
一种连续退火炉按厚度规格控制加热输出的方法.pdf

猫巷****晓容


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉按厚度规格控制加热输出的方法.pdf
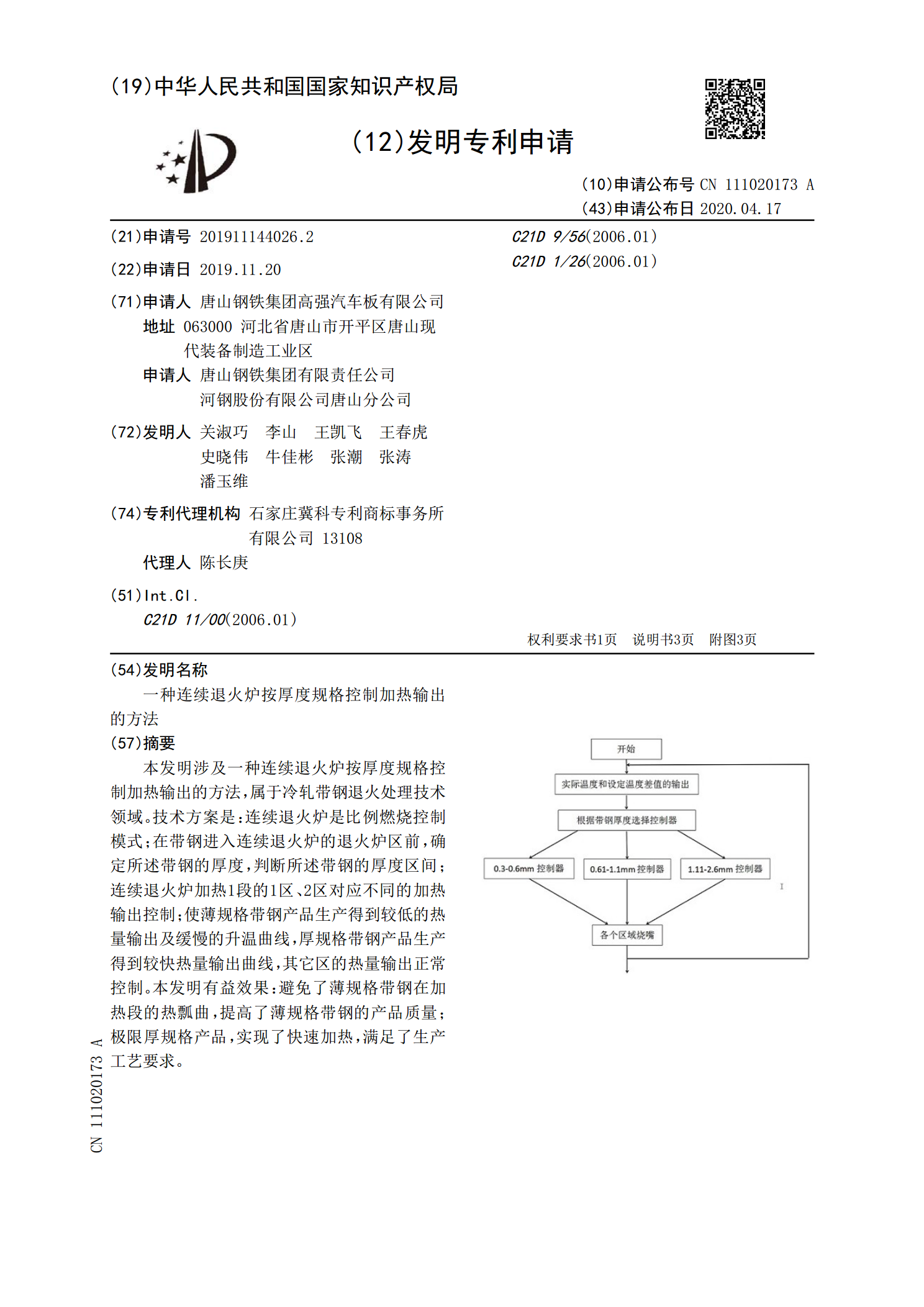
本发明涉及一种连续退火炉按厚度规格控制加热输出的方法,属于冷轧带钢退火处理技术领域。技术方案是:连续退火炉是比例燃烧控制模式;在带钢进入连续退火炉的退火炉区前,确定所述带钢的厚度,判断所述带钢的厚度区间;连续退火炉加热1段的1区、2区对应不同的加热输出控制;使薄规格带钢产品生产得到较低的热量输出及缓慢的升温曲线,厚规格带钢产品生产得到较快热量输出曲线,其它区的热量输出正常控制。本发明有益效果:避免了薄规格带钢在加热段的热瓢曲,提高了薄规格带钢的产品质量;极限厚规格产品,实现了快速加热,满足了生产工艺要求。
