
一种汽车车桥上桥壳的生产制造方法.pdf

努力****妙风


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车车桥上桥壳的生产制造方法.pdf
本发明公开了一种汽车车桥上桥壳的生产制造方法,其包括以下步骤:1)先制作砂芯,再采用两箱分模造型,分型面选择在后桥壳两耳孔水平中心线处,根据不同位置的热节大小,分别设置相应的冒口,以满足补缩要求;2)熔炼:在电炉中加入原材料,融化后出铁液温度控制在1510‑1550℃;3)浇注:向砂箱的浇注口浇注步骤2)中的铁液,浇注铁液的温度为1370‑1396℃,浇注时间为50‑60s;4)落砂清理:浇注完成后,静置冷却,然后检查浇口杯铁液凝固状况,然后将砂箱放置于振动平台上振动,使铸件脱落;5)将步骤4)所得的铸件
桥壳及制造方法.pdf
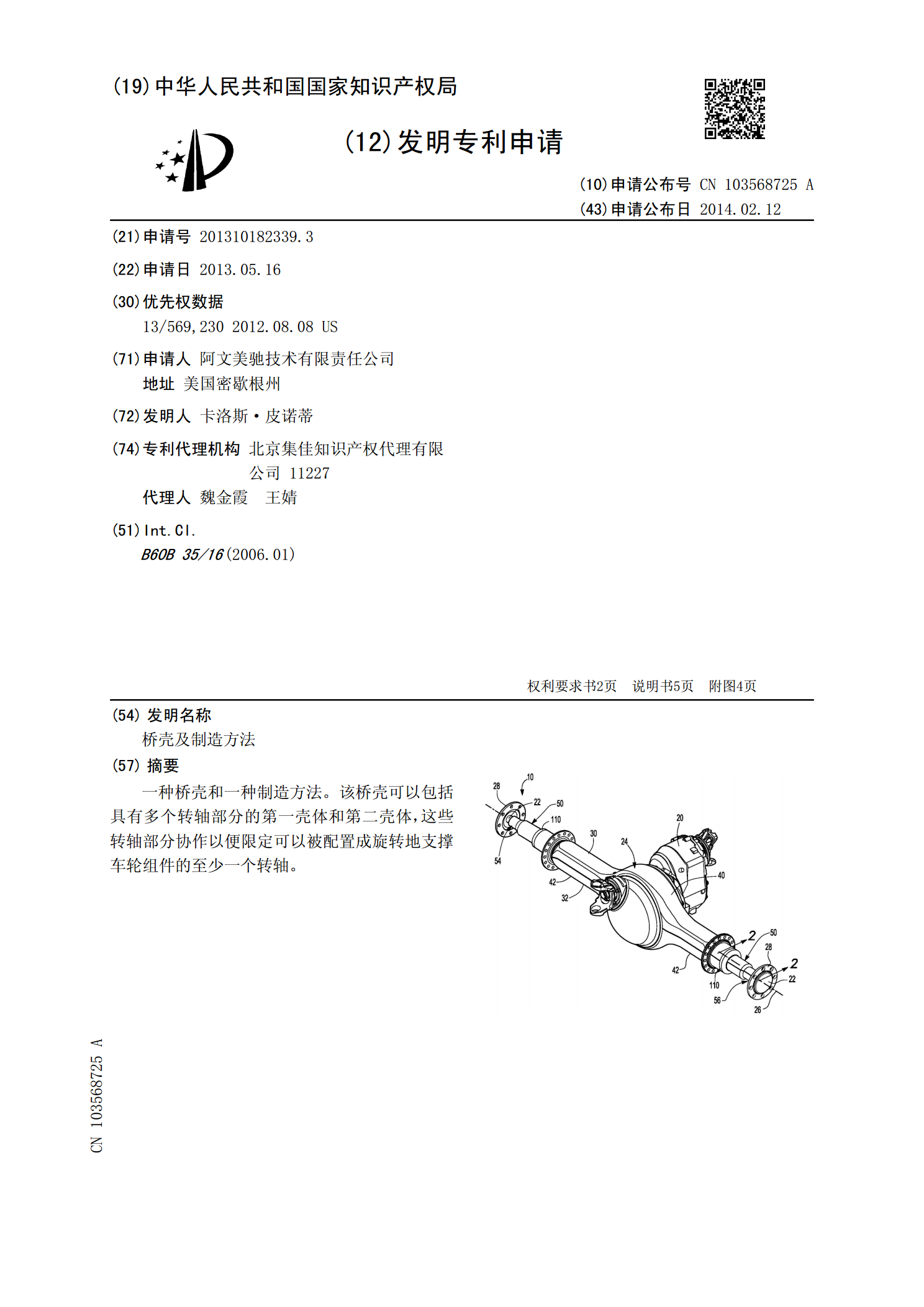
一种桥壳和一种制造方法。该桥壳可以包括具有多个转轴部分的第一壳体和第二壳体,这些转轴部分协作以便限定可以被配置成旋转地支撑车轮组件的至少一个转轴。
一种重型汽车差速器壳制造方法及其结构.pdf
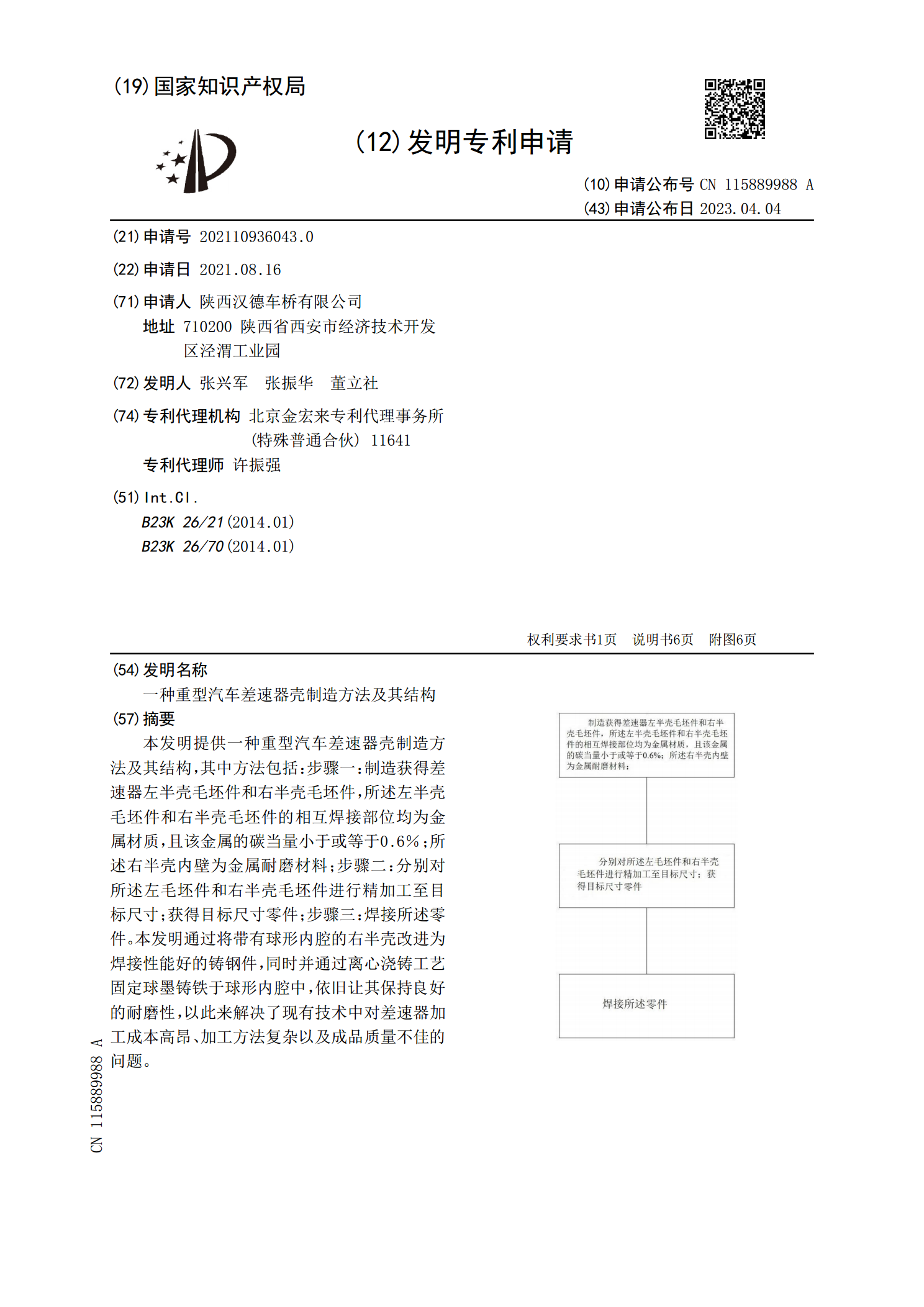
本发明提供一种重型汽车差速器壳制造方法及其结构,其中方法包括:步骤一:制造获得差速器左半壳毛坯件和右半壳毛坯件,所述左半壳毛坯件和右半壳毛坯件的相互焊接部位均为金属材质,且该金属的碳当量小于或等于0.6%;所述右半壳内壁为金属耐磨材料;步骤二:分别对所述左毛坯件和右半壳毛坯件进行精加工至目标尺寸;获得目标尺寸零件;步骤三:焊接所述零件。本发明通过将带有球形内腔的右半壳改进为焊接性能好的铸钢件,同时并通过离心浇铸工艺固定球墨铸铁于球形内腔中,依旧让其保持良好的耐磨性,以此来解决了现有技术中对差速器加工成本高

