
一种长寿命钎杆用钢及其生产方法.pdf

代瑶****zy

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种长寿命钎杆用钢及其生产方法.pdf
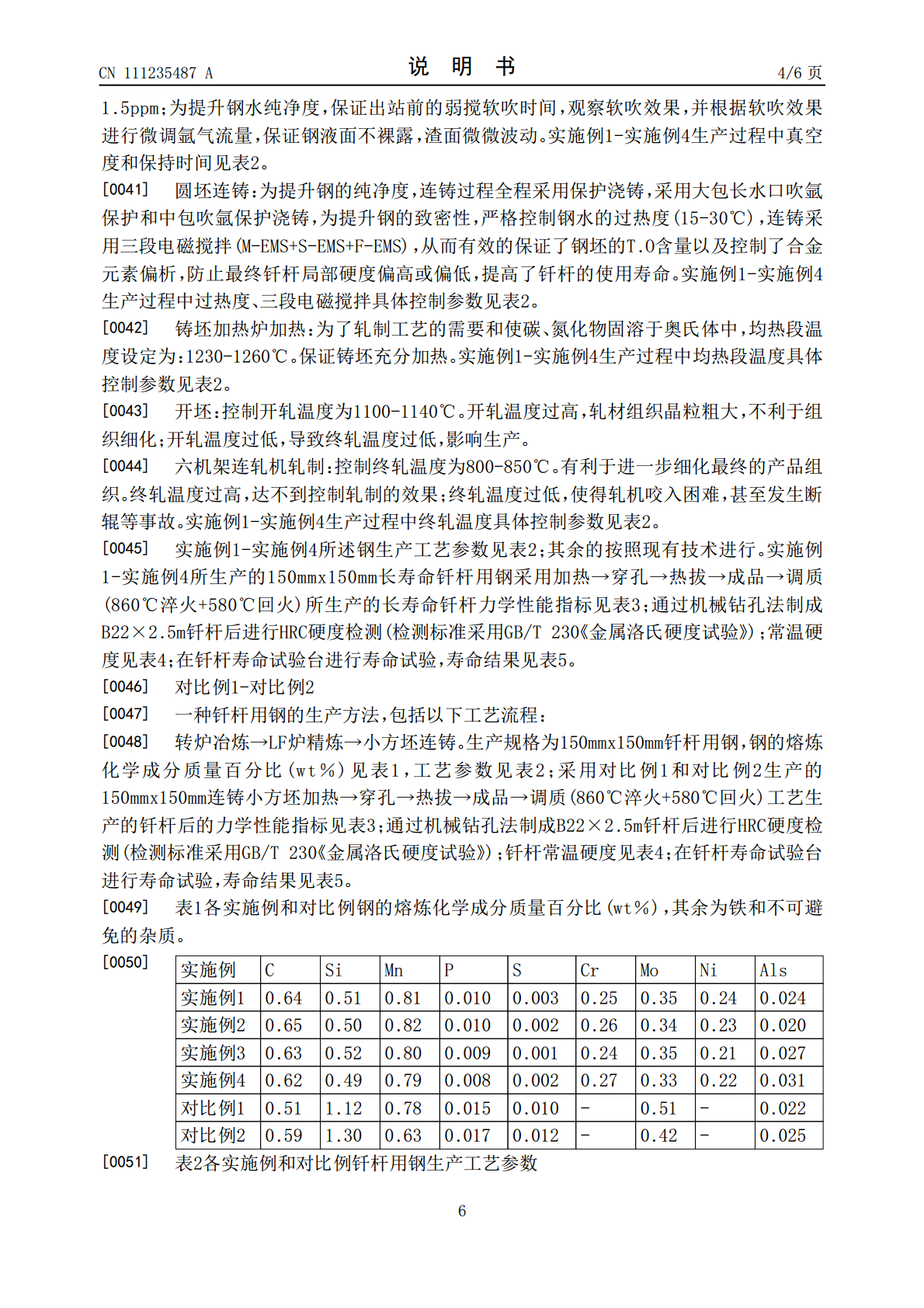
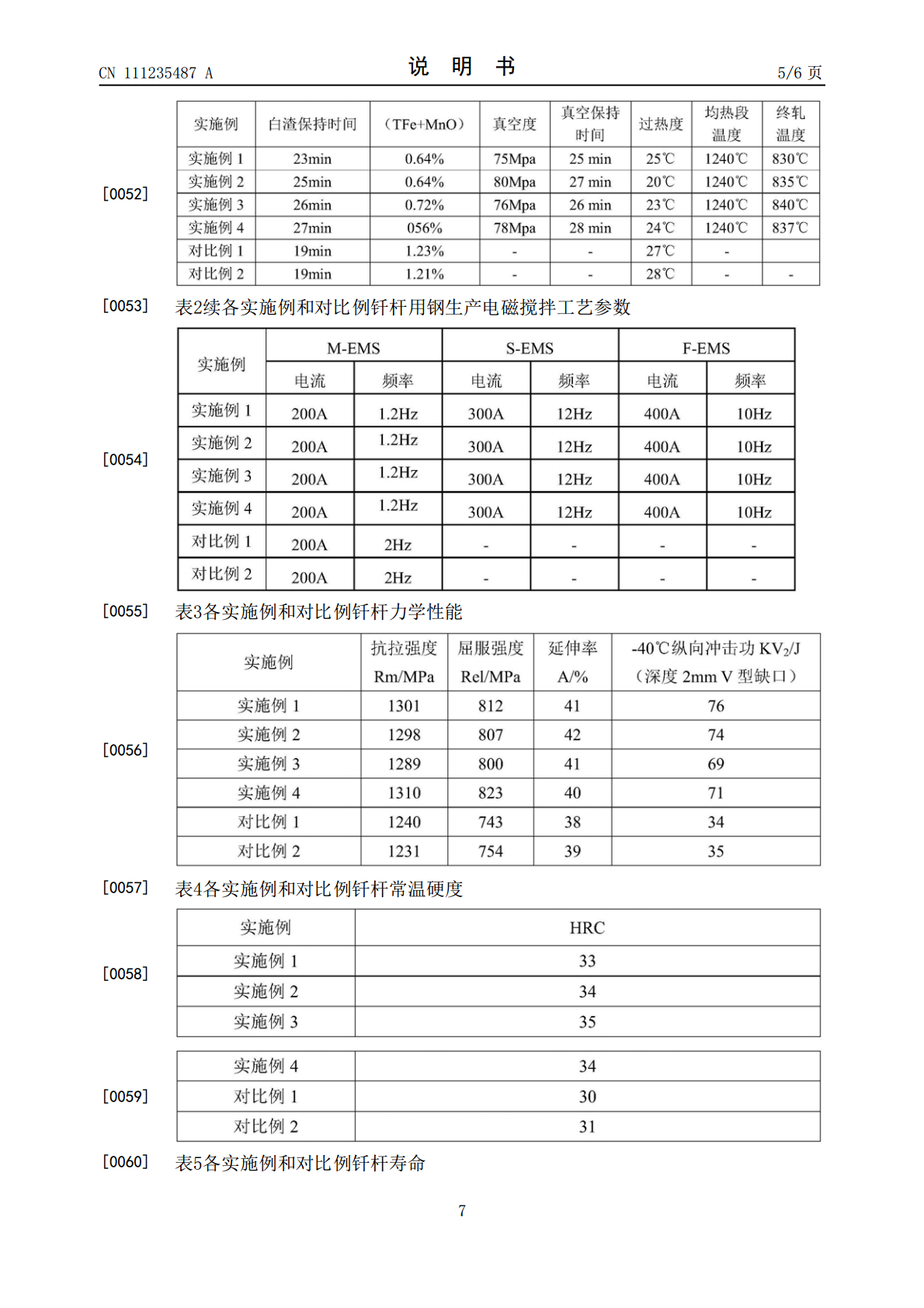
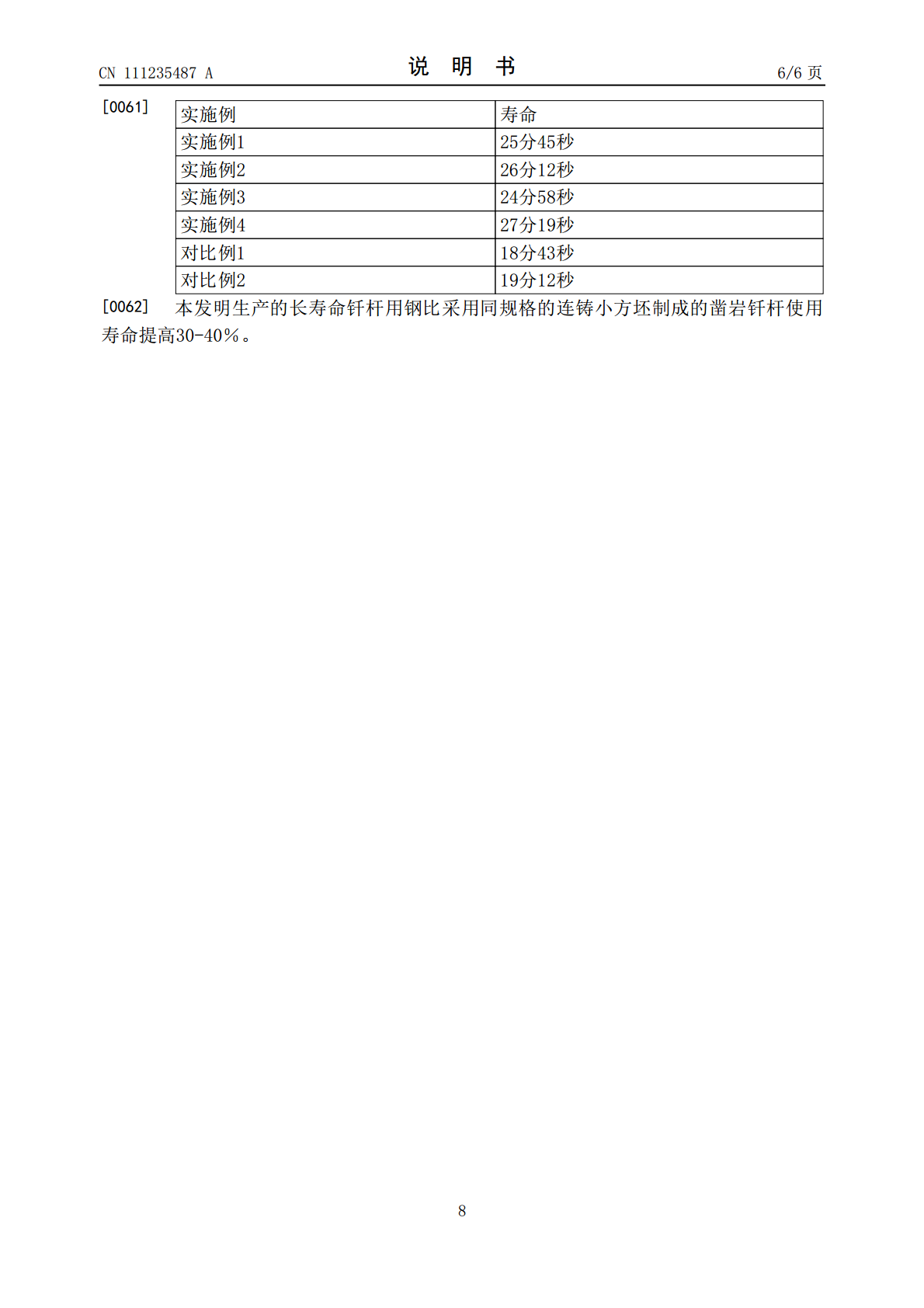
本发明提供了一种长寿命钎杆用钢及其生产方法,化学成分C:0.60‑0.70%,Si:0.40‑0.60%,Mn:0.70‑0.90%,P:≤0.015%,S:≤0.010%,Mo:0.30‑0.40%,Ni