
一种长筒状零件精密铸造方法.pdf

白真****ng


1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种长筒状零件精密铸造方法.pdf
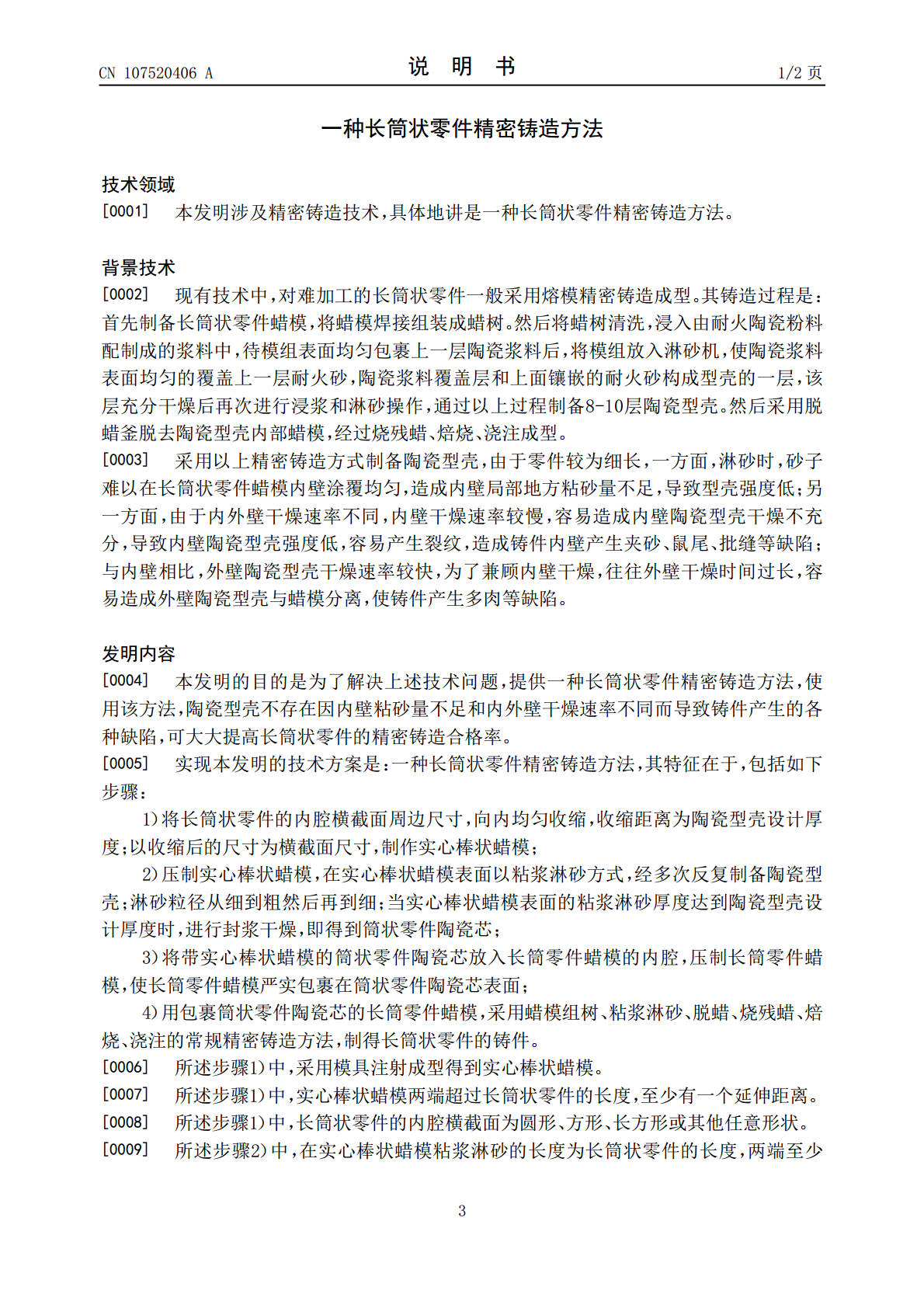
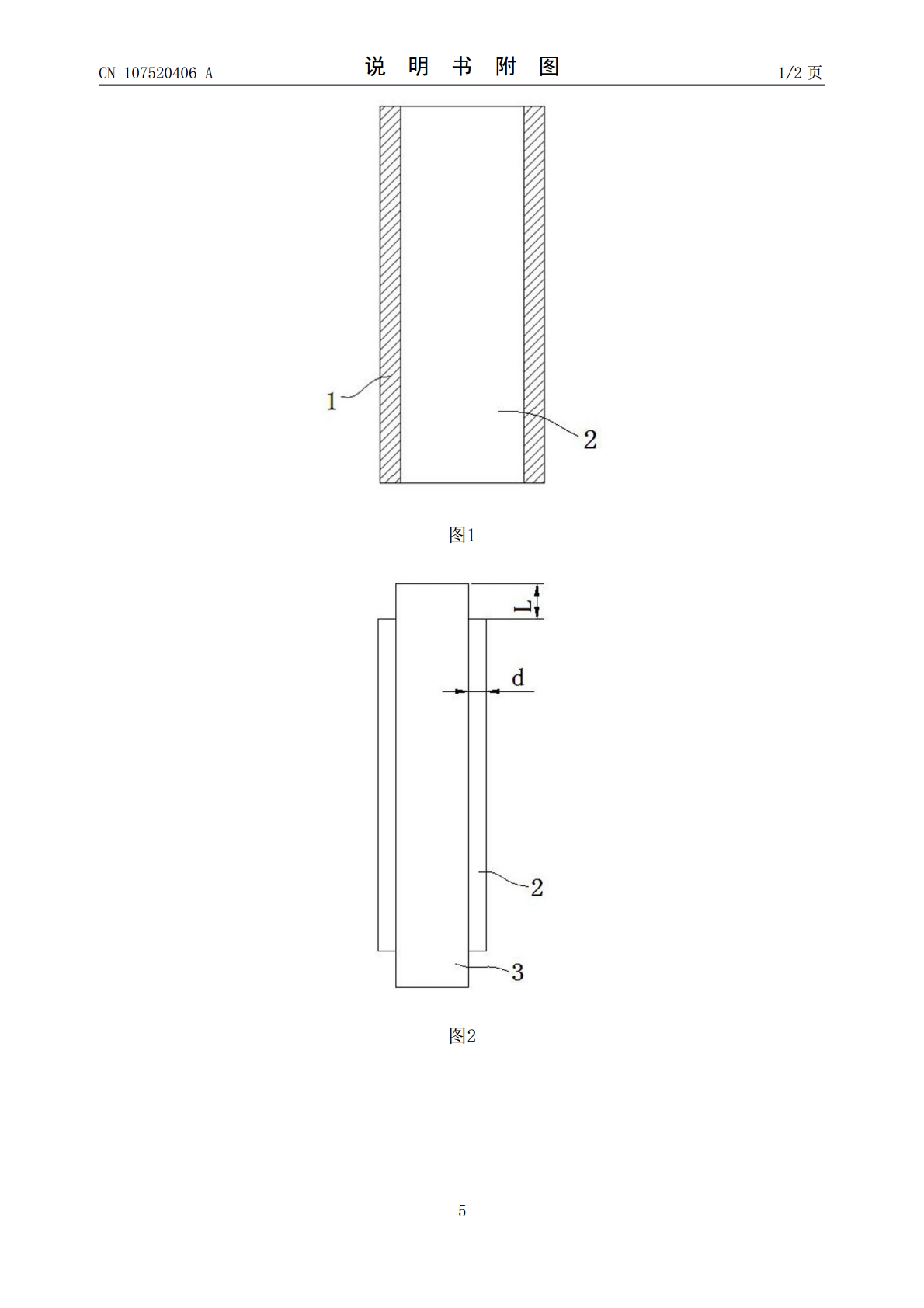
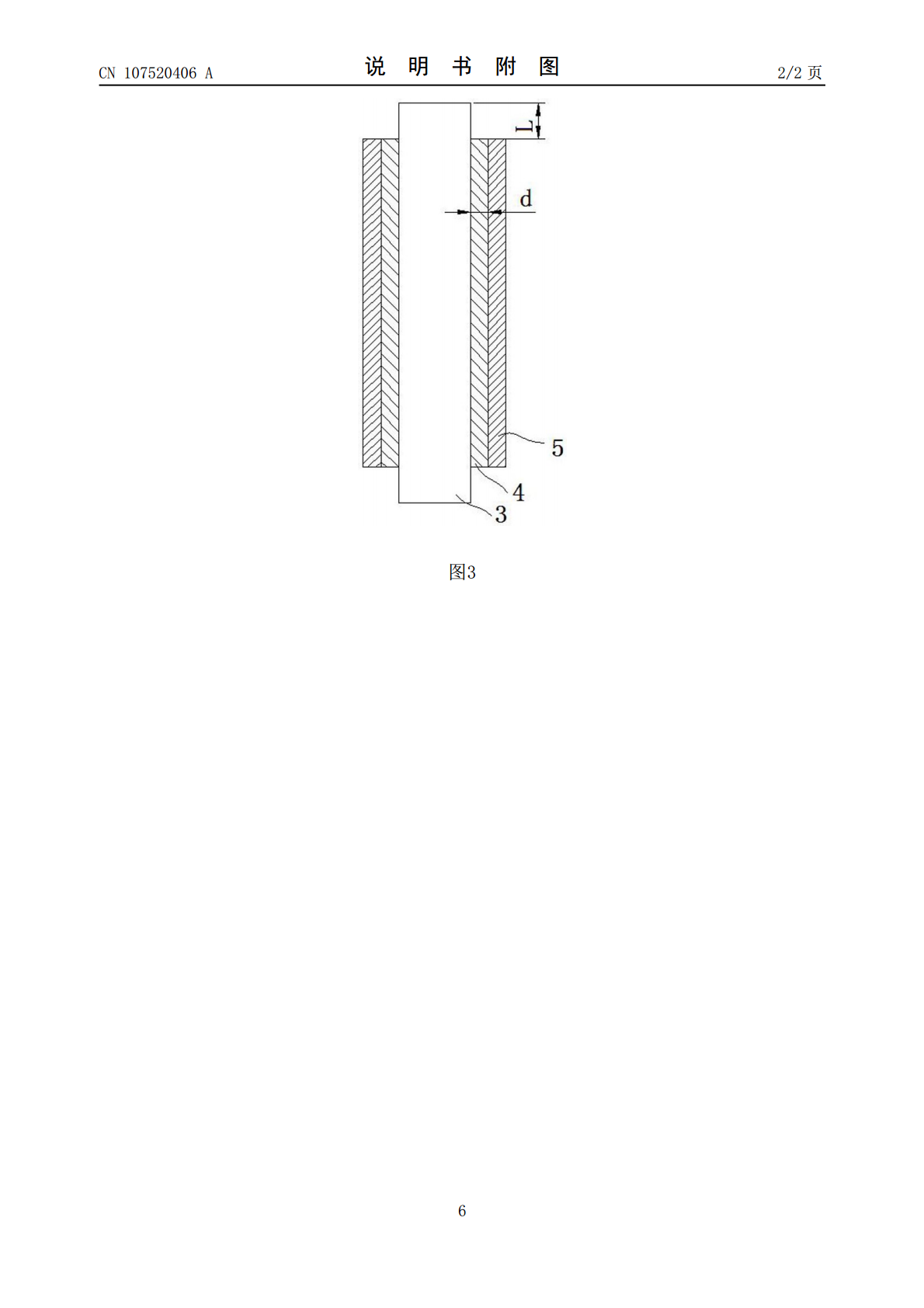
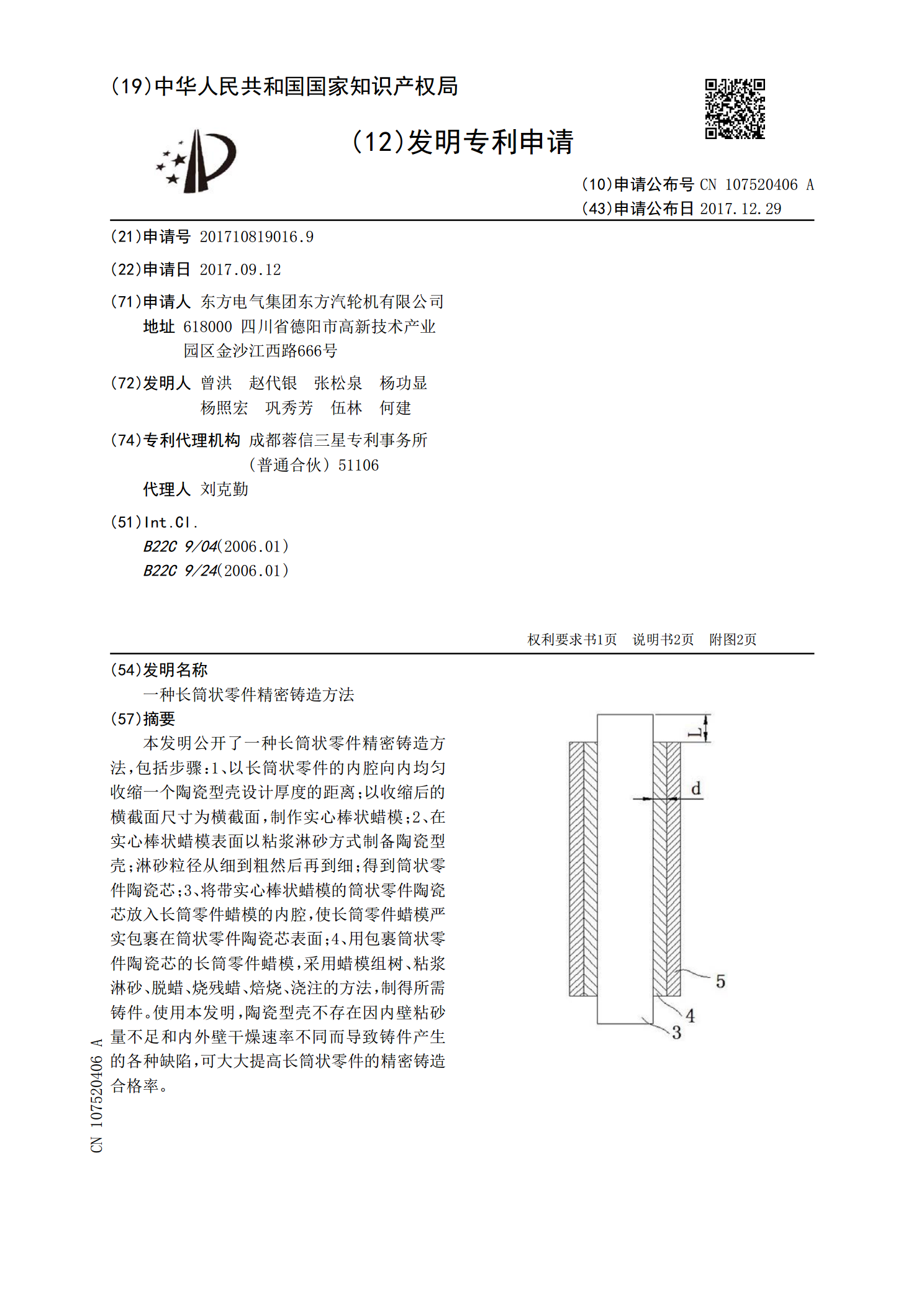
本发明公开了一种长筒状零件精密铸造方法,包括步骤:1、以长筒状零件的内腔向内均匀收缩一个陶瓷型壳设计厚度的距离;以收缩