
高强钢板热成型自动生产线.pdf

努力****弘毅

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高强钢板热成型自动生产线.pdf
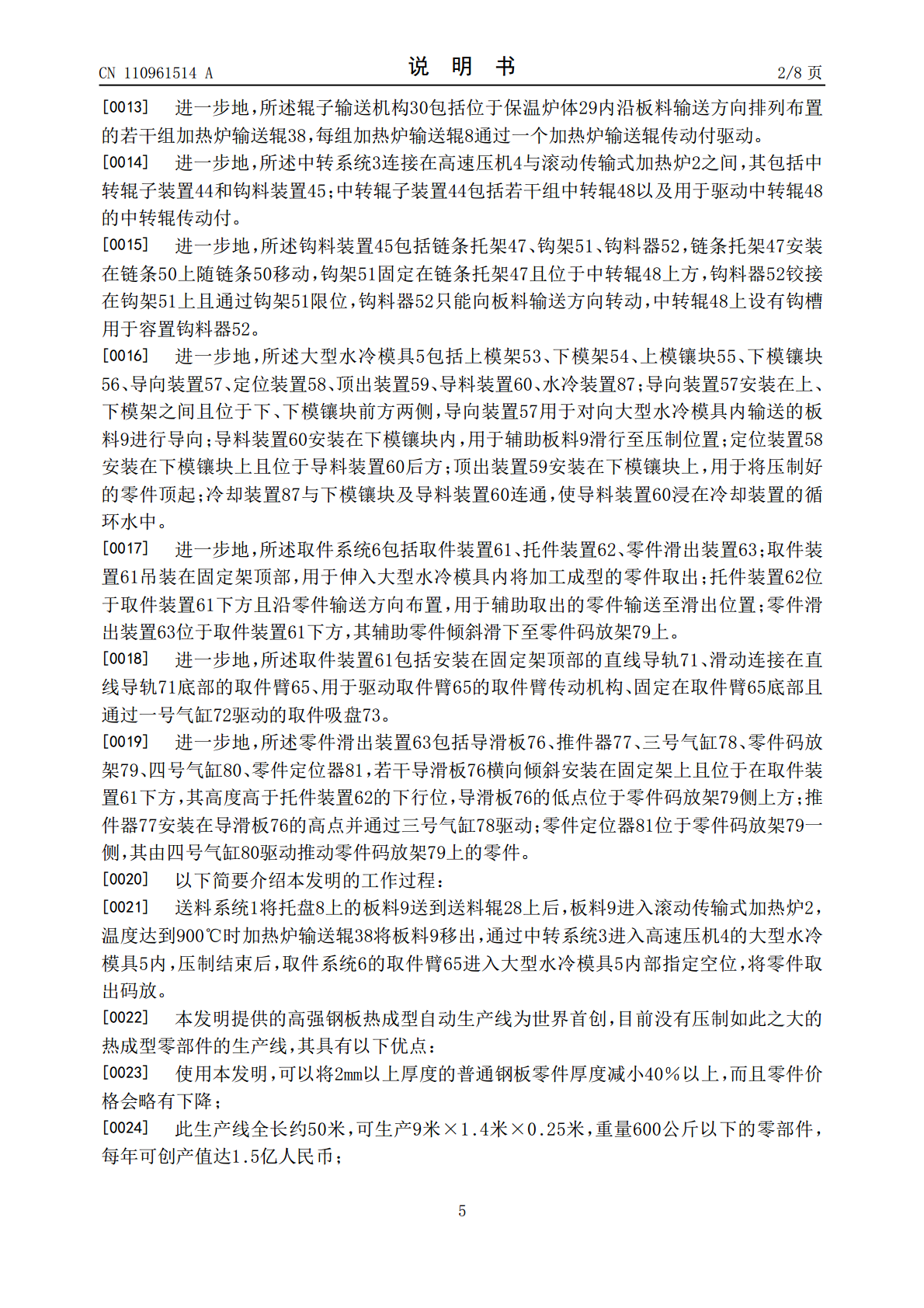
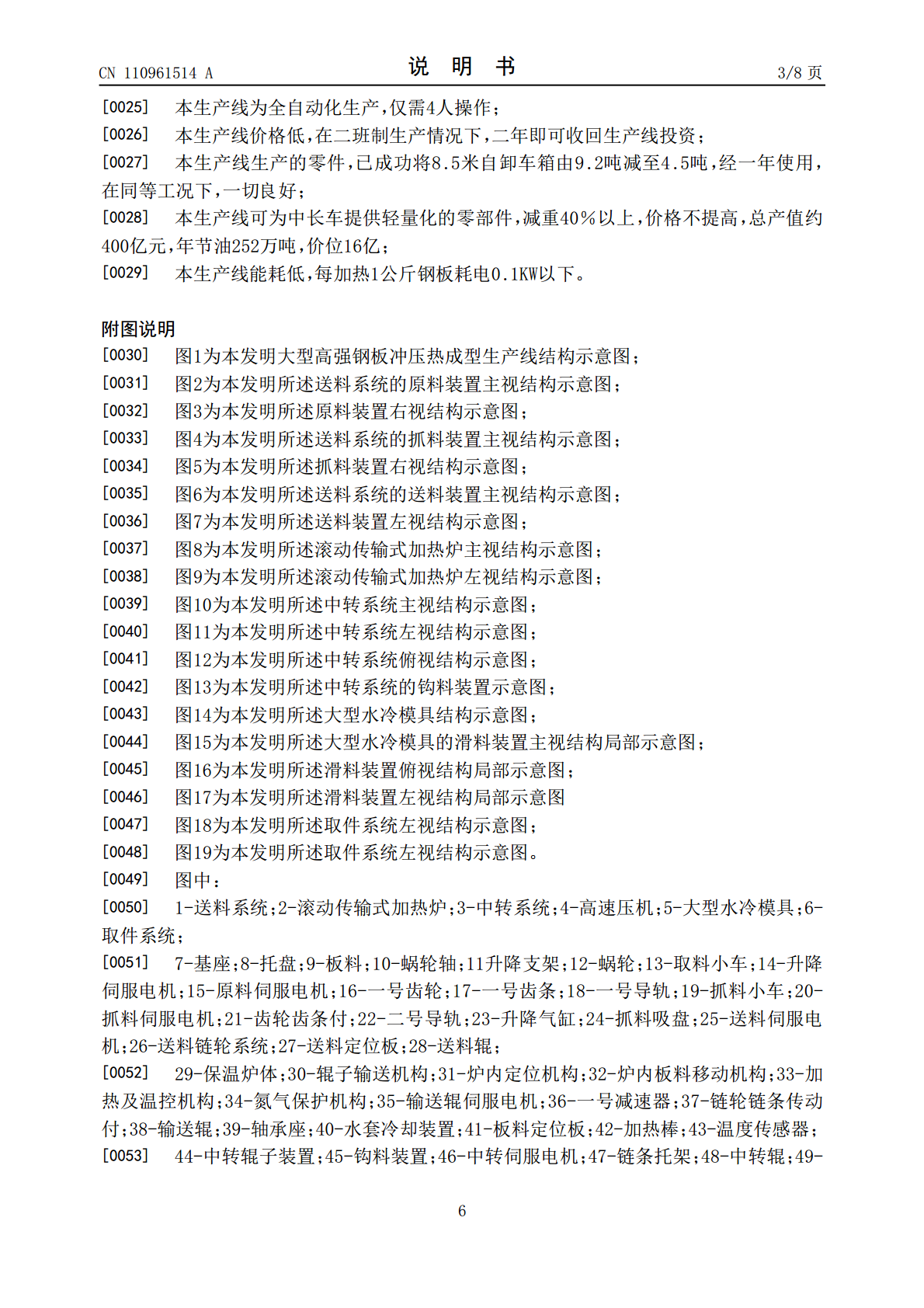
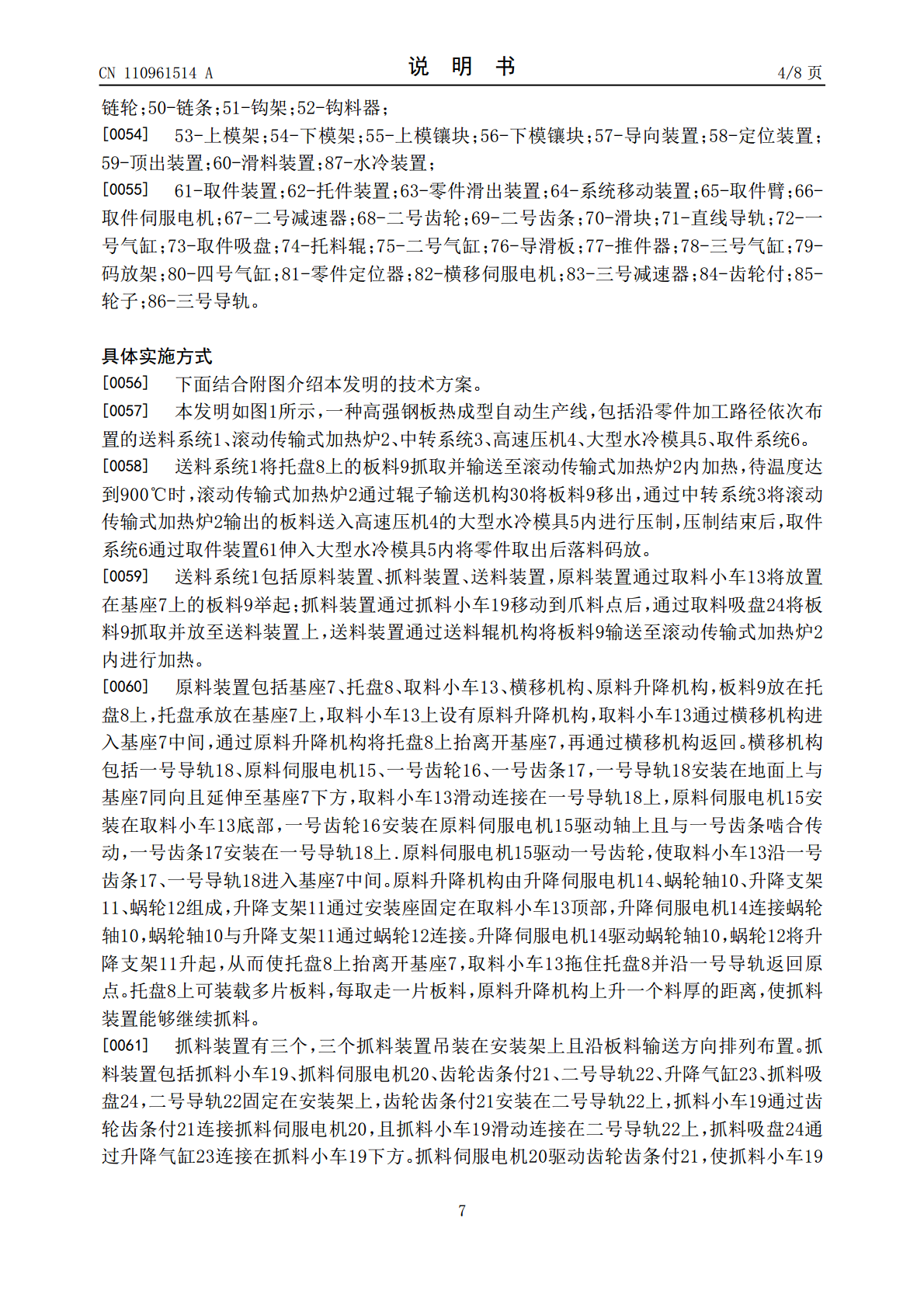
