
轴承钢管球化退火方法.pdf

英瑞****写意


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轴承钢管球化退火方法.pdf
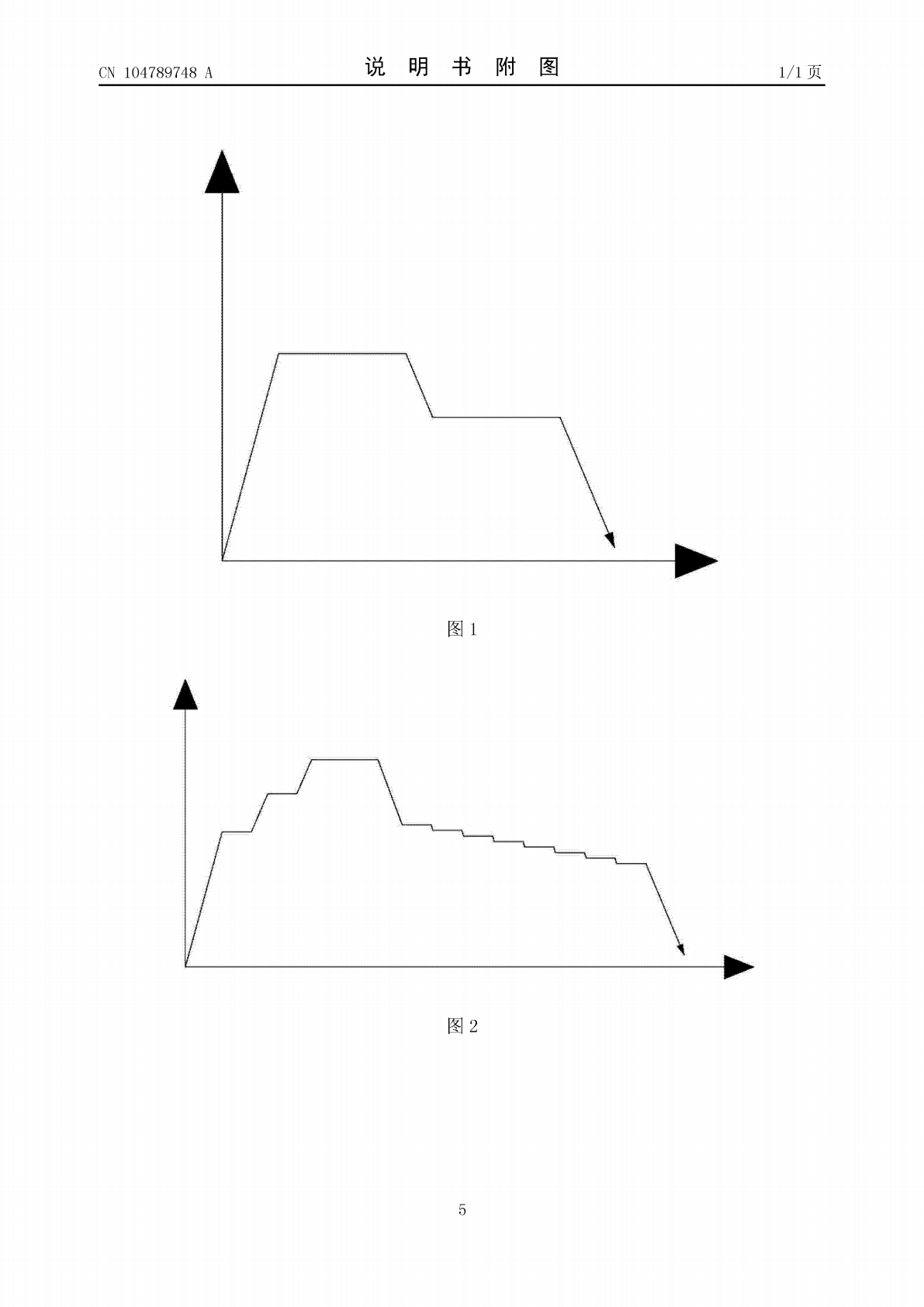
本发明属于轴承钢管制造技术领域,具体涉及一种轴承钢管球化退火方法。包括以下步骤:将荒管引入退火炉,控制退火温度和退火时间,控制如下:加热荒管使之直线升温至峰温的90%~95%,然后折线升温至峰温,折线升温期间每上升一个温度阶梯均给予保温;升至峰温后给予保温;然后折线降温,折线降温期间每下降一个温度阶梯均给予保温,直至温度降至峰温的82%或以下;继续降温直至室温;所述峰温大于相转变温度60℃以上。