
一种耐磨钢件的精密铸造方法.pdf

努力****妙风

1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种耐磨钢件的精密铸造方法.pdf
本发明公开了一种耐磨钢件的精密铸造方法,具体包括以下步骤:S1、模具设计:根据钢件的外形通过三维建模软件进行建模优化设计,通过建模获取建立钢件模具的整体三维模型,本发明涉及金属铸件表面处理技术领域。该耐磨钢件的精密铸造方法,胚件在高温炉中进行加热,对胚件进行淬火处理,加热温度为800‑900摄氏度,加热时间为3‑5分钟,然后对钢件胚件进行粗加工,粗加工后在850摄氏度下对钢件进行调质处理,最后将完成调制处理后的钢件胚件进行精打磨,得到耐磨钢件,采用这样的加工铸造方法,可以有效地降低铸件出现缩孔、疏松缺陷,

耐磨钢的铸造方法.pdf
本发明公开了一种耐磨钢的铸造方法,耐磨钢化学成分的组分及各组分的质量百分比为:C0.85—0.95、Mn8.5—9.5、Si0.5—0.8、S≤0.03、P≤0.07、Cr0.8—1.2、RE-Mg0.3—0.5,其余为铁。选用中频炉熔炼,当熔炼到1500—1550℃时,加入脱氧剂脱氧,之后停电出炉,以1430℃—1460℃温度浇铸成型。浇铸成型的铸件进行热处理,采用常温入炉,加热至600℃保温1小时,然后升温至940—960℃保温1—3小时,之后水冷,得耐磨钢。成产成本低,耐磨钢使用寿命长,其使用寿命为
一种长筒状零件精密铸造方法.pdf
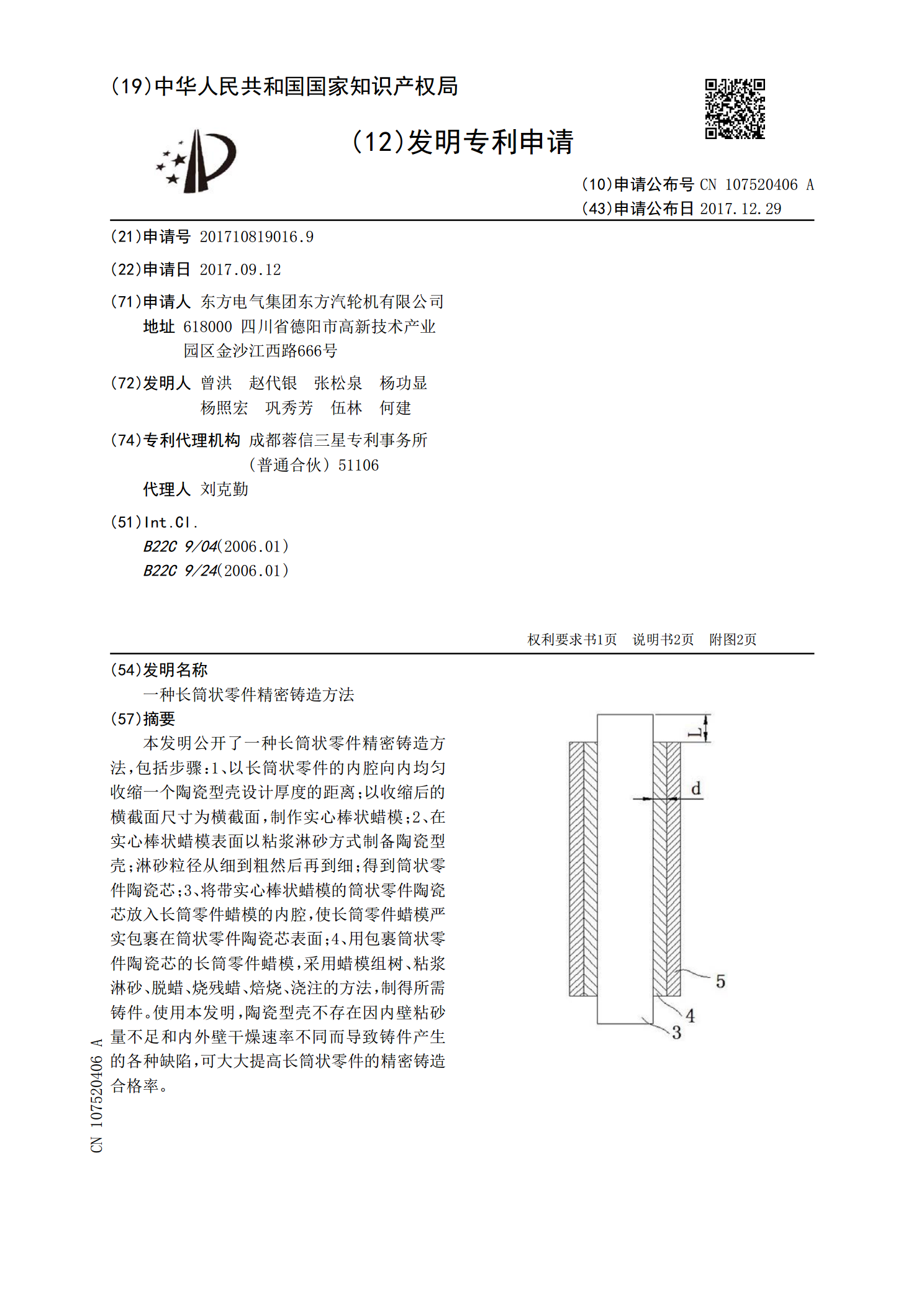
本发明公开了一种长筒状零件精密铸造方法,包括步骤:1、以长筒状零件的内腔向内均匀收缩一个陶瓷型壳设计厚度的距离;以收缩后的横截面尺寸为横截面,制作实心棒状蜡模;2、在实心棒状蜡模表面以粘浆淋砂方式制备陶瓷型壳;淋砂粒径从细到粗然后再到细;得到筒状零件陶瓷芯;3、将带实心棒状蜡模的筒状零件陶瓷芯放入长筒零件蜡模的内腔,使长筒零件蜡模严实包裹在筒状零件陶瓷芯表面;4、用包裹筒状零件陶瓷芯的长筒零件蜡模,采用蜡模组树、粘浆淋砂、脱蜡、烧残蜡、焙烧、浇注的方法,制得所需铸件。使用本发明,陶瓷型壳不存在因内壁粘砂量
一种耐磨钢球铸造加工工艺.pdf
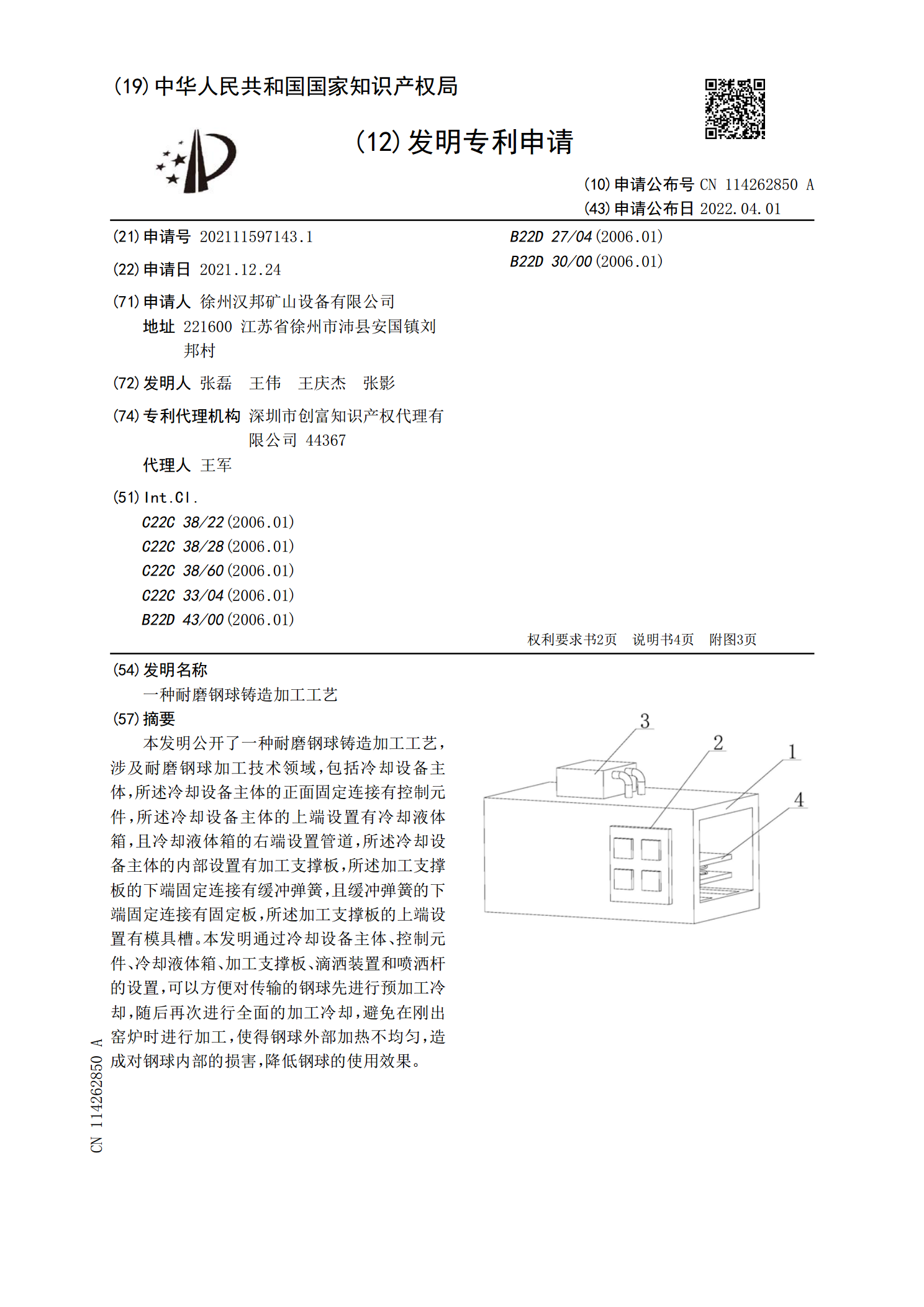
