
一种铸造钢铁耐磨件的热处理生产方法.pdf

小忆****ng


1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸造钢铁耐磨件的热处理生产方法.pdf
本发明公开了一种铸造钢铁耐磨件的热处理生产方法,包括以下步骤:将钢件放置到电热炉中加热到737‑746度后,随炉温缓慢冷却,将钢件加热到740‑950度,保温2‑3小时,然后向电热炉内通入温度为室温的冷风冷却,将钢件放入渗碳介质中,加热至880‑930度并保温,使钢件便面获得一定浓度和深度的渗碳层,向电热炉中通入氮气,并降低温度至500‑600度;针对铸造钢铁的耐磨件,采用增强钢件表面硬度的热处理方法,在热处理过程中通过延长正火的时长,并在正火过程中,进行渗碳和氮化工艺处理,使整个热处理过程能够增加工件表

一种耐磨钢件的精密铸造方法.pdf
本发明公开了一种耐磨钢件的精密铸造方法,具体包括以下步骤:S1、模具设计:根据钢件的外形通过三维建模软件进行建模优化设计,通过建模获取建立钢件模具的整体三维模型,本发明涉及金属铸件表面处理技术领域。该耐磨钢件的精密铸造方法,胚件在高温炉中进行加热,对胚件进行淬火处理,加热温度为800‑900摄氏度,加热时间为3‑5分钟,然后对钢件胚件进行粗加工,粗加工后在850摄氏度下对钢件进行调质处理,最后将完成调制处理后的钢件胚件进行精打磨,得到耐磨钢件,采用这样的加工铸造方法,可以有效地降低铸件出现缩孔、疏松缺陷,
一种可免热处理的铝合金铸造件压力铸造制备方法.pdf
本发明公开一种可免热处理的铝合金铸造件压力铸造制备方法,包括根据预设组成成分,将纯铝锭进行加热,直至纯铝锭完全熔化后,依次加入其他组分,得到铝合金液;对铝合金液扒渣和除气,得到有效铝合金液;将有效铝合金液转入浇包内,并添加精炼剂进行搅拌,待精炼剂和有效铝合金液充分反应后,将浇包内处理过后的有效铝合金液转入保温炉内保温,得到合格铝合金液;将合格铝合金液送入压铸机进行高真空压力铸造,得到成型的铸件,得到的铝合金铸造件具有所述预设组成成分和质量百分比组成。本发明的铝合金铸造件具有很好的力学性能指标,无需做T6/