经过本发明的处理,能够将GCr15钢种的轴承荒管的硬度降至190HBW以下。
GCr15轴承钢管快速球化退火工艺.pdf
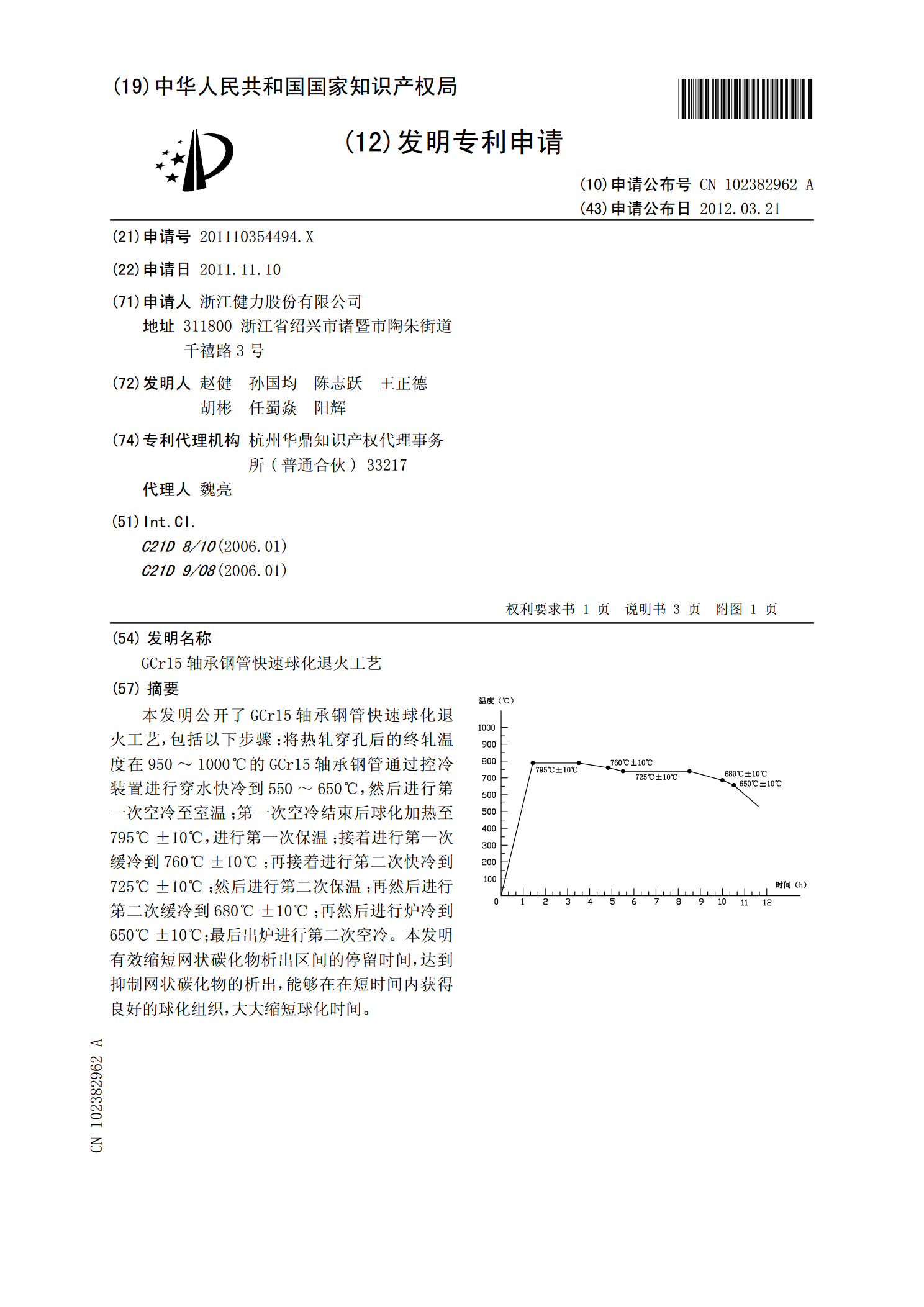
本发明公开了GCr15轴承钢管快速球化退火工艺,包括以下步骤:将热轧穿孔后的终轧温度在950~1000℃的GCr15轴承钢管通过控冷装置进行穿水快冷到550~650℃,然后进行第一次空冷至室温;第一次空冷结束后球化加热至795℃±10℃,进行第一次保温;接着进行第一次缓冷到760℃±10℃;再接着进行第二次快冷到725℃±10℃;然后进行第二次保温;再然后进行第二次缓冷到680℃±10℃;再然后进行炉冷到650℃±10℃;最后出炉进行第二次空冷。