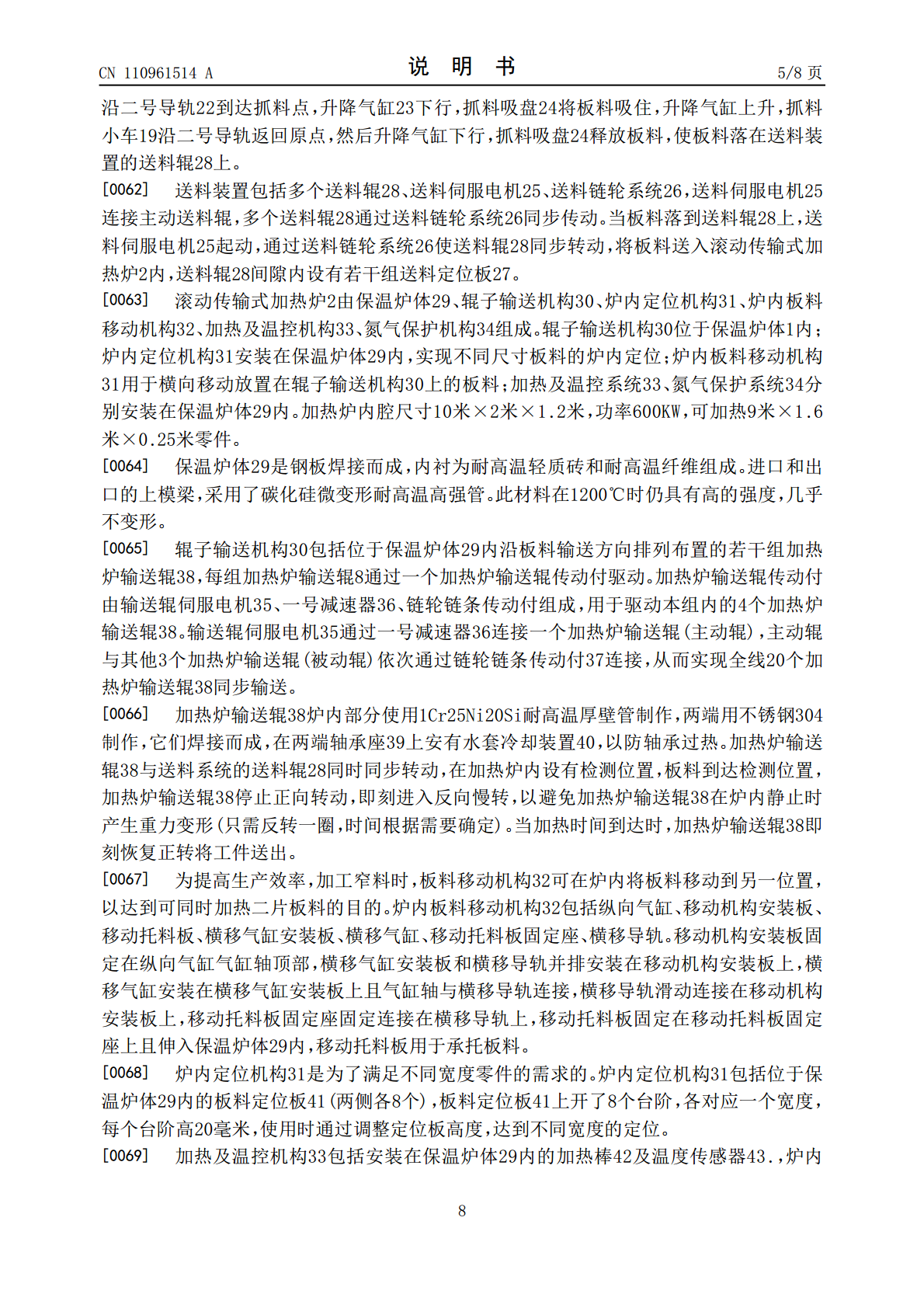
本发明公开了一种高强钢板热成型自动生产线,包括沿零件加工路径依次布置的送料系统、滚动传输式加热炉、中转系统、高速压机、大型水冷模具、取件系统;送料系统将放置在托盘上的板料抓取并输送至滚动传输式加热炉内加热,待温度达到预设值,滚动传输式加热炉通过辊子输送机构将板料移出,通过中转系统将滚动传输式加热炉输出的板料送入高速压机的大型水冷模具内