:0.15‑0.30%,Cr:0.20‑0.30%,Als:0.015‑0.040%,其余为铁和不可避免的杂质。生产方法:电弧炉冶炼→LF炉精练→RH真空脱气→圆坯连铸→铸坯加热炉加热→开坯→六机架连轧机轧制。与现有技术相比,本发明两火成材的生产工艺结合Cr、Ni、Mo复合合金化原理,开发出了高强高韧性

一种长寿命液压破碎锤钎杆用钢及其制备方法.pdf
本发明属于钎具用钢技术领域,公开了一种长寿命低成本液压破碎锤钎杆用钢及其制备方法。生产工艺流程:电炉冶炼→LF精炼→VD真空处理→连铸→热轧→控轧控冷→精整。具体而言,本发明通过添加Si、Mn、Mo等高淬透性元素来提高产品淬透性,添加Ti、Si、W提高热稳定性,通过Ti、N微合金元素来促进析出强化和细晶强化,并加Ni,使材料的强度和韧性得到提高,另外采用大轧制比确保钎杆具有较高的致密性,以此获得良好综合力学性能。生产过程控制冶炼、连铸、轧制工艺参数,使钢材具有纯净度高、低倍质量好、满足长寿命钎杆的需求。
一种45CrNiMoVA钎具用钢及其生产方法.pdf
本发明具体涉及一种45CrNiMoVA钎具用钢,按照重量百分比,化学成分为C:0.43~0.47,Si:0.20~0.35,Mn:0.52~0.70,P≤0.015,S:≤0.012,Cr:0.82~1.00,Ni:1.32~1.70,Mo:0.21~0.28,V:0.11~0.18,Cu:≤0.15,其余为Fe及不控制的杂质。