
一种退火炉内带钢缩颈量测量方法.pdf

小寄****淑k

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种退火炉内带钢缩颈量测量方法.pdf
本发明公开了一种退火炉内带钢缩颈量测量方法:在退火炉入口处A点的传动辊和出口处B点的传动辊上分别设置一旋转编码器,控制各传动辊马达驱动传动辊转动,带动带钢在张力作用下平直地、与传动辊之间没有相对滑动地从退火炉的入口处A点向出口处B点行进,控制带钢的行进速度变化不大于10mpm,控制退火炉的退火温度变化不大于10℃,采用模型计算公式得到带钢的缩颈量ΔW。采用本技术方案所述的测量方法可以准确、高效、实时地测得带钢在退火炉内发生的缩颈量,从而较之手工测量大大提高了测量的效率和准确率。
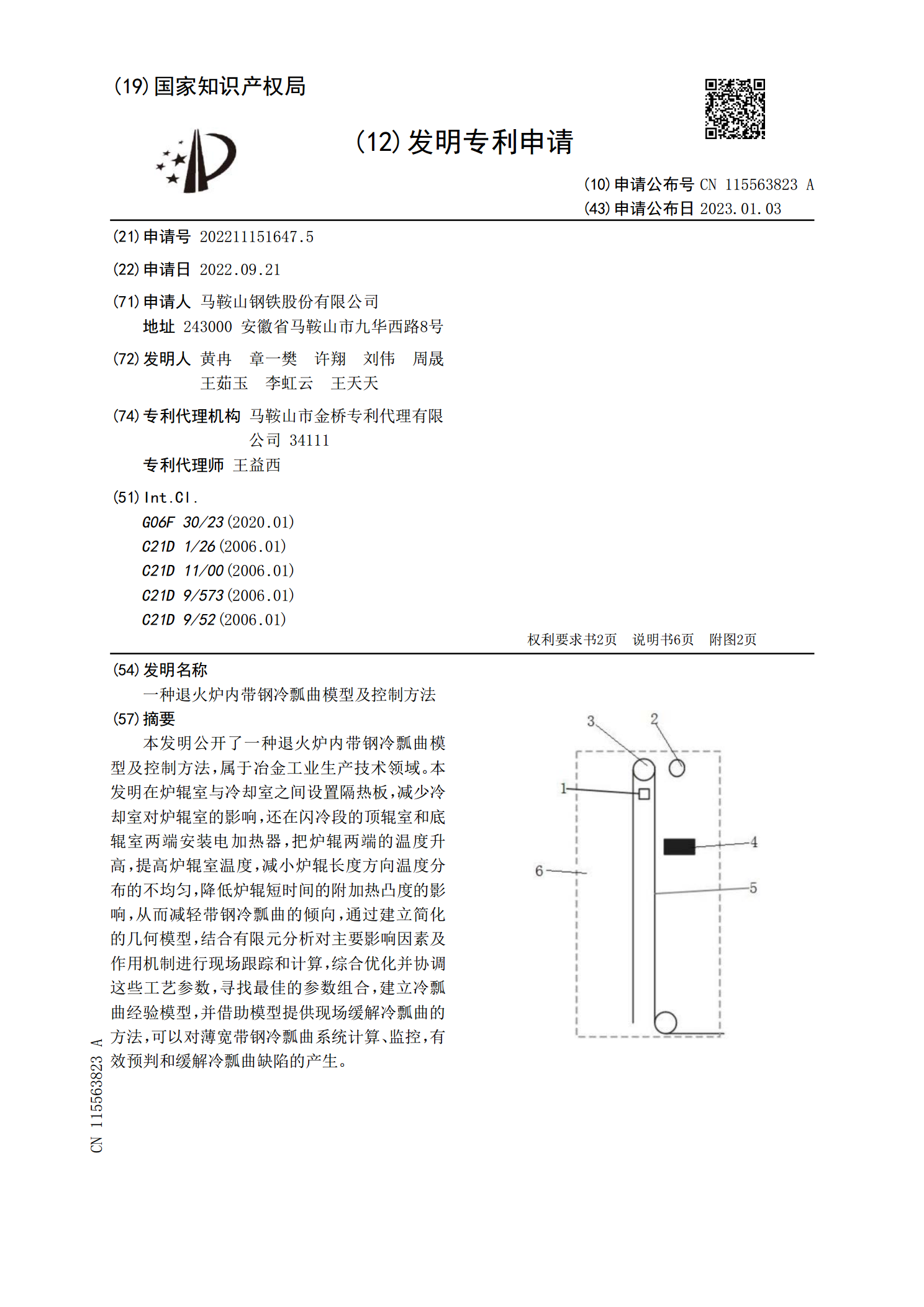
一种退火炉内带钢冷瓢曲模型及控制方法.pdf
本发明公开了一种退火炉内带钢冷瓢曲模型及控制方法,属于冶金工业生产技术领域。本发明在炉辊室与冷却室之间设置隔热板,减少冷却室对炉辊室的影响,还在闪冷段的顶辊室和底辊室两端安装电加热器,把炉辊两端的温度升高,提高炉辊室温度,减小炉辊长度方向温度分布的不均匀,降低炉辊短时间的附加热凸度的影响,从而减轻带钢冷瓢曲的倾向,通过建立简化的几何模型,结合有限元分析对主要影响因素及作用机制进行现场跟踪和计算,综合优化并协调这些工艺参数,寻找最佳的参数组合,建立冷瓢曲经验模型,并借助模型提供现场缓解冷瓢曲的方法,可以对薄