一种冷加工成形用桥壳钢及其制造方法.pdf
本发明涉及车辆技术领域,特别涉及一种冷加工成形用桥壳钢及其制造方法。桥壳钢的化学成分以质量百分比计含有C:0.08~0.18%,Si:0.10~0.45%,Mn:1.2~2.5%,Ti:0.01~0.05%,Al:0.02~0.35%,P:≤0.02%,S:≤0.010%,V:0.02~0.10%,Nb:0.015~0.10%,Cr:0.02~0.5%,其余为Fe及不可避免的杂质。所述方法的工艺过程为:KR脱硫→全三脱转炉冶炼→LF精炼→连铸→加热炉再加热→粗轧→精轧→层流冷却→卷取。本发明实施例提供的冷

一种新能源汽车电池壳及其生产方法.pdf
本发明涉及新能源领域,具体涉及一种新能源汽车电池壳及其生产方法。本发明中的电池壳,包括电池壳体、电池壳底和电池壳盖,其中电池壳体、电池壳底和电池壳盖由经过轧制的金属板材制成,金属板材至少有一层金属材料,金属板材厚度大于0.01mm;电池壳体轴向方向上至少有一条连续焊缝,连续焊缝在电池壳体内外表面所留下的焊渣必须刮平,使焊缝厚度不高于金属板材厚度。本发明可以大幅度地提高新能源汽车电池能量密度,降低电池重量,减小电池体积,改善电池散热,降低电池成本,增加新能源汽车续航里程,更加有利于新能源汽车的推广和应用。