
一种基于薄板坯连铸连轧生产的取向硅钢及方法.pdf

景山****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于薄板坯连铸连轧生产的取向硅钢及方法.pdf
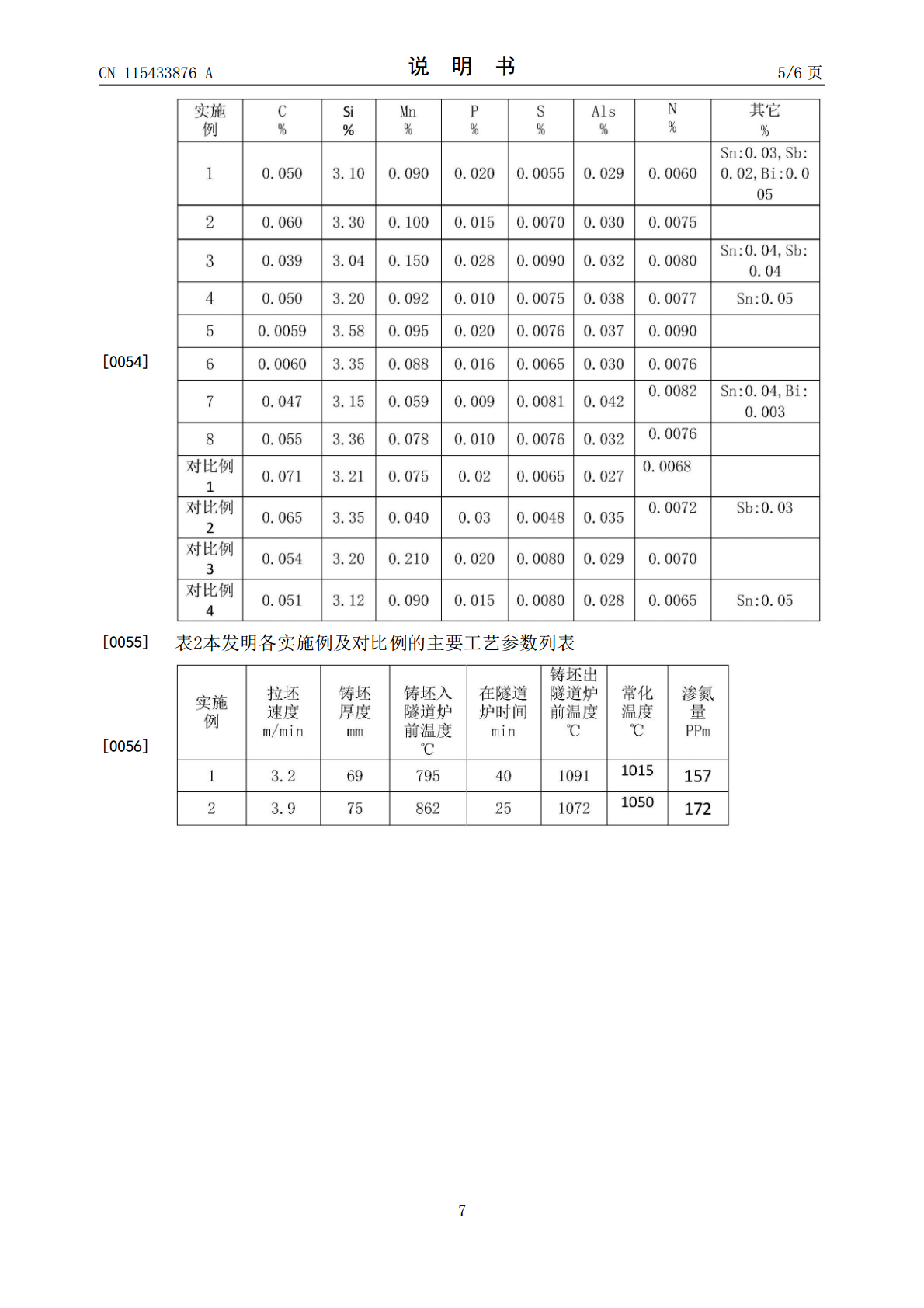
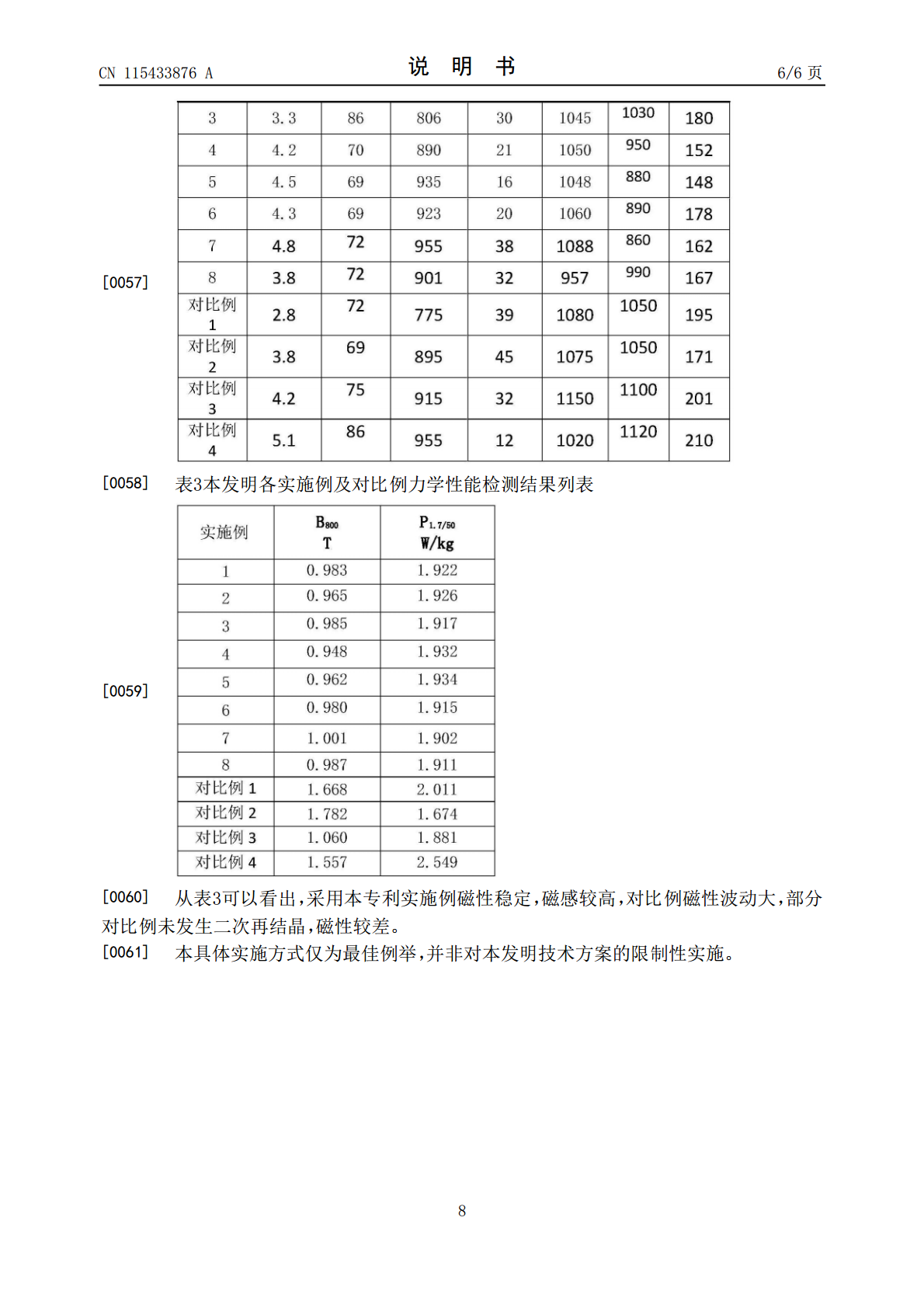
一种基于薄板坯连铸连轧生产的取向硅钢,其组分及wt%为:C:0.030~0.065%,Si:2.5~4.0%,Mn:0.05~0.20%,S;0.005~0.015%,P≤0.030%,Als:0.02~0.05%,N:0.005~0.010%;生产方法:经冶炼后浇铸;铸坯经切断后直接送入隧道炉保温;除鳞后热轧;常化后进行一次性冷轧;初次再结晶退火并渗氮;经涂布退火隔离剂后按进行二次再结晶退火;常规进行后续工序。本发明在保证磁感强度B
一种基于薄板坯连铸连轧生产高磁感取向硅钢及方法.pdf
一种基于薄板坯连铸连轧生产高磁感取向硅钢,其组分及wt%为:C:0.03~0.06%,Si:3.0~4.5%,Mn:0.08~0.15%,S;0.005~0.015%,P≤0.030%,Als:0.02~0.05%,N:0.005~0.