
一种石英扩散炉用保温桶.pdf

Ke****67

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种石英扩散炉用保温桶.pdf
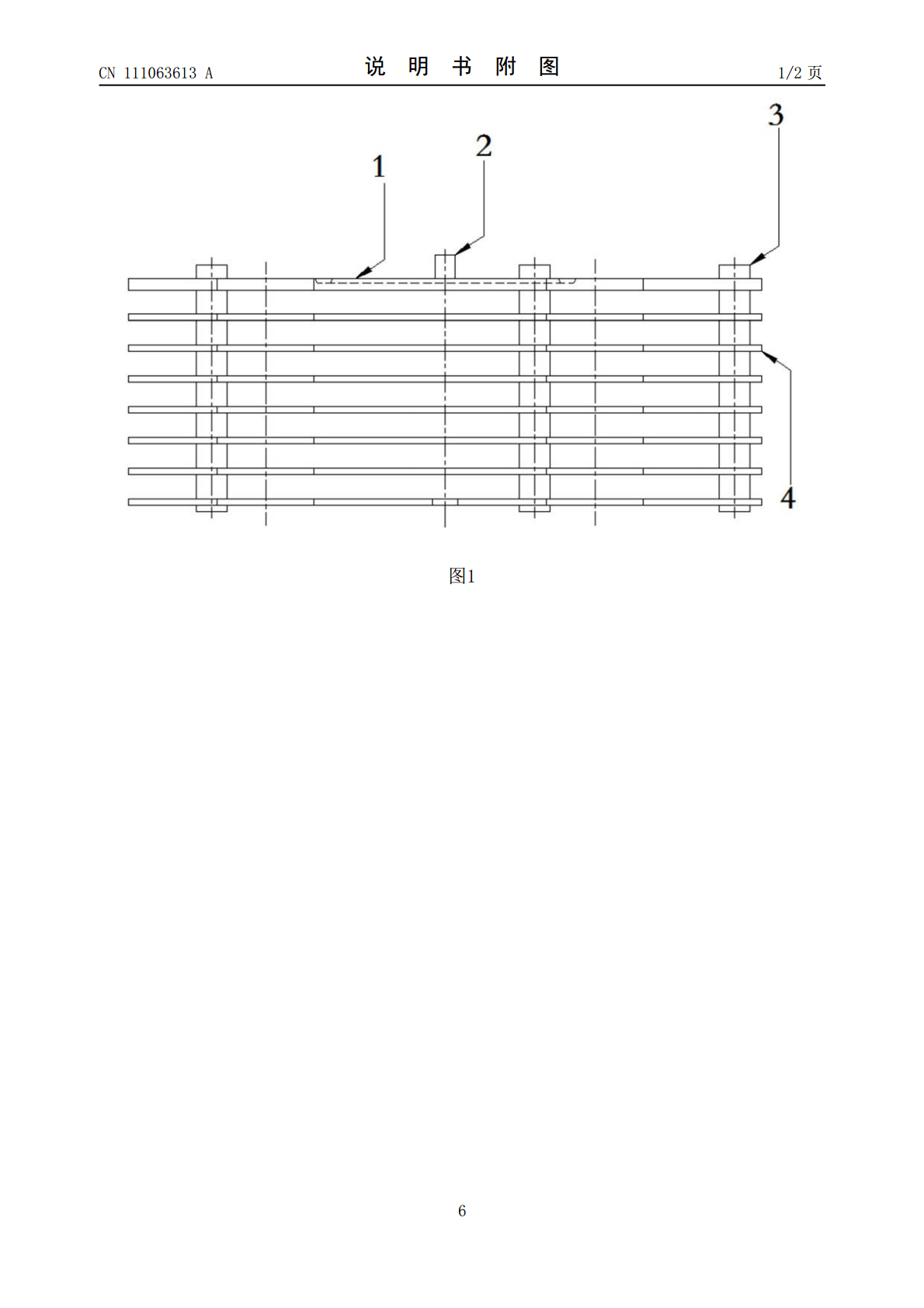
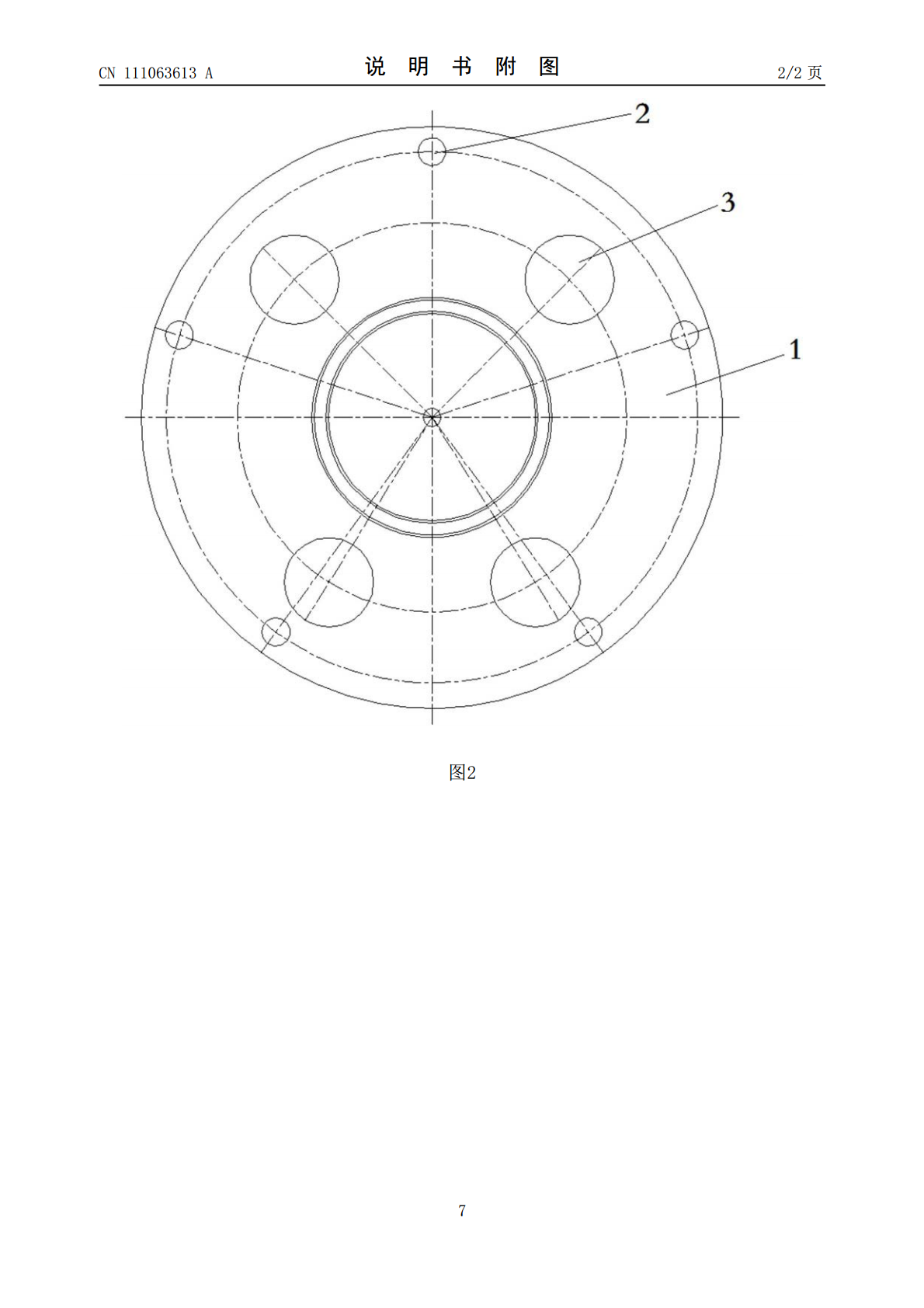
本发明涉及一种石英扩散炉用保温桶,包括顶板及位于顶板下方的多层挡板,所述顶板和挡板以及挡板之间均通过连接棒焊接定位,且所述顶板和挡板以及挡板之间均通过定位钉来控制焊接高度;所述定位钉为石英钉。