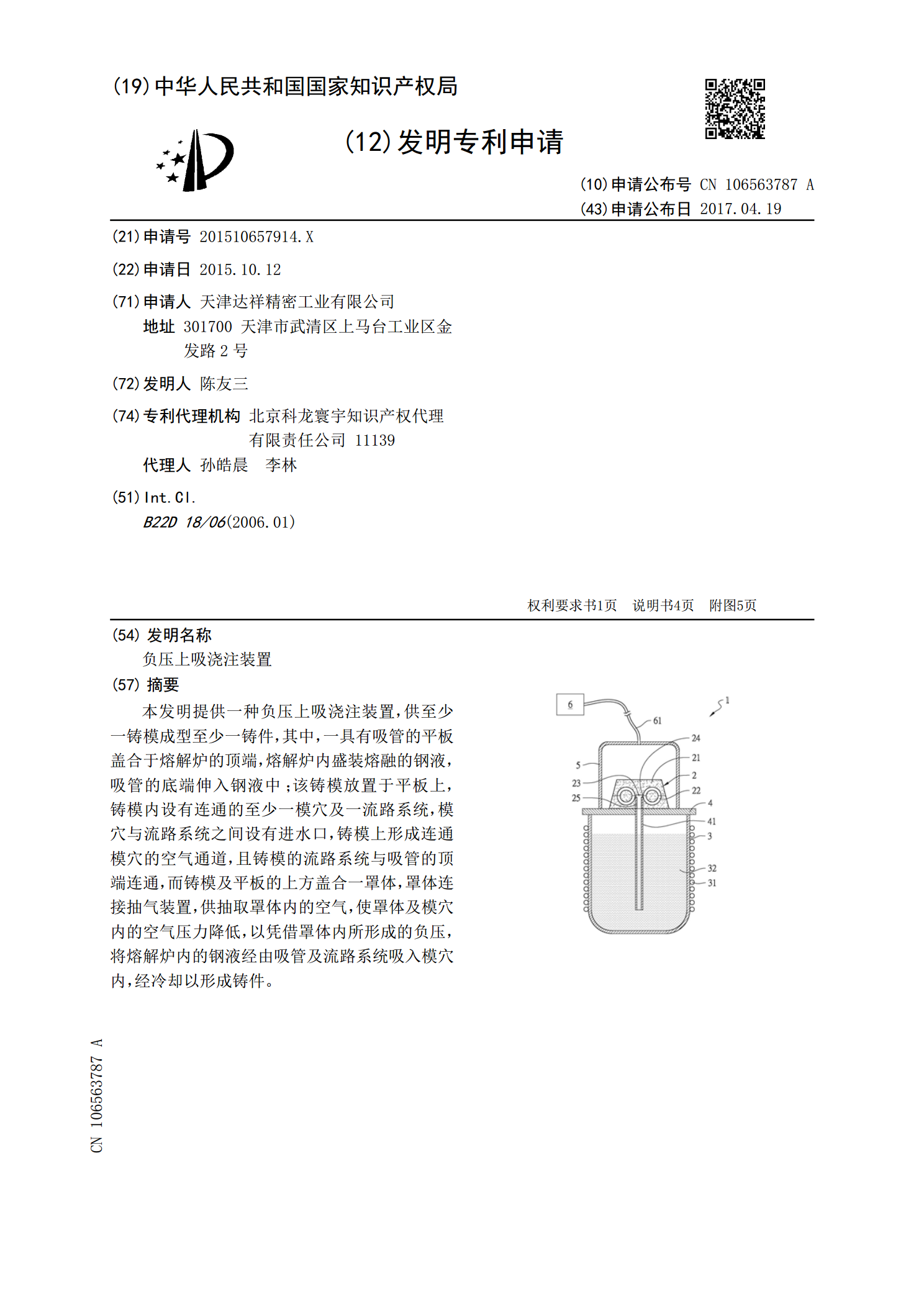
本发明提供一种负压上吸浇注装置,供至少一铸模成型至少一铸件,其中,一具有吸管的平板盖合于熔解炉的顶端,熔解炉内盛装熔融的钢液,吸管的底端伸入钢液中;该铸模放置于平板上,铸模内设有连通的至少一模穴及一流路系统,模穴与流路系统之间设有进水口,铸模上形成连通模穴的空气通道,且铸模的流路系统与吸管的顶端连通,而铸模及平板的上方盖合一罩体,罩体连接抽气装置,供抽取罩体内的空气,使罩体及模穴内的空气压力降低,以凭借罩体内所形成的负压,将熔解炉内的钢液经由吸管及流路系统吸入模穴内,经冷却以形成铸件。
