
一种轴承钢管快速球化退火工艺.pdf

小寄****淑k

1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承钢管快速球化退火工艺.pdf
本发明属于轴承钢热处理技术领域,尤其为一种轴承钢管快速球化退火工艺,包括包括以下步骤:S1:炉体预热:将退火炉预热至796~799摄氏度,关闭炉门;S2:轴承钢管预热:将待退火的轴承钢管置于恒温炉内;S3:轴承钢管加热:将S2中保温后的钢管投入S1中退火炉内,关闭炉门并开始计时;S4:保温:待轴承钢管放入退火炉1~3分钟时,调低退火炉功率,待退火炉与轴承钢管均达到796~798摄氏度时,将退火炉调至保温状态。本发明设计合理,能够方便有效的将轴承钢管在退火炉内快速达到加热温度,再经过多次恒温和冷却保温,轴承
GCr15轴承钢管快速球化退火工艺.pdf
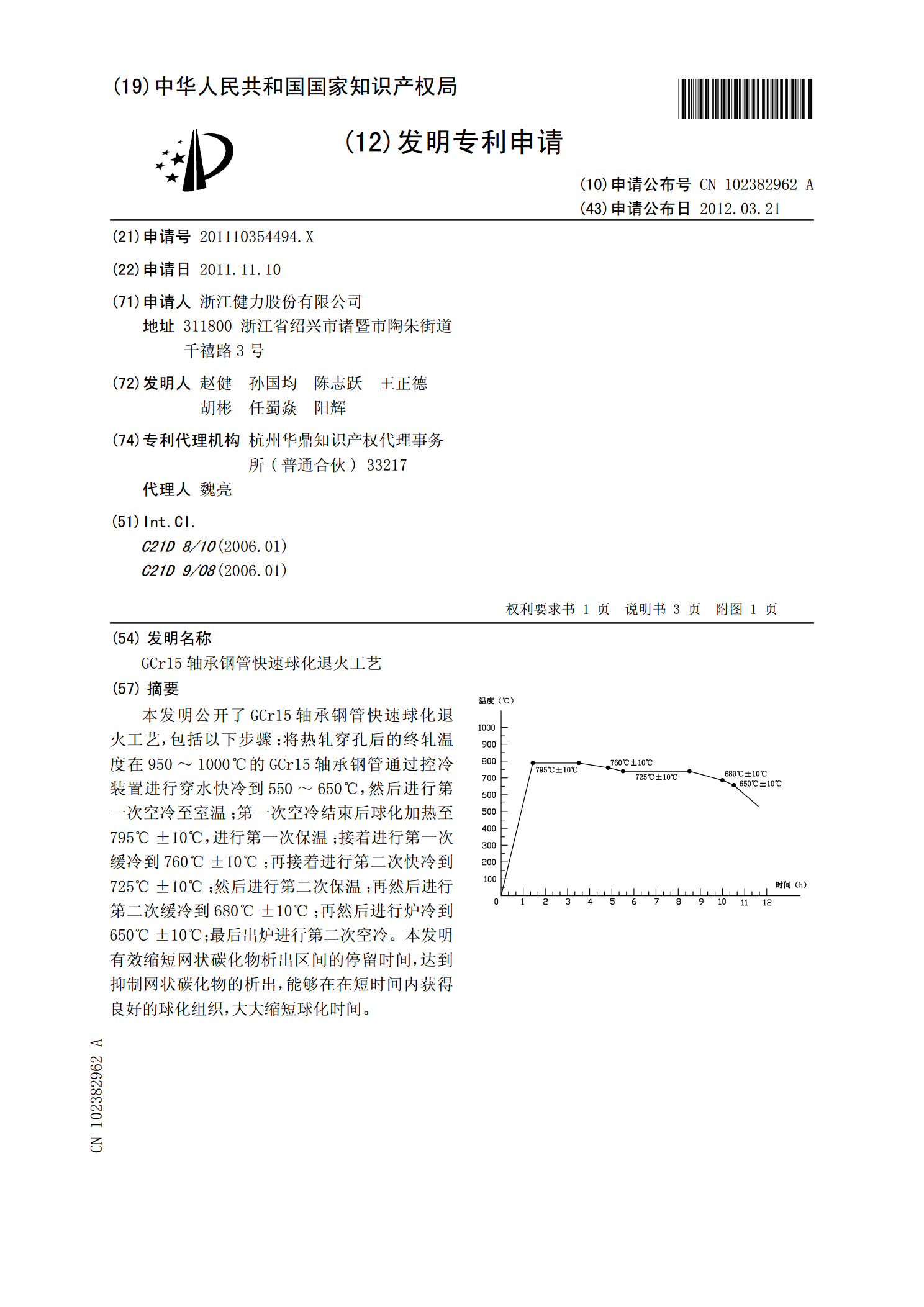
本发明公开了GCr15轴承钢管快速球化退火工艺,包括以下步骤:将热轧穿孔后的终轧温度在950~1000℃的GCr15轴承钢管通过控冷装置进行穿水快冷到550~650℃,然后进行第一次空冷至室温;第一次空冷结束后球化加热至795℃±10℃,进行第一次保温;接着进行第一次缓冷到760℃±10℃;再接着进行第二次快冷到725℃±10℃;然后进行第二次保温;再然后进行第二次缓冷到680℃±10℃;再然后进行炉冷到650℃±10℃;最后出炉进行第二次空冷。本发明有效缩短网状碳化物析出区间的停留时间,达到抑制网状碳化

一种轴承套圈快速球化退火工艺.pdf
本发明涉及一种轴承套圈快速球化退火工艺,包括以下工序:先淬火,轴承套圈淬火加热至825~840℃,保温50min~60min后油淬;再清洗,将轴承套圈清洗;然后回火,清洗后的轴承套圈放置在回火炉加热至680~700℃,保温2~3h后取出空冷至常温,且保证轴承套圈淬火与回火时间间隔在2h以内。本发明的快速球化退火工艺下,可得到均匀细密的马氏体组织,有效改善了锻造后粗大不均匀的晶粒;经淬火和高温回火后的套圈,得到均匀细密的球化组织,可有效改善或消除套圈在原材料坯料或锻造时的成分或组织不均匀,提高工艺性能,有效

轴承钢管球化退火方法.pdf
本发明属于轴承钢管制造技术领域,具体涉及一种轴承钢管球化退火方法。包括以下步骤:将荒管引入退火炉,控制退火温度和退火时间,控制如下:加热荒管使之直线升温至峰温的90%~95%,然后折线升温至峰温,折线升温期间每上升一个温度阶梯均给予保温;升至峰温后给予保温;然后折线降温,折线降温期间每下降一个温度阶梯均给予保温,直至温度降至峰温的82%或以下;继续降温直至室温;所述峰温大于相转变温度60℃以上。经过本发明的处理,能够将GCr15钢种的轴承荒管的硬度降至190HBW以下。

一种轴承钢球化退火工艺.pdf
本发明公开了一种轴承钢球化退火工艺,包括如下步骤:将轴承钢放置到球化退火炉内桶中设有的料盘上,关上炉盖;按照8℃/min的加热速度将内桶中的温度升温至760℃;保温2.5小时;将内桶中的温度缓慢降温冷却至680℃,等温5小时,停止充入甲醇气体;将内桶中的温度强冷至500℃;打开炉盖,将轴承钢吊出炉外,利用水冷方式使其冷却至常温。本发明通过升温阶段最高温度不高于760℃,并且采用等温球化退火,缩短工艺周期、使得经过本发明工艺处理后的轴承钢球状组织均匀,能够严格轴承钢的硬度参数。