一种连续退火炉加热功率输出模式的控制方法.pdf
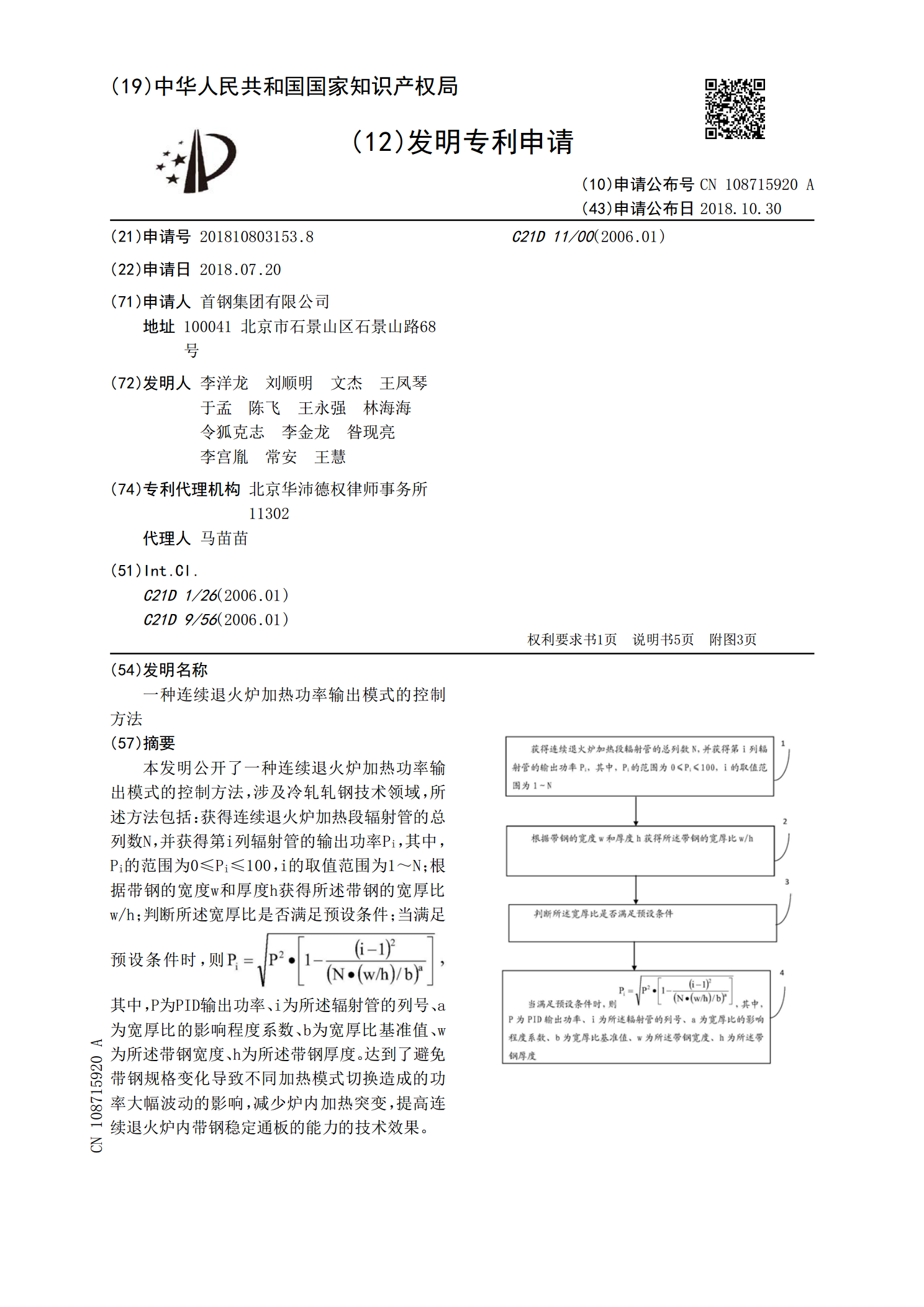
本发明公开了一种连续退火炉加热功率输出模式的控制方法,涉及冷轧轧钢技术领域,所述方法包括:获得连续退火炉加热段辐射管的总列数N,并获得第i列辐射管的输出功率P
一种连续退火炉加热过程中带钢规格切换的控制方法.pdf
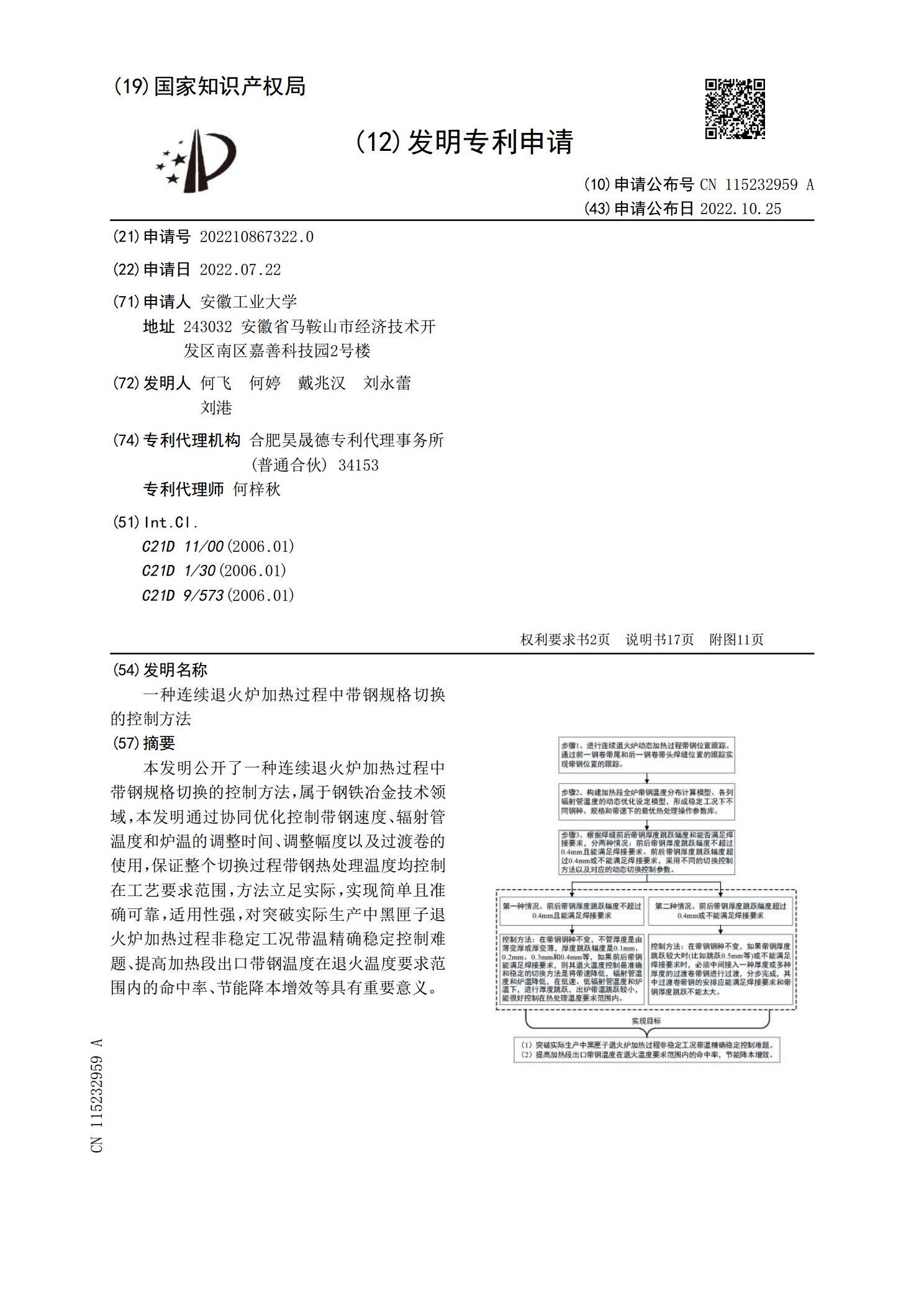
本发明公开了一种连续退火炉加热过程中带钢规格切换的控制方法,属于钢铁冶金技术领域,本发明通过协同优化控制带钢速度、辐射管温度和炉温的调整时间、调整幅度以及过渡卷的使用,保证整个切换