本发明公开了一种耐磨钢球铸造加工工艺,涉及耐磨钢球加工技术领域,包括冷却设备主体,所述冷却设备主体的正面固定连接有控制元件,所述冷却设备主体的上端设置有冷却液体箱,且冷却液体箱的右端设置管道,所述冷却设备主体的内部设置有加工支撑板,所述加工支撑板的下端固定连接有缓冲弹簧,且缓冲弹簧的下端固定连接有固定板,所述加工支撑板的上端设置有模具槽。本发明通过冷却设备主体、控制元件、冷却液体箱、加工支撑板、滴洒装置和喷洒杆的设置,可以方便对传输的钢球先进行预加工冷却,随后再次进行全面的加工冷却,避免在刚出窑炉时进行加

一种铸造钢铁耐磨件的热处理生产方法.pdf
本发明公开了一种铸造钢铁耐磨件的热处理生产方法,包括以下步骤:将钢件放置到电热炉中加热到737‑746度后,随炉温缓慢冷却,将钢件加热到740‑950度,保温2‑3小时,然后向电热炉内通入温度为室温的冷风冷却,将钢件放入渗碳介质中,加热至880‑930度并保温,使钢件便面获得一定浓度和深度的渗碳层,向电热炉中通入氮气,并降低温度至500‑600度;针对铸造钢铁的耐磨件,采用增强钢件表面硬度的热处理方法,在热处理过程中通过延长正火的时长,并在正火过程中,进行渗碳和氮化工艺处理,使整个热处理过程能够增加工件表