后的横截面尺寸为横截面,制作实心棒状蜡模;2、在实心棒状蜡模表面以粘浆淋砂方式制备陶瓷型壳;淋砂粒径从细到粗然后再到细;得到筒状零件陶瓷芯;3、将带实心棒状蜡模的筒状零件陶瓷芯放入长筒零件蜡模的内腔,使长筒零件蜡模严实包裹在筒状零件陶瓷芯表面;4、用包裹筒状零件陶瓷芯的长筒零件蜡模,采用蜡模组树、粘浆淋砂、脱蜡、烧残蜡、焙烧、浇注的方法,制得所需铸件。使用本发明,陶瓷型壳不存在因内壁粘砂量

筒状司太立零件精密铸造成型方法.pdf
本发明公开了一种筒状司太立零件精密铸造成型方法,包括下列步骤:1).根据筒状司太立零件的设计形状,以熔模方式制造与之相适配的陶瓷模壳;2).将陶瓷模壳在温度为900~1200℃的条件下预热、并保温1~5小时,保证陶瓷模壳各部位的温度均匀;将司太立合金铸锭在1400~1500℃的条件下熔化后,浇注进预热好的陶瓷模壳中,凝固成铸件;3).清理模壳;将筒状铸件在1000~1200℃的条件下保温1~4小时后,淬火处理,然后将筒状铸件在870~980℃的条件下保温3~6小时后空冷。它对筒状司太立零件以低成本实现了标

一种用于薄壁筒状零件的浇注系统及其精密铸造成型方法.pdf
本发明公开了一种用于薄壁筒状零件的浇注系统及其精密铸造成型方法,浇注系统包括由浇口杯、直浇道、横浇道、内浇道和铸件依次焊接在一起形成的蜡树,在所述蜡树表面包覆有模壳。精密铸造成型方法包括形成无分型面的模壳;模壳的包覆;模壳预热;熔炼浇注;铸件的清理;热处理等。