
一种中厚板轧机翘、扣头的控制方法.pdf

是你****盟主

1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种中厚板轧机翘、扣头的控制方法.pdf
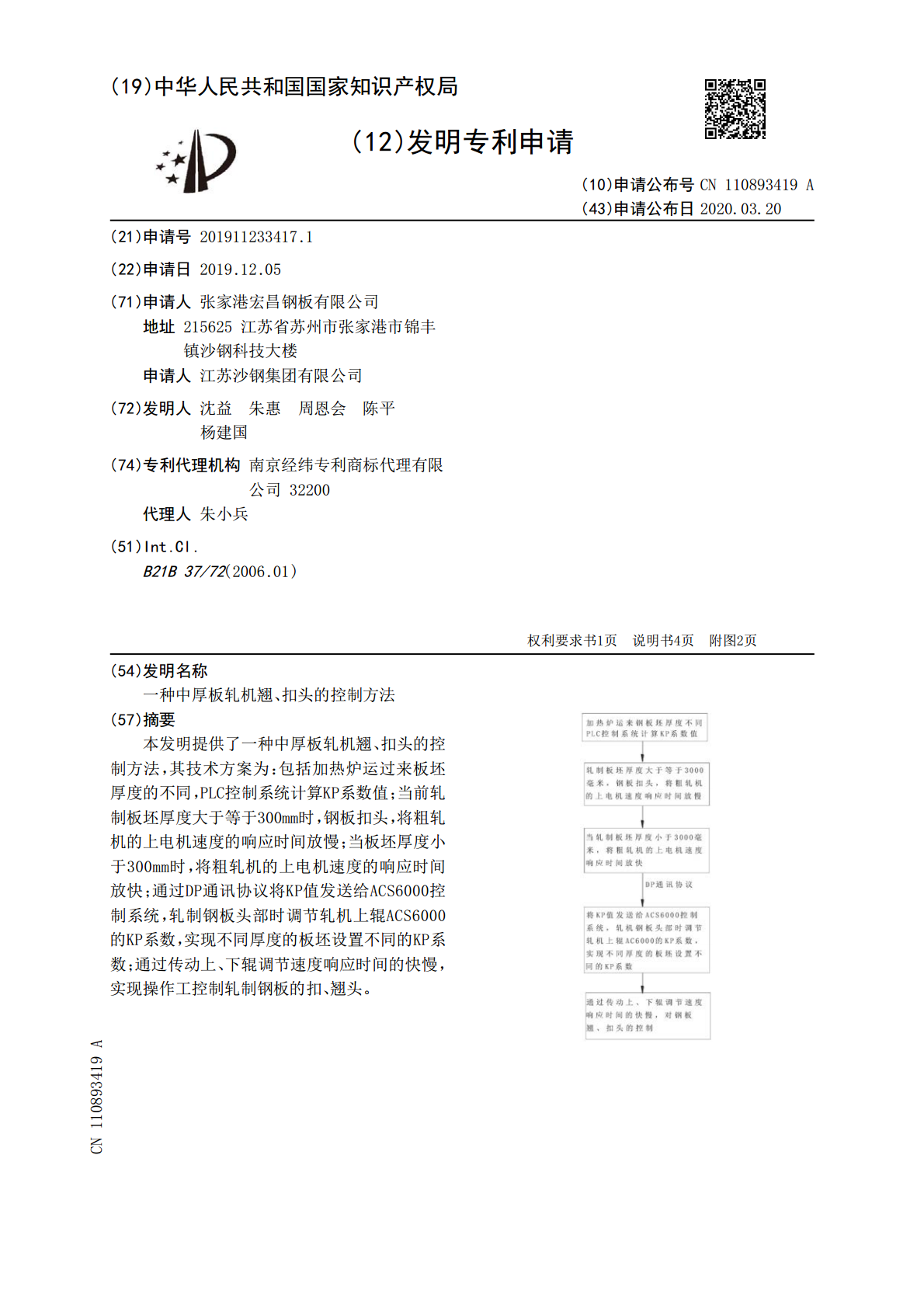
本发明提供了一种中厚板轧机翘、扣头的控制方法,其技术方案为:包括加热炉运过来板坯厚度的不同,PLC控制系统计算KP系数值;当前轧制板坯厚度大于等于300mm时,钢板扣头,将粗轧机的上电机速度的响应时间放慢;当板坯厚度小于300mm时,将粗轧机的上电机速度的响应时间放快;通过DP通讯协议将KP值发送给ACS6000控制系统,轧制钢板头部时调节轧机上辊ACS6000的KP系数,实现不同厚度的板坯设置不同的KP系数;通过传动上、下辊调节速度响应时间的快慢,实现操作工控制轧制钢板的扣、翘头。
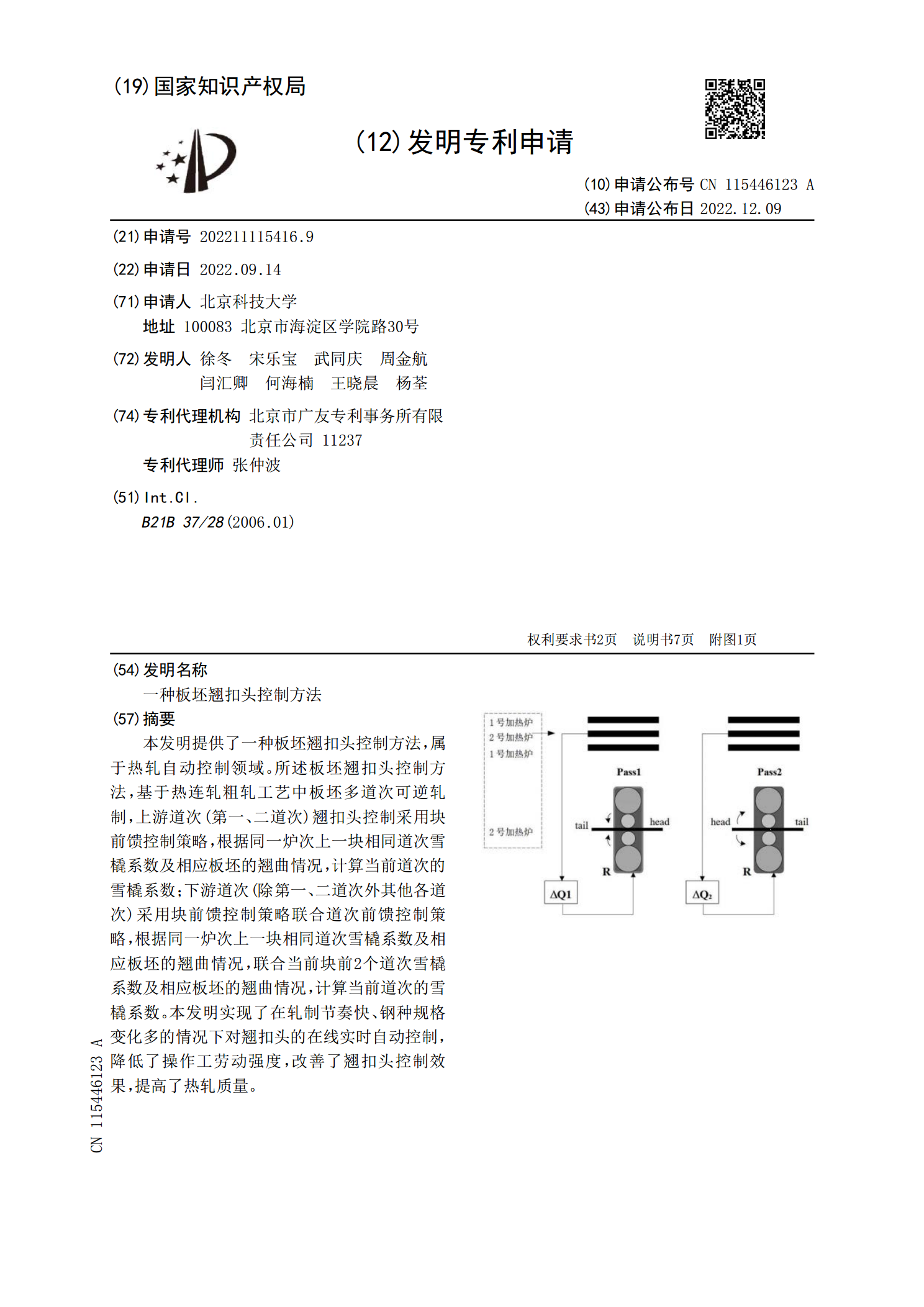
一种板坯翘扣头控制方法.pdf
本发明提供了一种板坯翘扣头控制方法,属于热轧自动控制领域。所述板坯翘扣头控制方法,基于热连轧粗轧工艺中板坯多道次可逆轧制,上游道次(第一、二道次)翘扣头控制采用块前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数;下游道次(除第一、二道次外其他各道次)采用块前馈控制策略联合道次前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,联合当前块前2个道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数。本发明实现了在轧制节奏快、钢种规格变化多的情况
一种中厚板轧机轧制钢板的方法.pdf
本发明涉及一种中厚板轧机轧制钢板的方法,采用中厚板轧机生产5-6mm钢板,采用步进式加热炉加热,在炉时间为180~240min,均热时间为28~35min,均热温度1210~1230℃;开轧温度1150~1180℃,终轧温度控制在800~900℃;工作辊周期在500~800t;单道次最大压下量为48~52mm,最大轧制力90000kN;工作辊弯辊力1000~2000kN,串辊位置-50~+100mm。本发明的优点是:在中厚板轧机上轧制出5~6mm超薄规格钢板,可轧制板幅在3000mm以上的钢板,而且缩小了