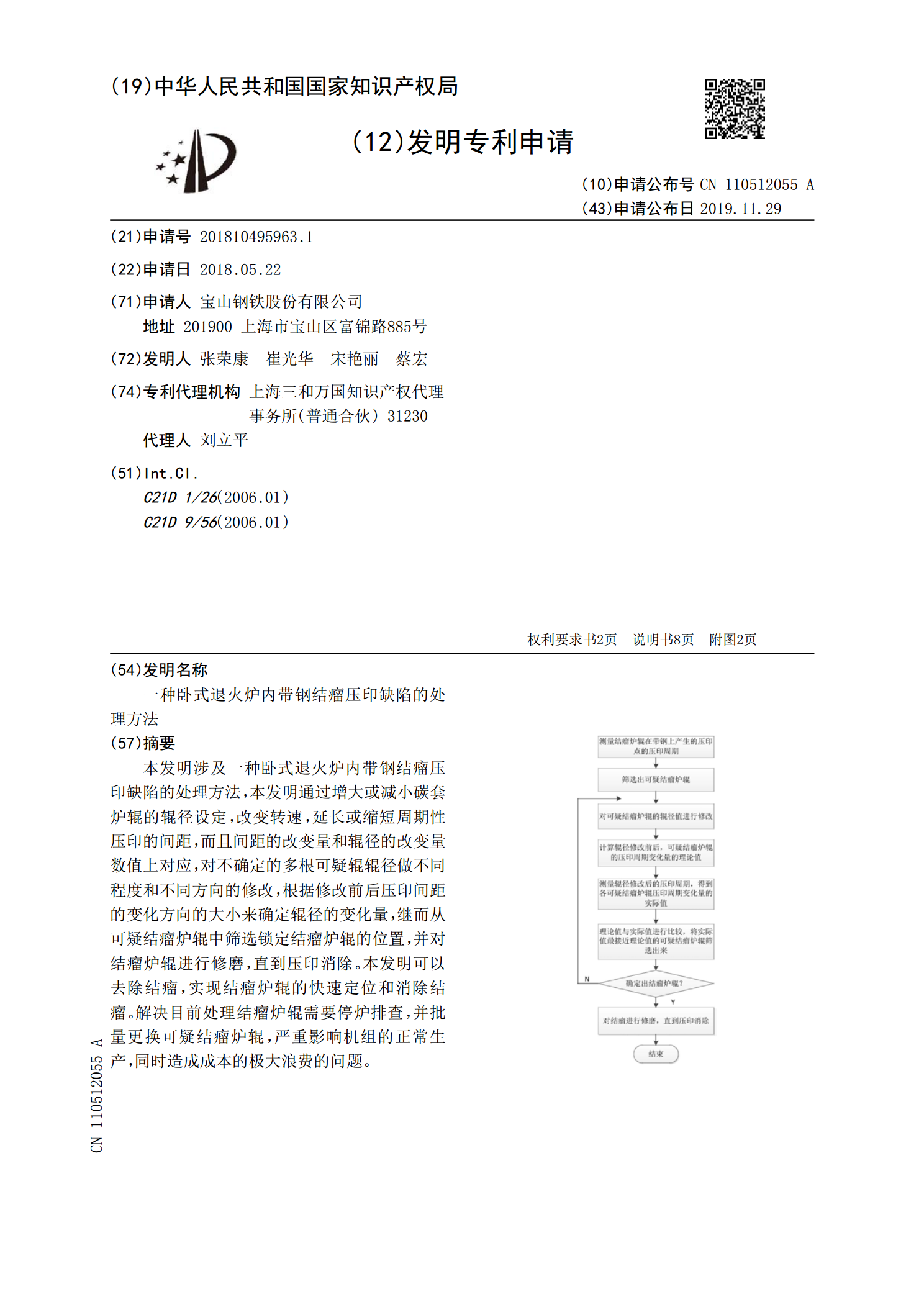
一种卧式退火炉内带钢结瘤压印缺陷的处理方法.pdf
本发明涉及一种卧式退火炉内带钢结瘤压印缺陷的处理方法,本发明通过增大或减小碳套炉辊的辊径设定,改变转速,延长或缩短周期性压印的间距,而且间距的改变量和辊径的改变量数值上对应,对不确定的多根可疑辊辊径做不同程度和不同方向的修改,根据修改前后压印间距的变化方向的大小来确定辊径的变化量,继而从可疑结瘤炉辊中筛选锁定结瘤炉辊的位置,并对结瘤炉辊进行修磨,直到压印消除。本发明可以去除结瘤,实现结瘤炉辊的快速定位和消除结瘤。解决目前处理结瘤炉辊需要停炉排查,并批量更换可疑结瘤炉辊,严重影响机组的正常生产,同时造成成本