顶板与挡板之间高度一致,且连接棒与挡板和顶板焊接固定,结构稳定,隔热效果好,有效保证反应效果。还提供了一种石英扩散炉用保温桶的加工方法。
一种有效提高石英扩散炉内温度稳定性的保温桶.pdf
本发明涉及一种有效提高石英扩散炉内温度稳定性的保温桶,包括石英管及位于石英管内部的中间挡板,所述中间挡板上设置有抽真空通气嘴,所述抽真空通气嘴相对一侧为由中间挡板与石英管底板之间构成的保温隔离层,所述抽真空通气嘴同侧的石英管上设置有开口,用于操作人员通过抽真空通气嘴对保温隔离层抽真空操作。通过设置可以随时抽真空的抽真空通气嘴,降低了保温桶生产过程中对真空保温隔离层工艺的要求,有效减低了成本,且整个装置安装方便,操作简捷,能够很好的保持石英舟加工过程中温度的恒定。
一种扩散炉专用石英炉管.pdf
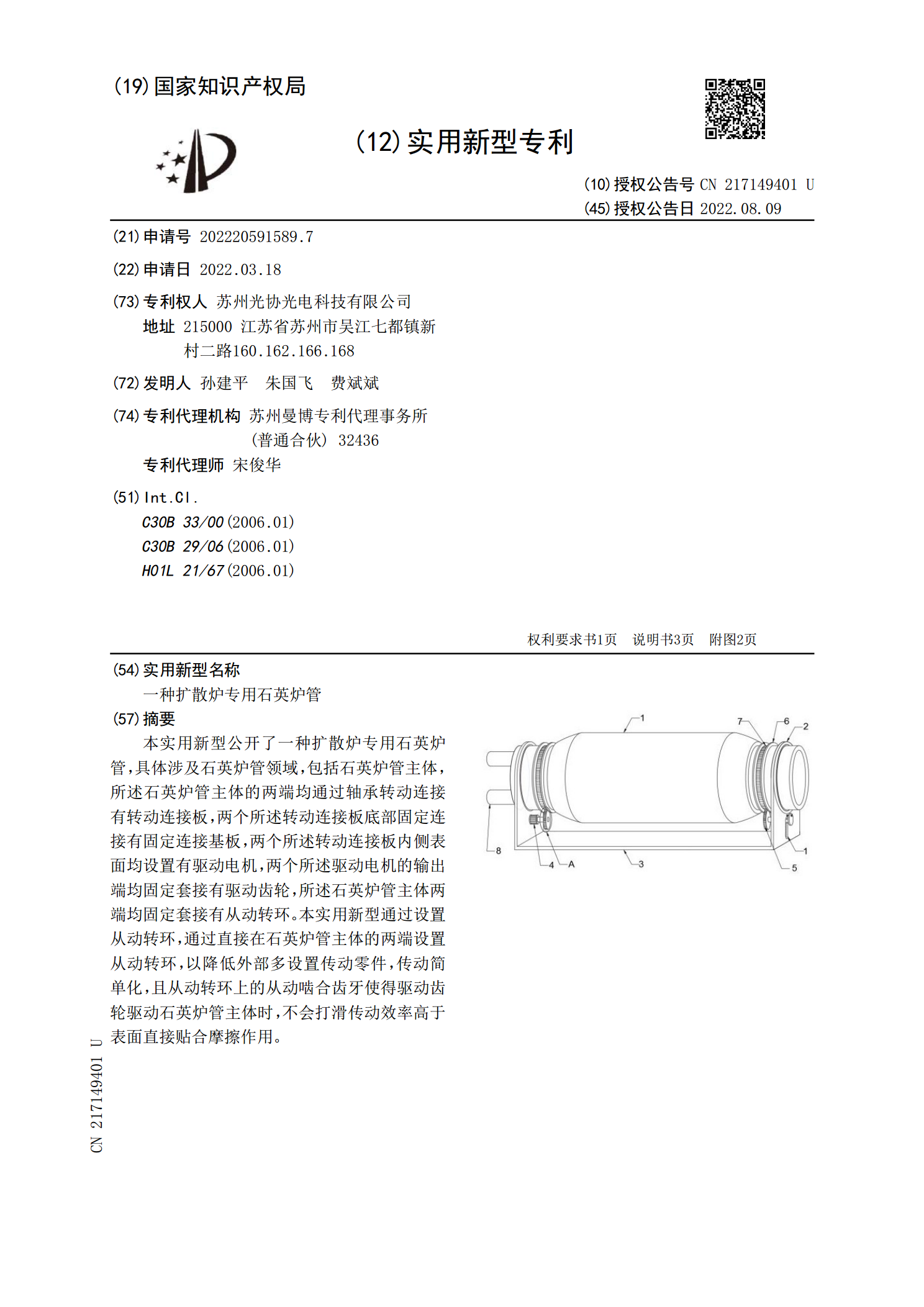
本实用新型公开了一种扩散炉专用石英炉管,具体涉及石英炉管领域,包括石英炉管主体,所述石英炉管主体的两端均通过轴承转动连接有转动连接板,两个所述转动连接板底部固定连接有固定连接基板,两个所述转动连接板内侧表面均设置有驱动电机,两个所述驱动电机的输出端均固定套接有驱动齿轮,所述石英炉管主体两端均固定套接有从动转环。