进行压制,压制结束后,取件系统通过取件装置伸入大型水冷模具内将零件取出后落料码放。本发明可加工零件最大尺寸9米×1.6米×0.25米,能够使零件减重40%以上。

热成型高强钢板生产线.pdf
本发明公开了一种热成型高强钢板生产线,按照生产工序依次布置有上料系统、送料系统、加热炉、出料系统、中转系统、高速压机、取件系统,高速压机内设有水冷模具;上料系统将板料送放到送料系统上,送料系统将运送来的板料输送至加热炉内;板料加热完成后,出料系统将已加热的板料移出加热炉,到达指定位置;中转系统位于出料系统上方,用于将出料系统取出的板料抓起并移送入高速压机的水冷模具中;中转系统退出后,高速压机闭合压制,冷却保压后,高速压机的上滑块升起,取件系统进入水冷模具中,将压成的零件取出,放到指定码放位置。
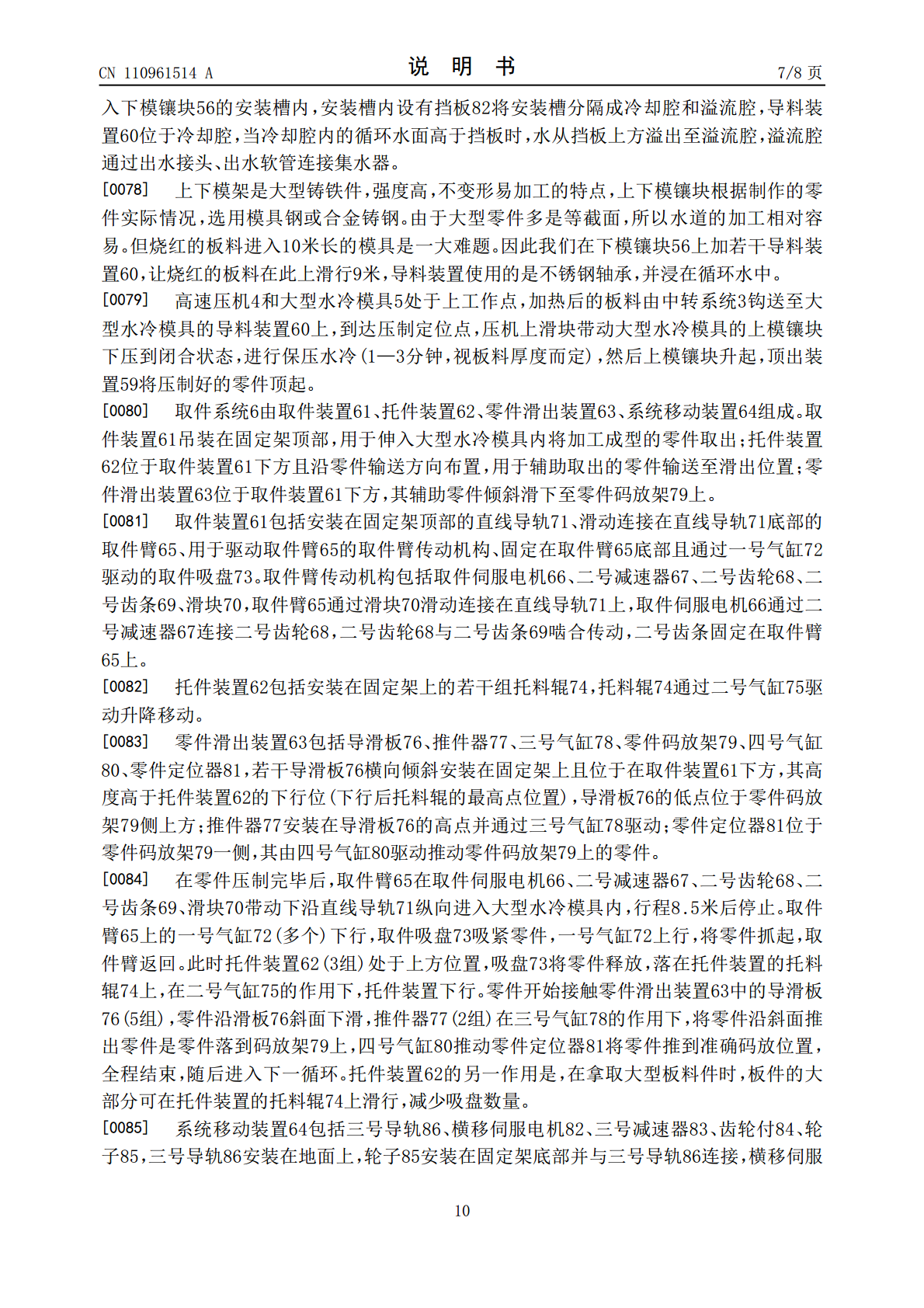
热成型高强钢板生产线加热系统.pdf