过程带钢热处理温度均控制在工艺要求范围,方法立足实际,实现简单且准确可靠,适用性强,对突破实际生产中黑匣子退火炉加热过程非稳定工况带温精确稳定控制难题、提高加热段出口带钢温度在退火温度要求范围内的命中率、节能降本增效等具有重要意义。
一种连续退火炉辐射管加热控制方法.pdf
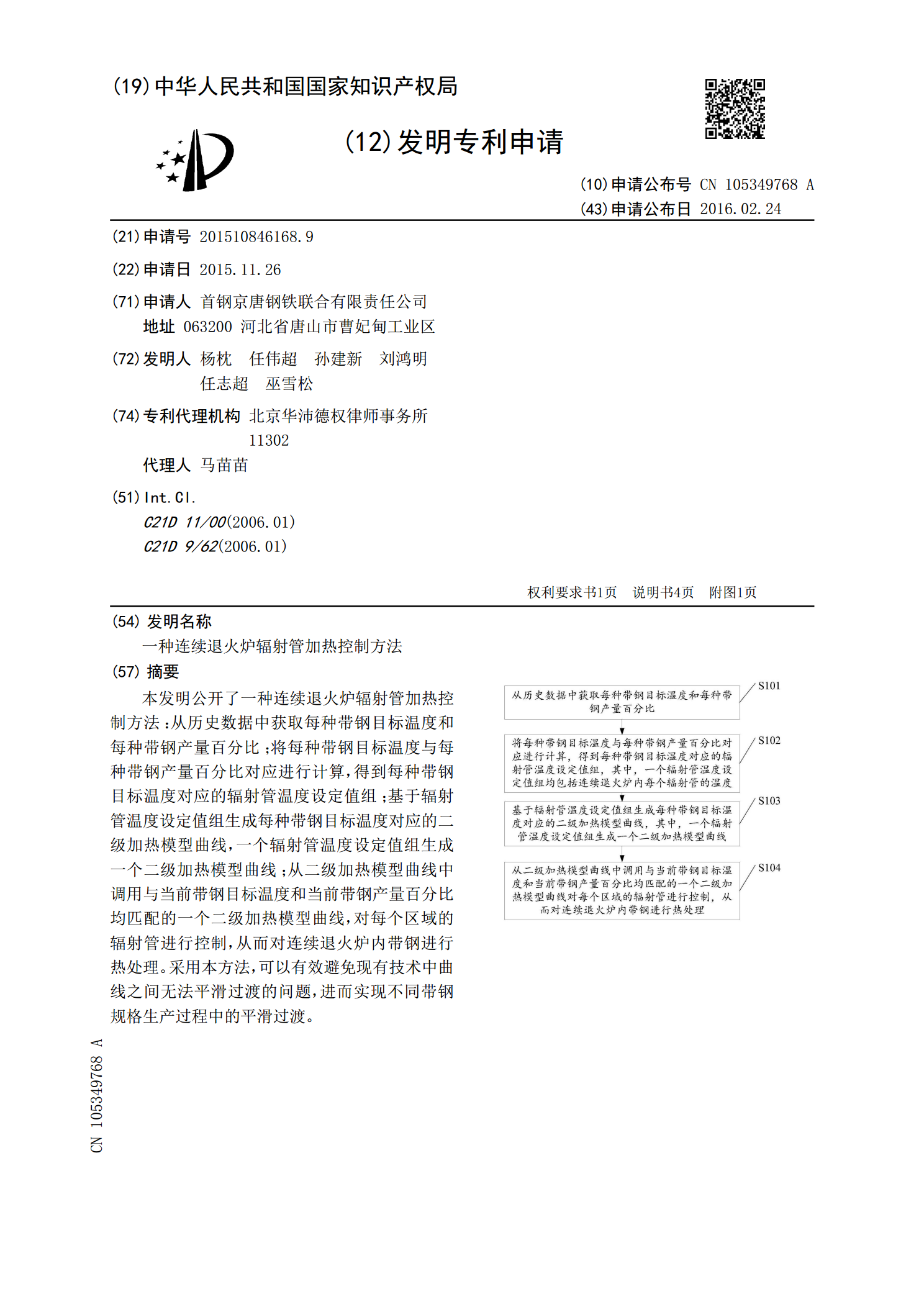
本发明公开了一种连续退火炉辐射管加热控制方法:从历史数据中获取每种带钢目标温度和每种带钢产量百分比;将每种带钢目标温度与每种带钢产量百分比对应进行计算,得到每种带钢目标温度对应的辐射管温度设定值组;基于辐射管温度设定值组生成每种带钢目标温度对应的二级加热模型曲线,一个辐射管温度设定值组生成一个二级加热模型曲线;从二级加热模型曲线中调用与当前带钢目标温度和当前带钢产量百分比均匹配的一个二级加热模型曲线,对每个区域的辐射管进行控制,从而对连续退火炉内带钢进行热处理。采用本方法,可以有效避免现有技术中曲线之间无

一种连续退火炉加热段炉温控制系统及方法.pdf
本发明提出一种连续退火炉加热段炉温控制系统及方法,基础自动化设备控制调节炉温,并持续向过程控制设备发送现场装置实时采集的退火炉内工况信息的第一工况报文;生产过程执行管理设备获取带钢在加热段内加工时的生产线状态信息并依此生成第二工况报文,并持续向过程控制设备发送该第二工况报文;过程控制设备接收并解析报文,每次在根据炉内工况信息和生产线状态信息获得的带钢实际温度和设定的带钢目标温度之间存在的偏差超出设定范围时,均重新设定加热段炉温值并形成炉子控制报文发送给基础自动化设备从而控制炉温。本发明在带钢规格变换时,及