铝合金无氧化皮浇注装置.pdf
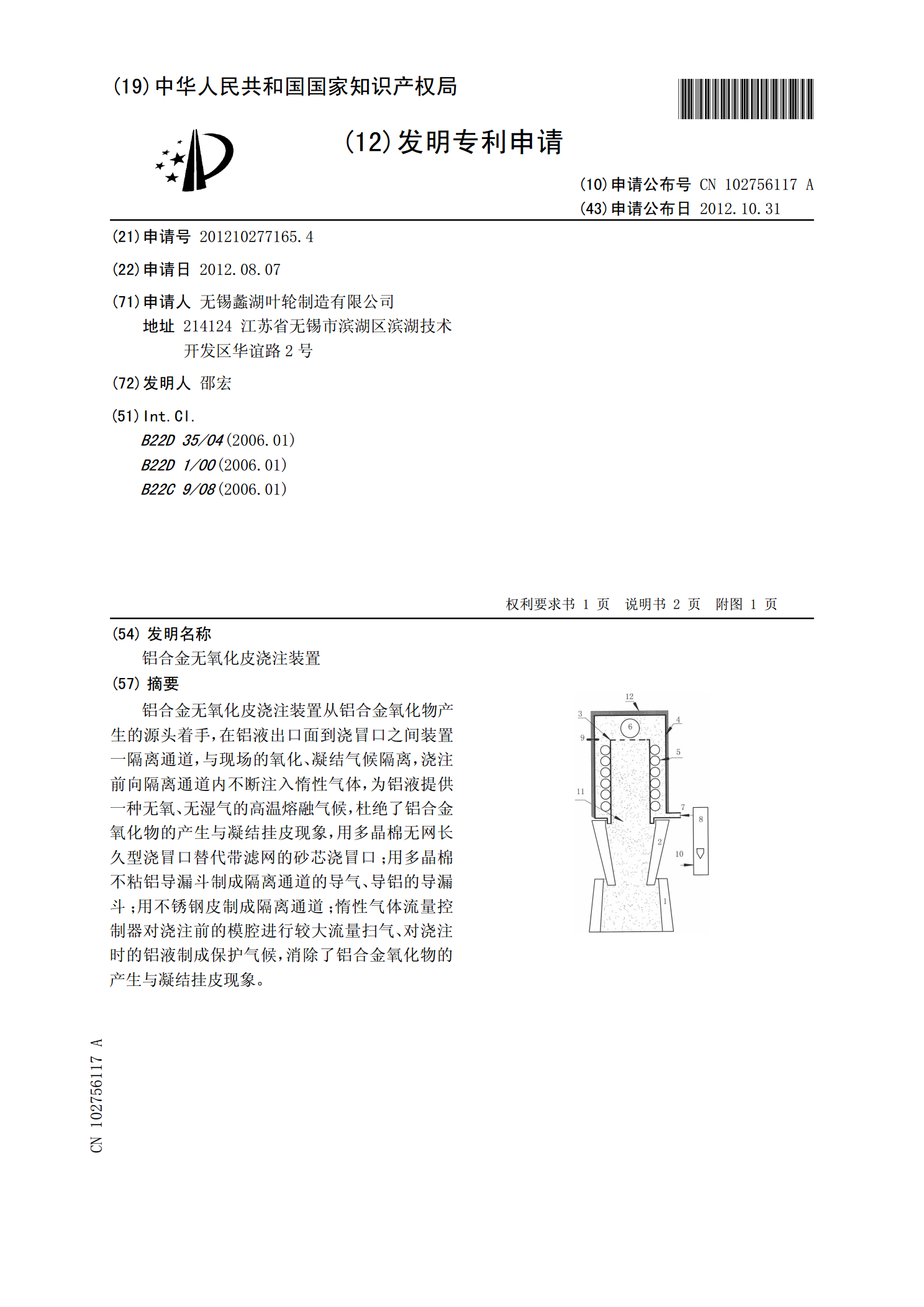
铝合金无氧化皮浇注装置从铝合金氧化物产生的源头着手,在铝液出口面到浇冒口之间装置一隔离通道,与现场的氧化、凝结气候隔离,浇注前向隔离通道内不断注入惰性气体,为铝液提供一种无氧、无湿气的高温熔融气候,杜绝了铝合金氧化物的产生与凝结挂皮现象,用多晶棉无网长久型浇冒口替代带滤网的砂芯浇冒口;用多晶棉不粘铝导漏斗制成隔离通道的导气、导铝的导漏斗;用不锈钢皮制成隔离通道;惰性气体流量控制器对浇注前的模腔进行较大流量扫气、对浇注时的铝液制成保护气候,消除了铝合金氧化物的产生与凝结挂皮现象。