
桥壳及制造方法.pdf

波峻****99


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
桥壳及制造方法.pdf
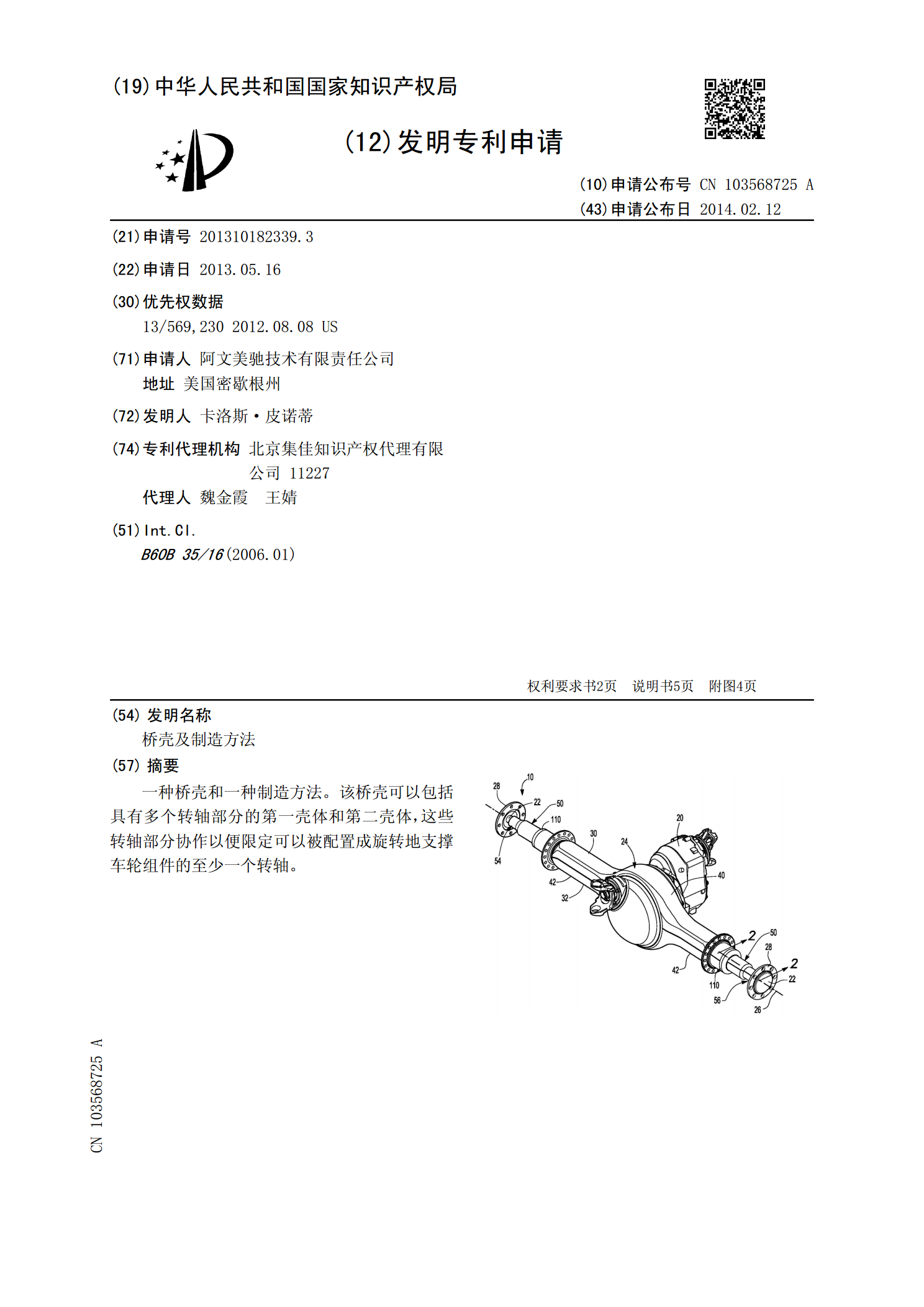
一种桥壳和一种制造方法。该桥壳可以包括具有多个转轴部分的第一壳体和第二壳体,这些转轴部分协作以便限定可以被配置成旋转地支撑车轮组件的至少一个转轴。

保护壳及保护壳制造方法.pdf
本发明公开一种保护壳及保护壳制造方法。该保护壳适于保护电子装置。电子装置具有显示区。保护壳包括背盖及面盖。背盖适于组装至电子装置并具有凹缺及背挠性部。背挠性部延伸自凹缺的底部,并与凹缺的相对两侧分别留有间隙。面盖适于覆盖电子装置的显示区并熔接至背挠性部,以提供较大的结合力。相较于传统粘接的结构强度,面盖较不易脱离背盖。

重型桥壳轻量化制造工艺.docx
重型桥壳轻量化制造工艺随着现代科技的不断发展,各种高科技材料的出现,重型桥壳轻量化制造技术也越来越成为了制造业的热点问题和趋势。这不仅能够提高制造业的工作效率,还可以降低生产成本,提高产品的竞争力和市场价值。一、轻量化的重要性轻量化是重型桥壳制造中一个非常重要的概念,相比于以前使用的坚硬金属材料,轻量化生产可以大幅降低重量。这样就能提高桥壳的载重能力,减少桥身沉重的负担,也有利于桥的长久性使用。此外,轻量化生产可以有效降低桥壳生产中的成本,为生产厂商节约更多的经济资源。二、轻量化的技术手段桥壳的轻量化并不
一种汽车车桥上桥壳的生产制造方法.pdf
本发明公开了一种汽车车桥上桥壳的生产制造方法,其包括以下步骤:1)先制作砂芯,再采用两箱分模造型,分型面选择在后桥壳两耳孔水平中心线处,根据不同位置的热节大小,分别设置相应的冒口,以满足补缩要求;2)熔炼:在电炉中加入原材料,融化后出铁液温度控制在1510‑1550℃;3)浇注:向砂箱的浇注口浇注步骤2)中的铁液,浇注铁液的温度为1370‑1396℃,浇注时间为50‑60s;4)落砂清理:浇注完成后,静置冷却,然后检查浇口杯铁液凝固状况,然后将砂箱放置于振动平台上振动,使铸件脱落;5)将步骤4)所得的铸件

面向驱动桥壳再制造毛坯及工艺质量的评测方法研究.docx
面向驱动桥壳再制造毛坯及工艺质量的评测方法研究标题:面向驱动桥壳再制造毛坯及工艺质量的评测方法研究摘要:驱动桥壳再制造是一种可持续发展的制造方式,可以显著减少资源浪费。然而,毛坯及工艺质量的评测方法是保证再制造产品质量稳定性和性能可靠性的关键。本文基于驱动桥壳再制造的特点,探讨了毛坯及工艺质量的评测方法,包括图像分析、物理测试和非破坏性测试等。同时,通过实例分析验证了这些方法的有效性和可行性。关键词:驱动桥壳再制造;毛坯;工艺质量;评测方法引言:随着汽车保有量的增加和技术的进步,汽车再制造业已经成为推动可