本发明能代替目前广泛应用的离心浇注成型方法,可以显著地节约母合金、提高成品率,降低对设备、环境和人员的苛刻要求,减小机加工量,成本只有离心浇注成本的60%,由于司太立内衬套每年用量大,品种数量多,具有非常可观的经济效益。

CRDM零件精密铸造成型方法.pdf
本发明公开了一种CRDM零件精密铸造成型方法,包括:1).根据CRDM钩爪和/或连杆的设计形状,以熔模方式制造与之相适配的陶瓷模壳;2).将陶瓷模壳在温度为850~1100℃的条件下预热、并保温1~5小时,保证陶瓷模壳各部位的温度均匀;将司太立合金铸锭在1400~1500℃的条件下熔化后,浇注进预热好的陶瓷模壳中,凝固成铸件;3).清理模壳;将铸件在1100~1250℃的条件下保温1~5小时后空冷,然后将铸件在850~950℃的条件下保温6~10小时后空冷。本发明以熔模铸造技术可靠地实现CRDM用连杆和/

一种大型零件精密铸造的新工艺.docx
一种大型零件精密铸造的新工艺论文题目:一种大型零件精密铸造的新工艺摘要:随着科学技术的不断进步,大型零件在各个领域中的需求愈发增加。而精密铸造作为一种常用的加工方式,一直以来都是生产大型零件的重要工艺之一。然而传统的精密铸造工艺存在一些缺陷,如模具制造困难、成本高昂、尺寸精度难以控制等问题。本论文旨在介绍一种新兴的大型零件精密铸造工艺,并探讨其在工程领域中的应用前景。第一节:引言在工程领域中,大型零件所扮演的角色越来越重要。从航空、汽车、核能到航天,各个领域中都需要使用到大型零件。而精密铸造作为一种加工方