本发明公开了一种热成型高强钢板生产线加热系统,包括依次布置的送料系统、加热炉、出料系统;加热炉包括炉体及安装在炉体内的炉内托件装置;送料系统包括水平送料机构、气缸联动装置以及托料叉,气缸联动装置连接在水平送料机构上,托料叉铰接在气缸联动装置上,托料叉可在气缸联动装置驱动下在竖直平面内转动一定角度,托料叉用于承托板料送入加热炉内并放置在炉内托件装置上,以及在炉内托件装置上移送板料;出料系统包括取料叉、出料托起装置以及水平出料机构,出料托起装置连接在水平出料机构上,出料叉连接在出料托起装置上,取料叉可在出料托
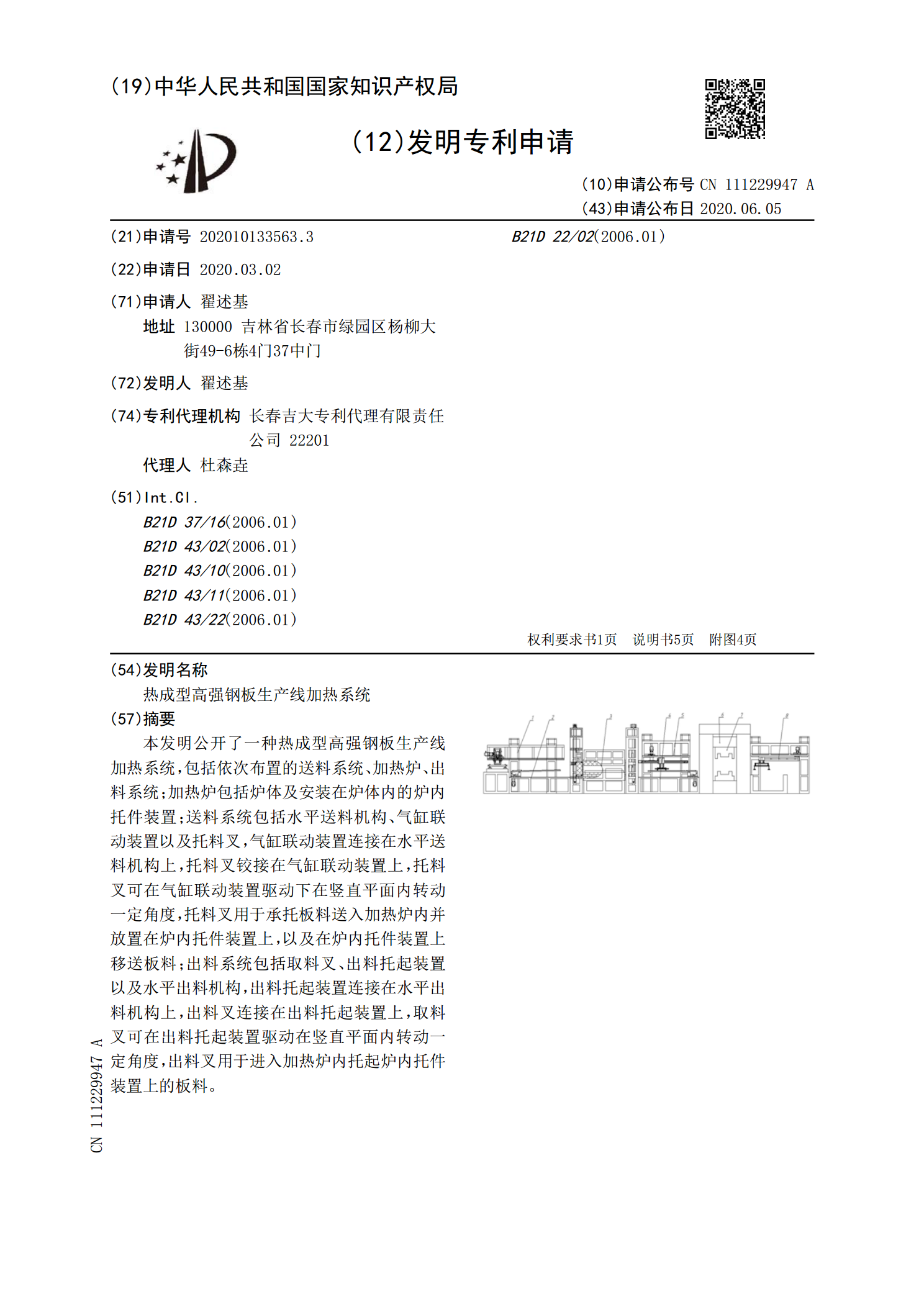
高强钢板冲压件热成型生产自动线.pdf
本发明公开了一种高强钢板冲压件热成型生产自动线,旨在解决现有设备体积大、成本高、应用范围小等问题。生产自动线包括依次布置的送料装置、快速更换叶片轮轴式加热炉、下传送件装置、上传送件装置、高速压机及取件装置,高速压机内设有水冷模具;送料装置将工件送入快速更换叶片轮轴式加热炉进行