本实用新型通过设置从动转环,通过直接在石英炉管主体的两端设置从动转环,以降低外部多设置传动零件,传动简单化,且从动转环上的从动啮合齿牙使得驱动齿轮驱动石英炉管主体时,不会打滑传动效率高于表面直接贴合
一种石英扩散炉的点火室.pdf
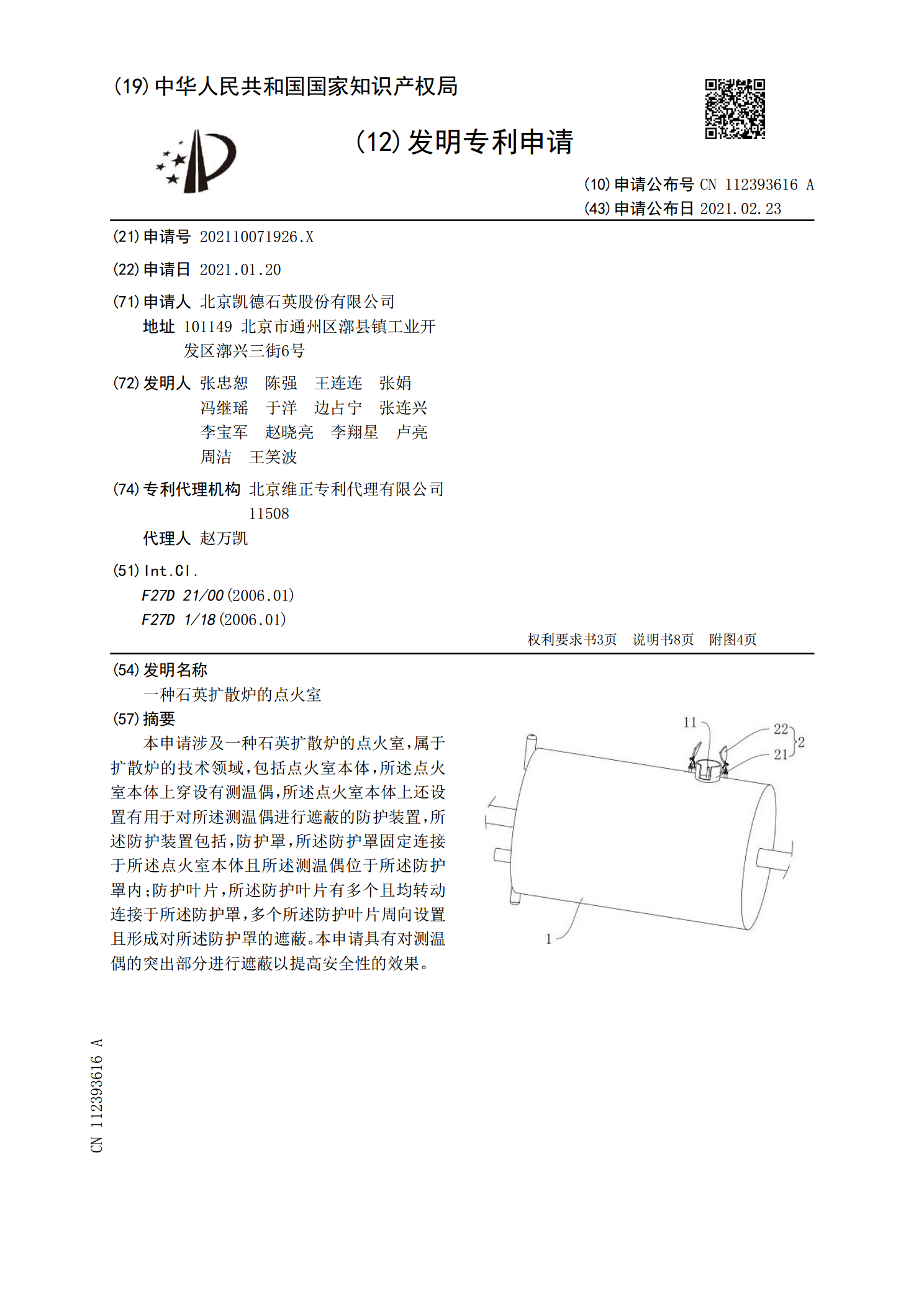
本申请涉及一种石英扩散炉的点火室,属于扩散炉的技术领域,包括点火室本体,所述点火室本体上穿设有测温偶,所述点火室本体上还设置有用于对所述测温偶进行遮蔽的防护装置,所述防护装置包括,防护罩,所述防护罩固定连接于所述点火室本体且所述测温偶位于所述防护罩内;防护叶片,所述防护叶片有多个且均转动连接于所述防护罩,多个所述防护叶片周向设置且形成对所述防护罩的遮蔽。