一种高耐磨件热处理转运装置.pdf
本发明公开了一种高耐磨件热处理转运装置,包括在轨道上行走的移动平台,所述移动平台的上表面设置有蓄水箱,所述蓄水箱的上表面固定连接有储气箱,所述移动平台的左端固定连接有竖板,移动平台的右端固定连接有立柱,竖板和立柱之间设置有至少两层放置架。该转运装置,将自来水通过通道管添加到蓄水箱内部,由于该移动平台从热处理炉内部推出,冷水添加进蓄水箱内部,会产生剧烈沸腾状态,蒸汽通过连接管进入储气箱内部进行存储,通过打开输气管表面的控制阀,即可将带压蒸汽输送至第二横板的气流腔内部,气流推动驱动叶片转动,即可通过转动辊带动
一种复合耐磨件的制造方法及复合耐磨件.pdf
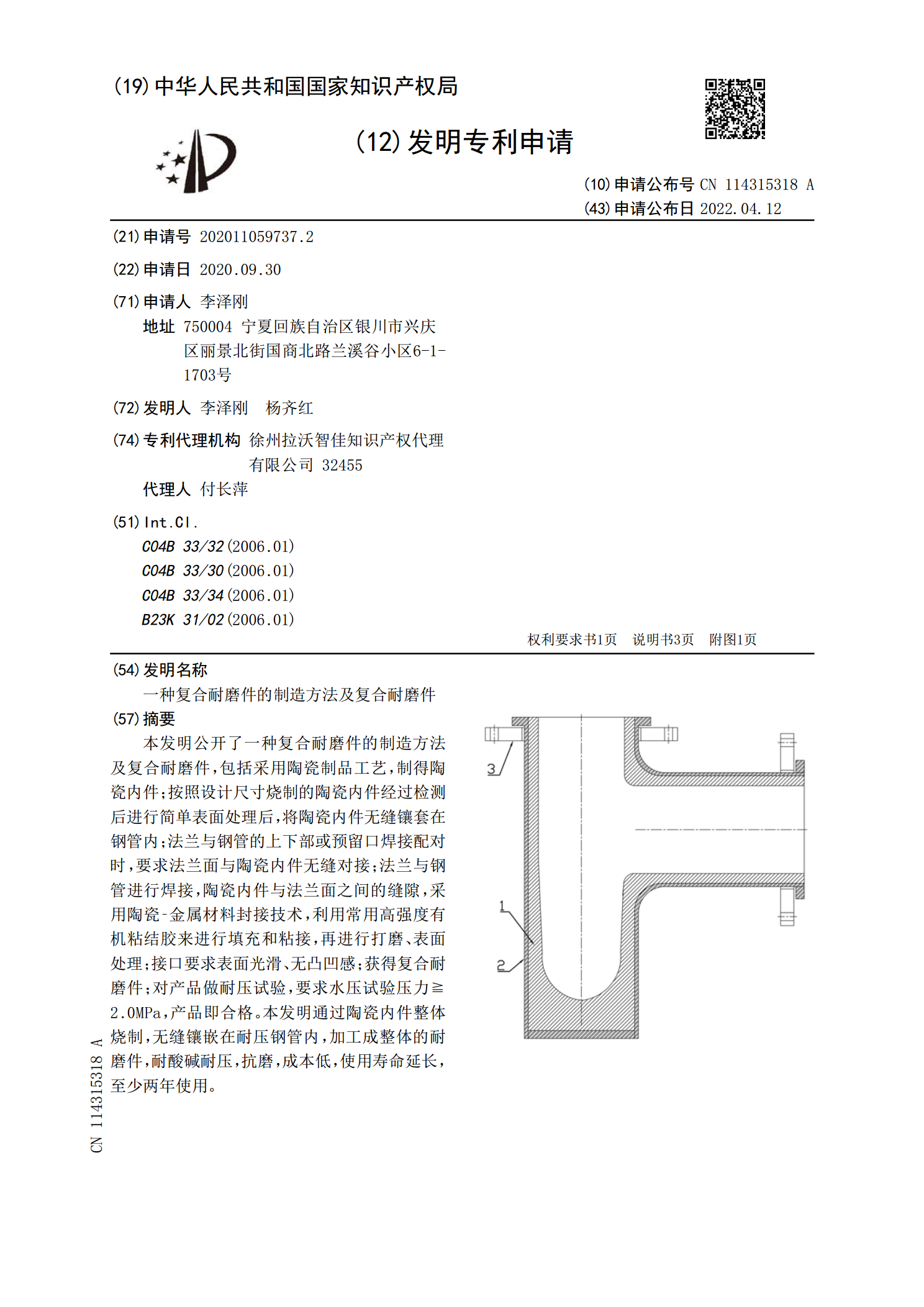
本发明公开了一种复合耐磨件的制造方法及复合耐磨件,包括采用陶瓷制品工艺,制得陶瓷内件;按照设计尺寸烧制的陶瓷内件经过检测后进行简单表面处理后,将陶瓷内件无缝镶套在钢管内;法兰与钢管的上下部或预留口焊接配对时,要求法兰面与陶瓷内件无缝对接;法兰与钢管进行焊接,陶瓷内件与法兰面之间的缝隙,采用陶瓷‑金属材料封接技术,利用常用高强度有机粘结胶来进行填充和粘接,再进行打磨、表面处理;接口要求表面光滑、无凸凹感;获得复合耐磨件;对产品做耐压试验,要求水压试验压力≧2.0MPa,产品即合格。本发明通过陶瓷内件整体烧制