高温加热,下传送件装置将加热后的工件从快速更换叶片轮轴式加热炉内取出,上传送件装置布置在下传送件装置上方,其将下传送件装置取出的工件抓取后传送至高速压机进行压型,取件装置将高速压机压型后的工件取出并传递至输送机进行输送。
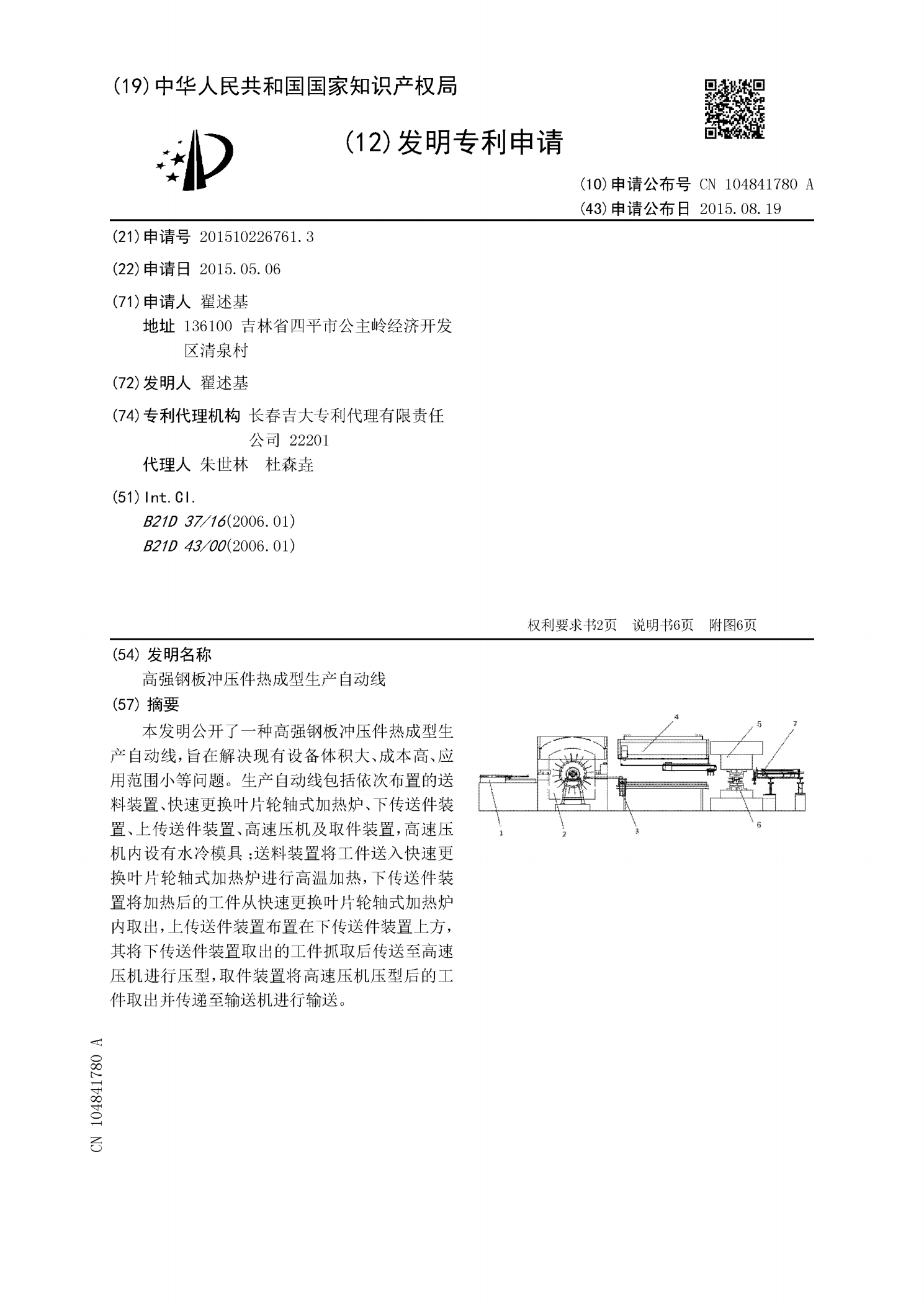
高强钢板冲压热成型生产线综合运送料设备.pdf
本发明公开了一种高强钢板冲压热成型生产线综合运送料设备,包括送料系统、中转系统、取件系统;送料系统将板料抓取并输送至滚动传输式加热炉内加热,中转系统将滚动传输式加热炉输出的板料送入高速压机内进行压制,取件系统通过取件装置伸入大型水冷模具内将压制成型的零件取出后落料码放;送料系统包括原料装置、抓料装置、送料装置;原料装置通过取料小车将放置在基座上的板料举起;抓料装置通过抓料小车移动到爪料点后,通过取料吸盘将板料抓取并放至送料装置上,送料装置通过送料辊机构将板料输送至滚动传输式加热炉内进行加热。本发明可输送9