本发明有效缩短网状碳化物析出区间的停留时间,达到抑制网状碳化
一种轴承钢管快速球化退火工艺.pdf
本发明属于轴承钢热处理技术领域,尤其为一种轴承钢管快速球化退火工艺,包括包括以下步骤:S1:炉体预热:将退火炉预热至796~799摄氏度,关闭炉门;S2:轴承钢管预热:将待退火的轴承钢管置于恒温炉内;S3:轴承钢管加热:将S2中保温后的钢管投入S1中退火炉内,关闭炉门并开始计时;S4:保温:待轴承钢管放入退火炉1~3分钟时,调低退火炉功率,待退火炉与轴承钢管均达到796~798摄氏度时,将退火炉调至保温状态。本发明设计合理,能够方便有效的将轴承钢管在退火炉内快速达到加热温度,再经过多次恒温和冷却保温,轴承
一种轴承钢及其球化退火方法.pdf
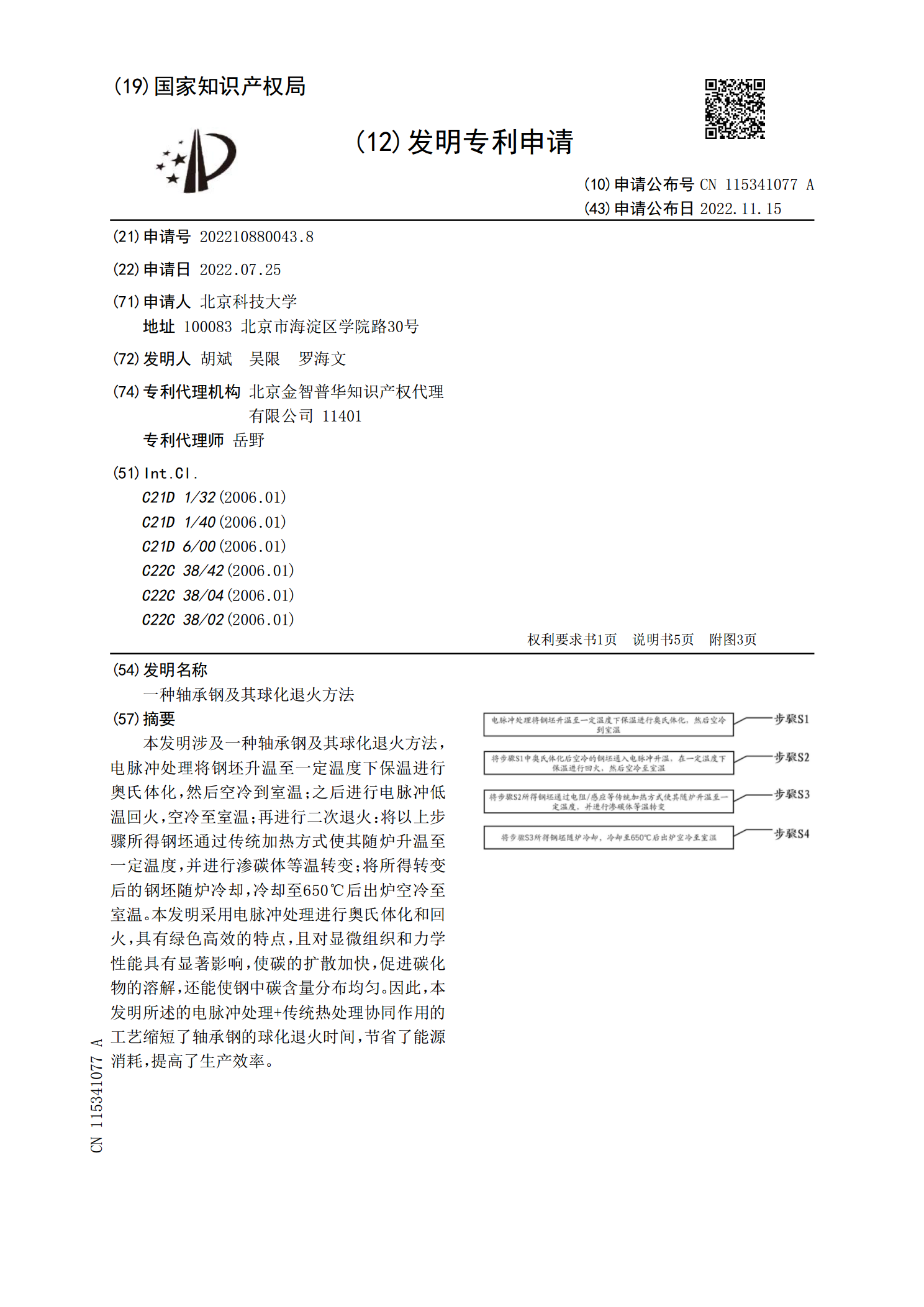
本发明涉及一种轴承钢及其球化退火方法,电脉冲处理将钢坯升温至一定温度下保温进行奥氏体化,然后空冷到室温;之后进行电脉冲低温回火,空冷至室温;再进行二次退火:将以上步骤所得钢坯通过传统加热方式使其随炉升温至一定温度,并进行渗碳体等温转变;将所得转变后的钢坯随炉冷却,冷却至650℃后出炉空冷至室温。本发明采用电脉冲处理进行奥氏体化和回火,具有绿色高效的特点,且对显微组织和力学性能具有显著影响,使碳的扩散加快,促进碳化物的溶解,还能使钢中碳含量分布均匀。因此,本发明所述的电脉冲处理+传统热处理协同作用的工艺缩短
