
一种汽车用减震活塞杆用钢及其生产方法.pdf

大渊****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车用减震活塞杆用钢及其生产方法.pdf
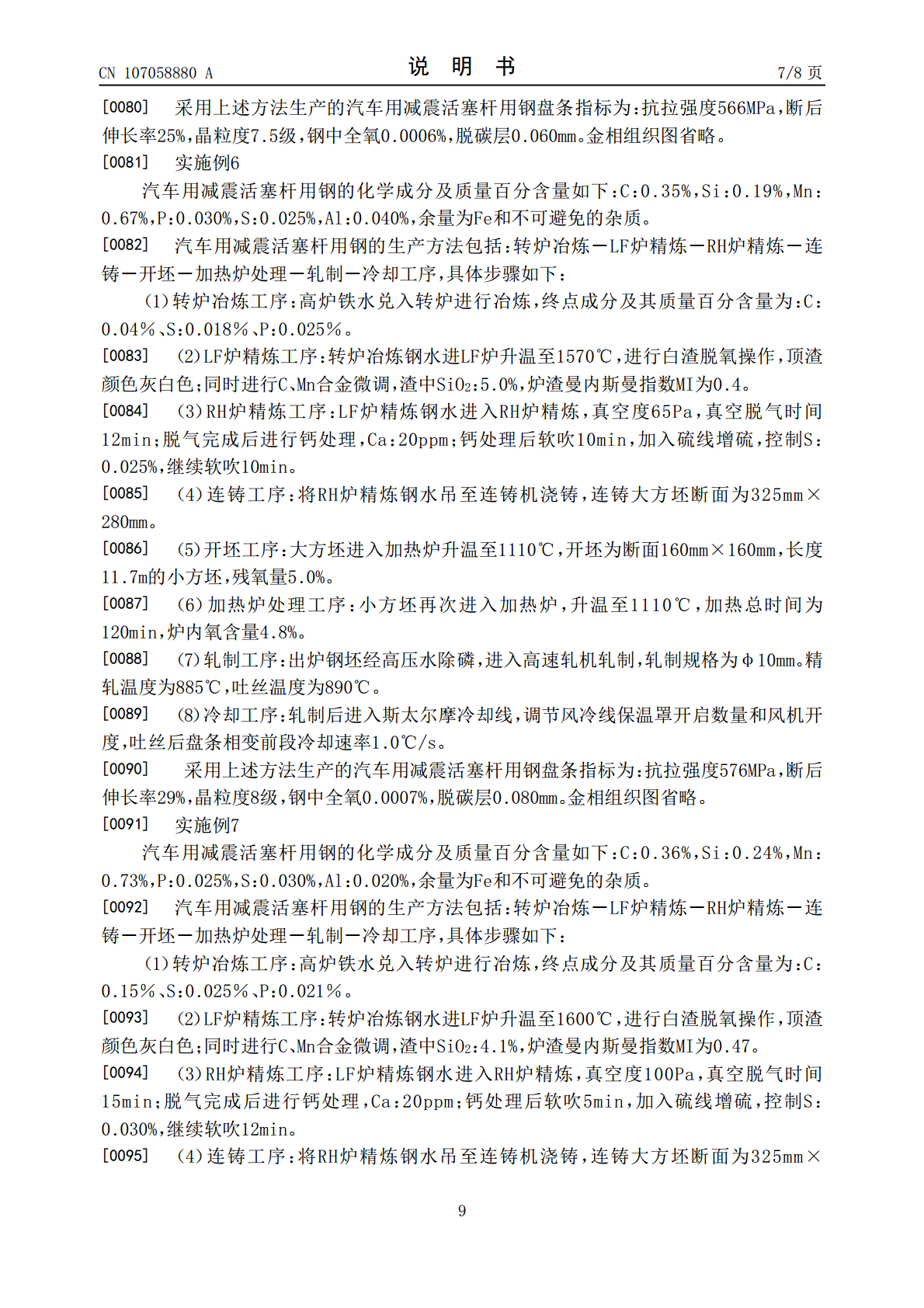
本发明公开了一种汽车用减震活塞杆用钢及其生产方法,活塞杆用钢化学成分及质量百分含量为:C:0.34~0.36%,Si:0.19~0.24%,Mn:0.67~0.73%,P≤0.030%,S:0.025~0.030%,Al:0.020~0.040%,余量为Fe和不可避免的杂质。生产方法包括:转炉冶炼、LF炉精炼、RH炉精炼、连铸、开坯、加热炉处理、轧制及冷却工序。本发明生产的减震活塞杆用钢抗拉强度≥530MPa,断后伸长率≥20%,晶粒度≥6级,钢中全氧≤0.002%,脱碳层≤1.0%D,可有效的满足汽车用
汽车减震器活塞杆磨削用树脂抛光砂轮及其制备方法.pdf
汽车减震器活塞杆磨削用树脂抛光砂轮及其制备方法,由棕刚玉、白刚玉、树脂粉、湿润剂、固化剂、增强剂、增韧剂、发泡剂和颜料制造而成,其中各组分使用的质量份数比例为:棕刚玉40~65份,白刚玉0~30份,树脂粉10~20份,湿润剂2~4份,固化剂2~5份,增强剂1~5份,增韧剂1~3份,发泡剂3~6份,颜料1~3份。本发明采用醒料后对半固化结团料进行二次造粒,解决了传统的压制工艺对于粒度小于30μm的微粉磨料与填料等的混合不匀的问题,本发明制备的树脂抛光砂轮具有抛光速度快、无划痕、修整次数少、不烧伤工件、寿命长
一种汽车车轮用钢及其生产方法.pdf
本发明提供一种汽车车轮用钢及其生产方法,其化学成分wt%:C0.07%~0.1%、Si0.15%~0.3%、Mn1.3%~1.6%、P<0.02%、S<0.005%。转炉底吹Ar搅拌时间>5min,RH炉成分微调、真空循环脱气处理,连铸全程吹Ar保护浇铸。将连铸坯加热炉加热至1200~1300℃,粗轧开轧温度1100~1250℃,终轧温度>1000℃;精轧机入口温度950~990℃,终轧温度780~820℃,未再结晶阶段压下率>60%;以25~30℃/s层流冷却,卷取温度450~500℃。本发明生产成本低

一种汽车面板用钢及其制备方法.pdf
本发明涉及一种汽车面板用钢及其制备方法,其组分及重量百分比含量为:C:≤0.002%;Si:0.03%~0.05%;Mn:0.24%~0.30%;P:≤0.005%;Ti:0.03%~0.05%;Al:0.015%~0.030%;S:≤0.006%;N:≤0.003%;Nb:0.025%~0.035%;Ce:0.01%~0.015%;Nd:0.008%~0.012%。工艺路径:冶炼→连续铸造→热轧→冷轧→退火;冶炼过程采用RH‑OB方式深度脱碳,Ce、Nd合金元素加入后使用氩气对钢包软吹15~20分钟;板

一种热镀锌汽车轮罩用钢及其生产方法.pdf
本发明公开了一种热镀锌汽车轮罩用钢,其原料化学成分质量百分比(%)为:C0.001%~0.004%、Si≤0.05%、Mn0.07%~0.15%、P0.01%~0.02%、S≤0.01%、Alt0.04~0.06%、Ti0.02~0.05%,N≤0.003%,其余为铁和不可避免的杂质元素。所述热镀锌汽车轮罩用钢的生产方法包括炼钢—热轧—冷轧—热镀锌—光整。根据本发明得到的热镀锌汽车轮罩用钢具有较高的强度、超深冲性能,高延伸率和r值,是具有良好表面的汽车用钢。