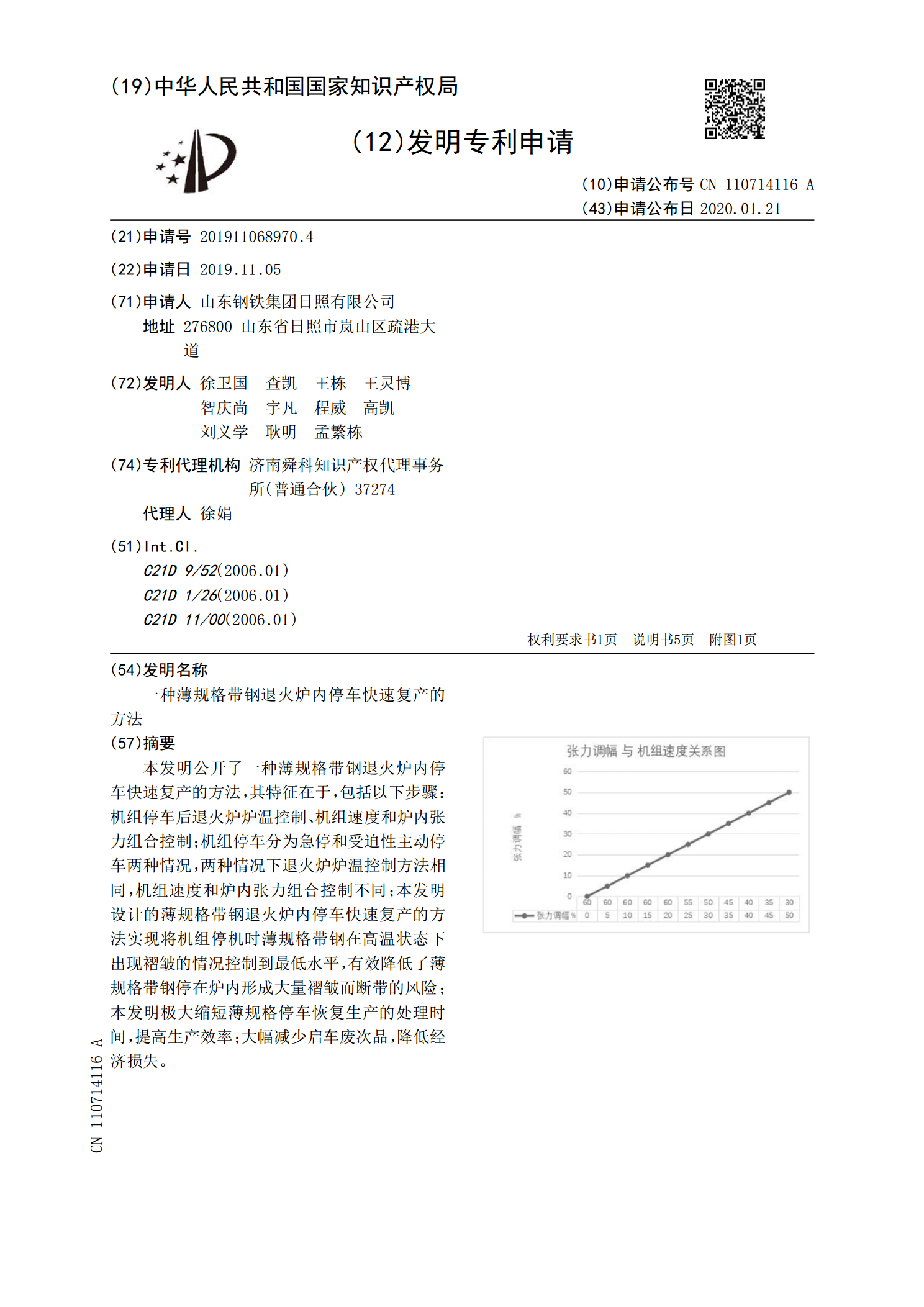
一种薄规格带钢退火炉内停车快速复产的方法.pdf
本发明公开了一种薄规格带钢退火炉内停车快速复产的方法,其特征在于,包括以下步骤:机组停车后退火炉炉温控制、机组速度和炉内张力组合控制;机组停车分为急停和受迫性主动停车两种情况,两种情况下退火炉炉温控制方法相同,机组速度和炉内张力组合控制不同;本发明设计的薄规格带钢退火炉内停车快速复产的方法实现将机组停机时薄规格带钢在高温状态下出现褶皱的情况控制到最低水平,有效降低了薄规格带钢停在炉内形成大量褶皱而断带的风险;本发明极大缩短薄规格停车恢复生产的处理时间,提高生产效率;大幅减少启车废次品,降低经济损失。