一种控制带钢在精轧机飞翘的生产方法.pdf
本发明公开了一种控制带钢在精轧机飞翘的生产方法,包括:对于精轧机机组的F5机架和F6机架出口的下导板、过渡板、以及活套裙板,将所述下导板和所述过渡板之间的高度差控制在5mm~15mm之间,将所述过渡板和所述活套裙板之间的高度差控制在5mm~15mm之间,所述下导板高于所述过渡板,所述过渡板高于所述活套裙板;对于所述F5机架和F6机架出口的下导板,将所述下导板的啃痕或台阶的高度控制在5mm以下,并对所述啃痕或台阶进行打磨。本申请可以保证薄规格带钢在精轧穿带过程稳定顺行,杜绝精轧机架间以及精轧出口带钢头部飞翘

一种基于数字孪生的宽厚板板形翘扣头动态调控方法.pdf
本发明公开了一种基于数字孪生的宽厚板板形翘扣头动态调控方法,该方法包括数字孪生的建立和数字孪生体与轧机交互调控板形;通过理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库建立了数字孪生体并将其应用到宽厚板板形控制中,当板形利用板形仪检测出翘头或者扣头时,利用数字孪生体反馈出下一道次的轧制工艺参数,在下一道次轧制宽厚板时通过轧制工艺参数的动态变化实现对板形翘扣头的调整,可有效改善宽厚板翘扣头,本方法利用数字孪生体对轧机进行动态控制,既能实现改善翘扣头的目的,又能实现对轧制材料的晶粒尺