一种轴承钢管无氧球化退火工艺中DX气体碳势控制方法.pdf
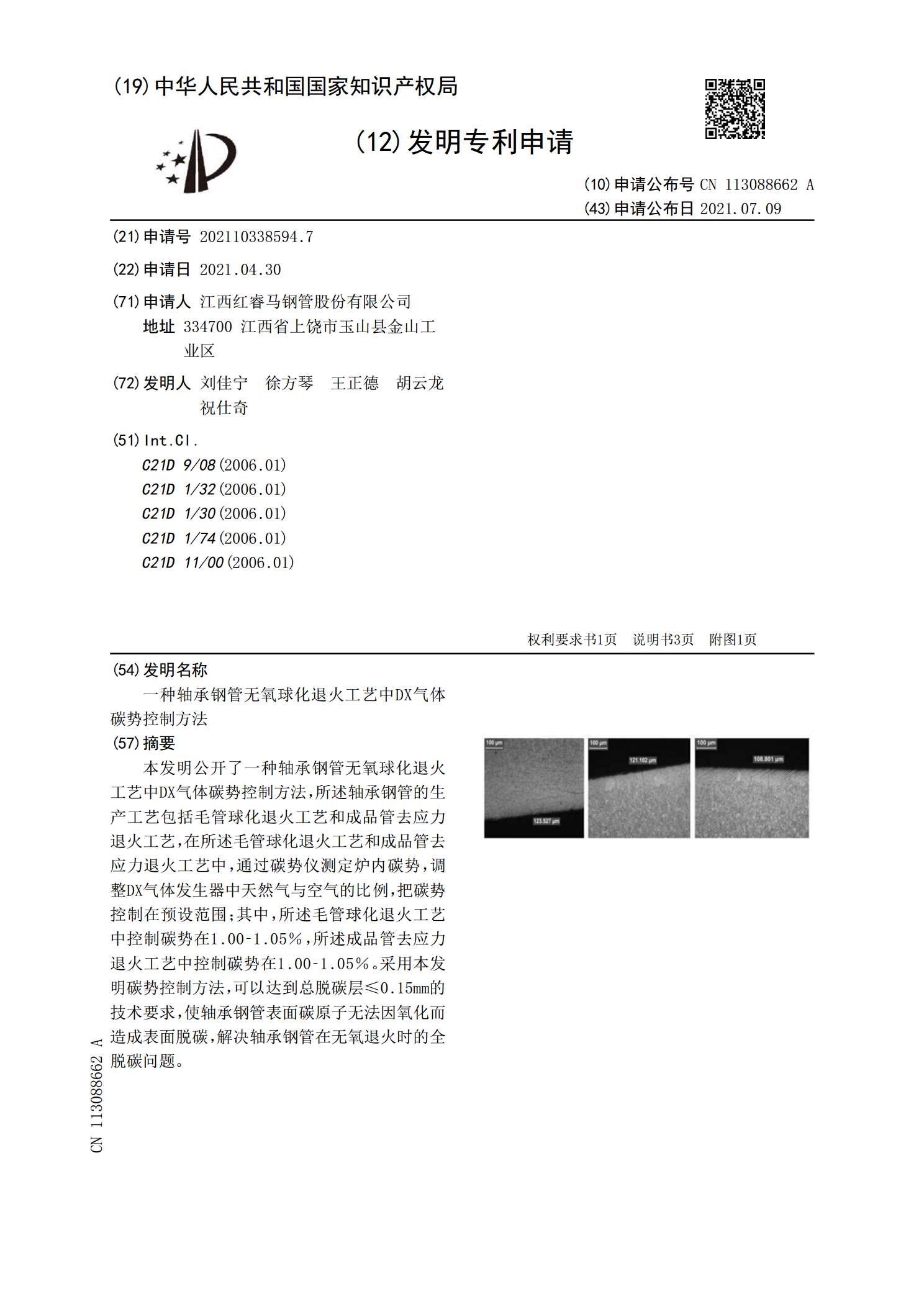
本发明公开了一种轴承钢管无氧球化退火工艺中DX气体碳势控制方法,所述轴承钢管的生产工艺包括毛管球化退火工艺和成品管去应力退火工艺,在所述毛管球化退火工艺和成品管去应力退火工艺中,通过碳势仪测定炉内碳势,调整DX气体发生器中天然气与空气的比例,把碳势控制在预设范围;其中,所述毛管球化退火工艺中控制碳势在1.00‑1.05%,所述成品管去应力退火工艺中控制碳势在1.00‑1.05%。采用本发明碳势控制方法,可以达到总脱碳层≤0.15mm的技术要求,使轴承钢管表面碳原子无法因氧化而造成表面脱碳,解决轴承钢管在无