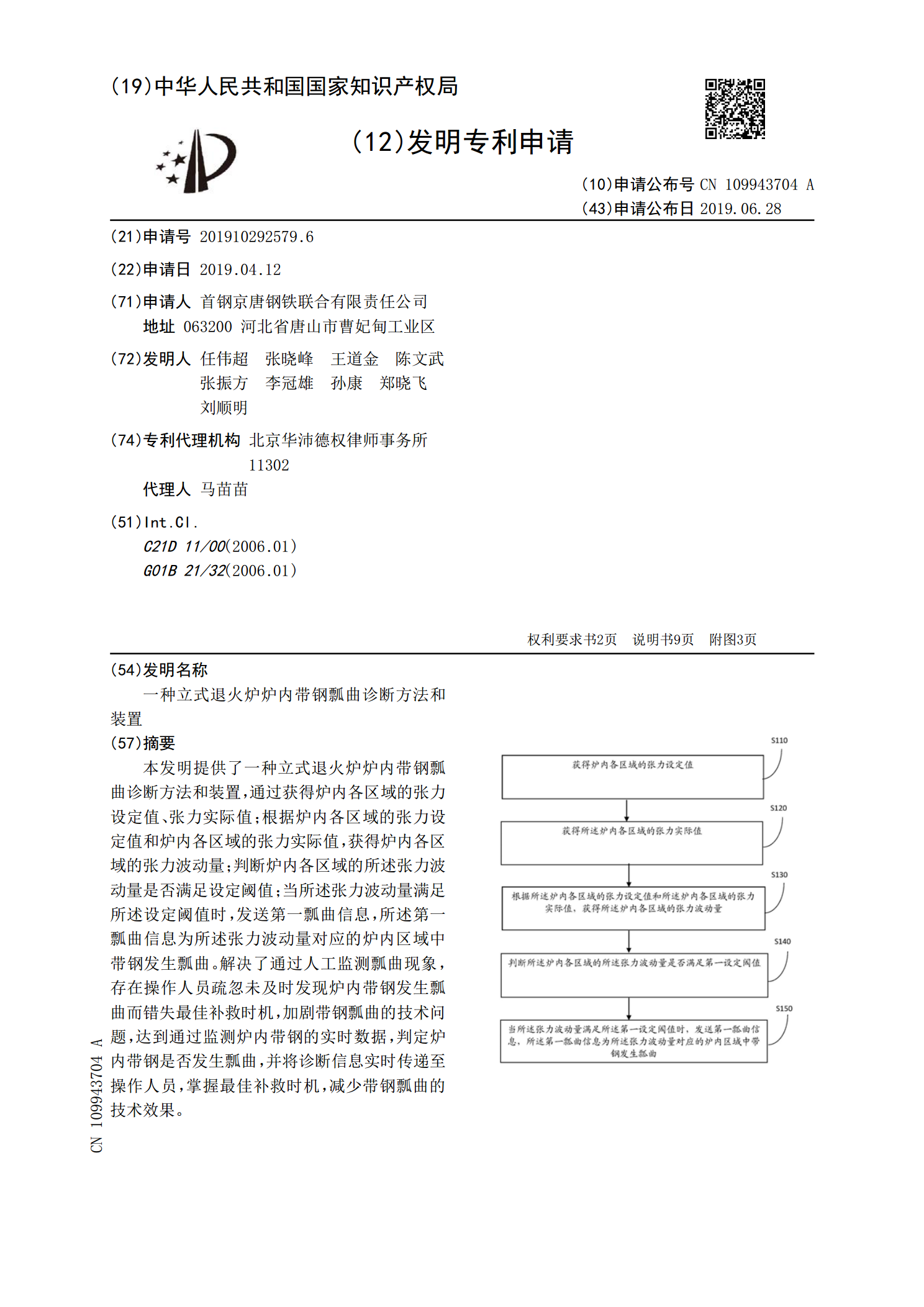
一种立式退火炉炉内带钢瓢曲诊断方法和装置.pdf
本发明提供了一种立式退火炉炉内带钢瓢曲诊断方法和装置,通过获得炉内各区域的张力设定值、张力实际值;根据炉内各区域的张力设定值和炉内各区域的张力实际值,获得炉内各区域的张力波动量;判断炉内各区域的所述张力波动量是否满足设定阈值;当所述张力波动量满足所述设定阈值时,发送第一瓢曲信息,所述第一瓢曲信息为所述张力波动量对应的炉内区域中带钢发生瓢曲。解决了通过人工监测瓢曲现象,存在操作人员疏忽未及时发现炉内带钢发生瓢曲而错失最佳补救时机,加剧带钢瓢曲的技术问题,达到通过监测炉内带钢的实时数据,判定炉内带钢是否发生瓢