同时还提供了一种45CrNiMoVA钎具用钢的生产方法,包括如下工艺流程,高炉铁水→铁水预处理→50t电炉冶炼→精炼炉LF→真空脱气VD→浇铸3t电极锭→电渣重熔3t锭→均热炉加热
重型钎杆用中空钢生产工艺及生产装置.pdf
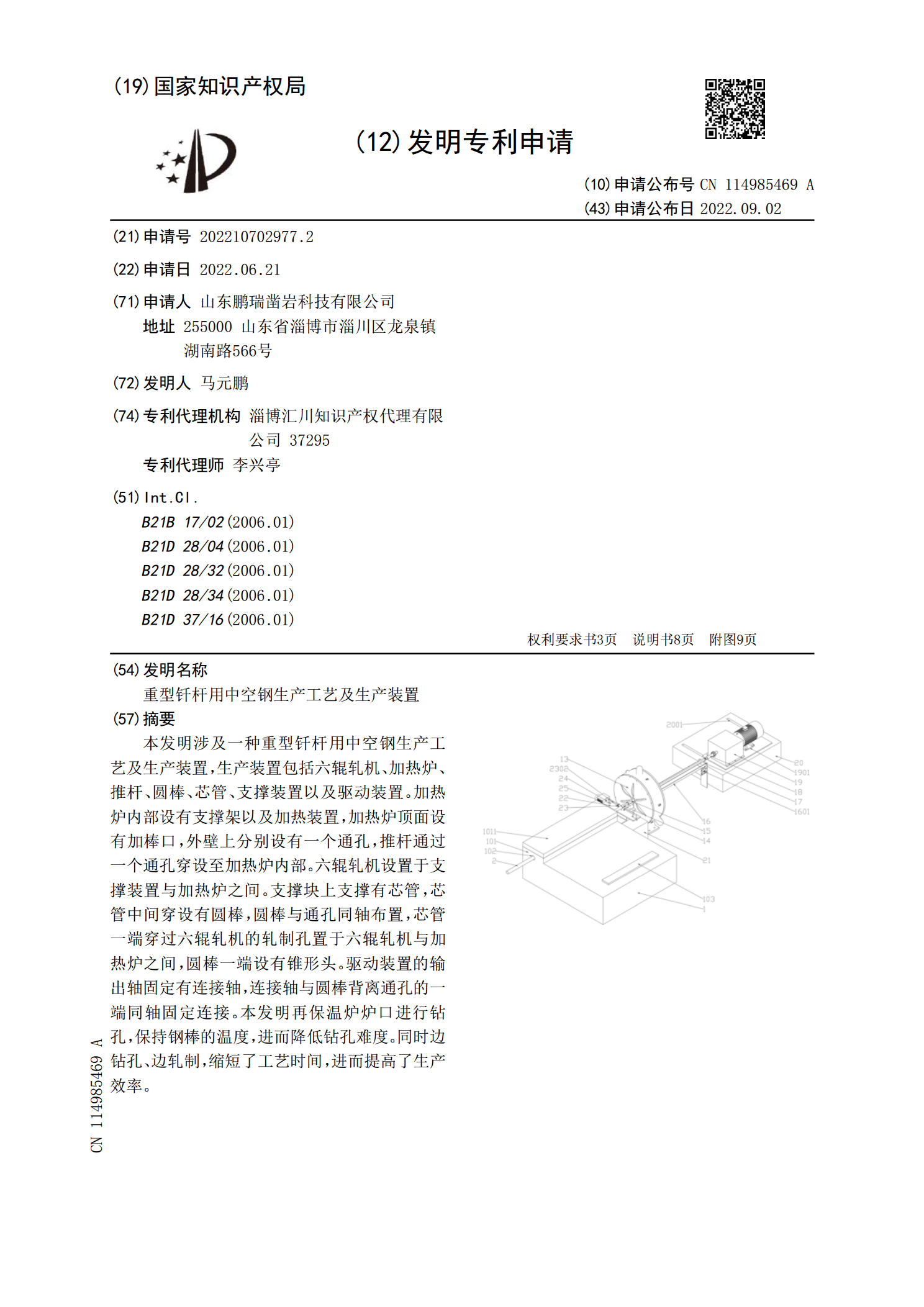
本发明涉及一种重型钎杆用中空钢生产工艺及生产装置,生产装置包括六辊轧机、加热炉、推杆、圆棒、芯管、支撑装置以及驱动装置。加热炉内部设有支撑架以及加热装置,加热炉顶面设有加棒口,外壁上分别设有一个通孔,推杆通过一个通孔穿设至加热炉内部。六辊轧机设置于支撑装置与加热炉之间。支撑块上支撑有芯管,芯管中间穿设有圆棒,圆棒与通孔同轴布置,芯管一端穿过六辊轧机的轧制孔置于六辊轧机与加热炉之间,圆棒一端设有锥形头。驱动装置的输出轴固定有连接轴,连接轴与圆棒背离通孔的一端同轴固定连接。本发明再保温炉炉口进行钻孔,保持钢棒
一种汽车用减震活塞杆用钢及其生产方法.pdf
本发明公开了一种汽车用减震活塞杆用钢及其生产方法,活塞杆用钢化学成分及质量百分含量为:C:0.34~0.36%,Si:0.19~0.24%,Mn:0.67~0.73%,P≤0.030%,S:0.025~0.030%,Al:0.020~0.040%,余量为Fe和不可避免的杂质。生产方法包括:转炉冶炼、LF炉精炼、RH炉精炼、连铸、开坯、加热炉处理、轧制及冷却工序。本发明生产的减震活塞杆用钢抗拉强度≥530MPa,断后伸长率≥20%,晶粒度≥6级,钢中全氧≤0.002%,脱碳层≤1.0%D,可有效的满足汽车用