本申请具有对测温偶的突出部分进行遮蔽以提高安全性的效果。
一种半导体扩散炉保温桶及其夹取装置.pdf
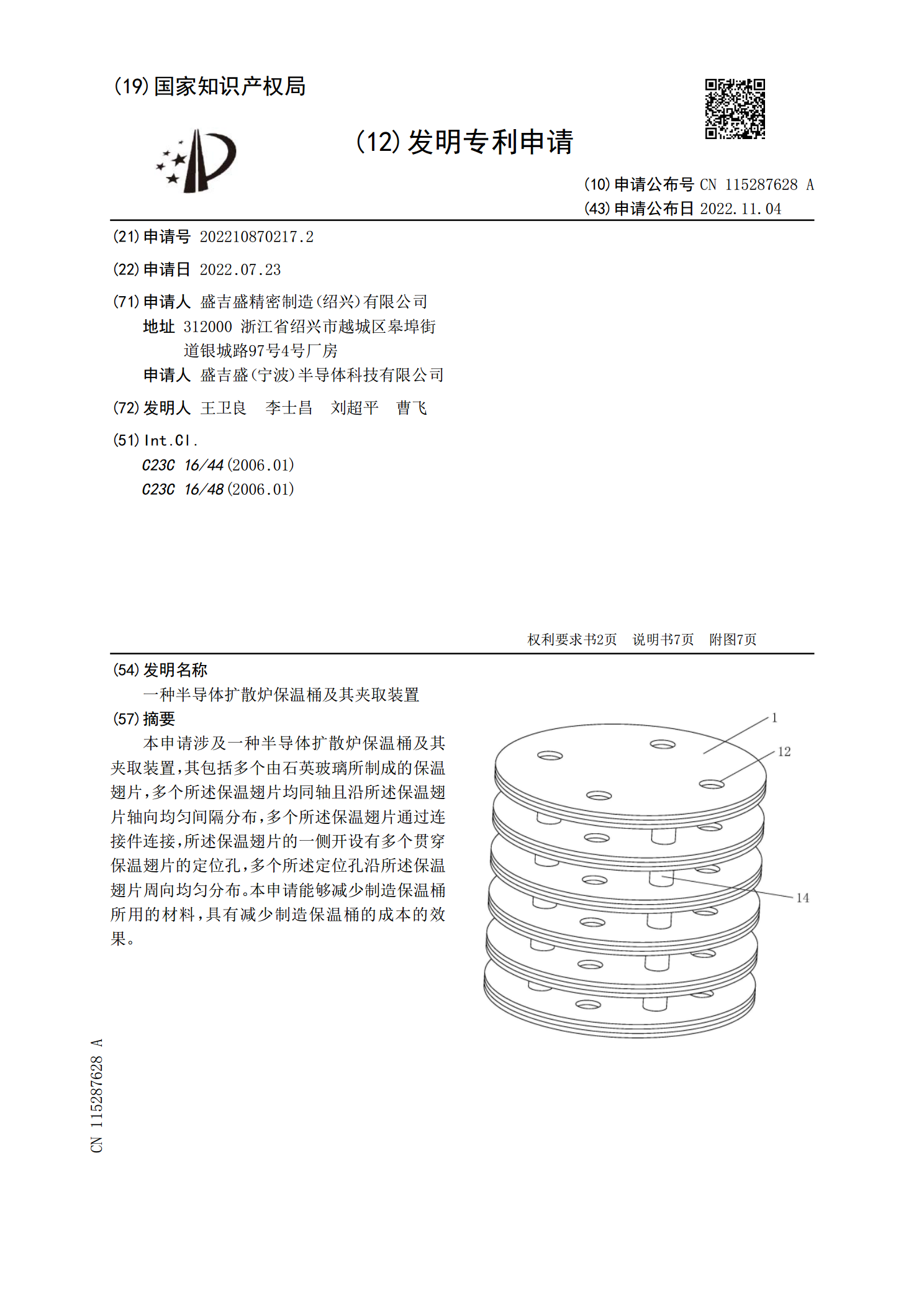
本申请涉及一种半导体扩散炉保温桶及其夹取装置,其包括多个由石英玻璃所制成的保温翅片,多个所述保温翅片均同轴且沿所述保温翅片轴向均匀间隔分布,多个所述保温翅片通过连接件连接,所述保温翅片的一侧开设有多个贯穿保温翅片的定位孔,多个所述定位孔沿所述保温翅片周向均匀分布。本申请能够减少制造保温桶所用的材料,具有减少制造保温桶的成本的效果。