010%,Sn:0.03~0.06%;生产方法:经冶炼后浇铸;铸坯经切断后直接送入隧道炉保温;常规热轧并卷取后常化;经一次性冷轧并卷取后进行初次再结晶退火;经涂布退火隔离剂后按进行二次再结晶退火;常规进行后续工序。本发明既不添加Cu等,也无需增加电磁感应设备,且板坯加热温度

薄板坯连铸连轧流程生产取向硅钢技术分析.docx
薄板坯连铸连轧流程生产取向硅钢技术分析一、引言近年来,随着国民经济的快速发展和能源的不断紧张,优化钢铁生产工艺,提高钢铁产品质量,已成为整个钢铁行业的发展方向。其中,钢铁冶金中的取向硅钢技术得到了广泛的应用和发展。本文将从薄板坯连铸连轧流程生产取向硅钢技术进行分析。二、薄板坯连铸连轧流程生产薄板坯连铸连轧流程生产,是一种特殊的连续生产工艺,它将钢水直接浇注到铸坯机中,经过多道工序,最终生产出薄板坯。这种工艺在整个钢铁生产过程中起到了非常重要的作用。它不仅可以提高生产效率,节约能源,还可以提高生产产品的质量

薄板坯连铸连轧流程生产取向硅钢技术分析.pdf
万方数据薄板坯连铸连轧流程生产取向硅钢技术分析1取向硅钢生产现状与流程技术发展趋势仇圣桃,岳尔斌,赵AnalysisGrainOrientedSiliconCasting项利,沛TechnologyofProducingSteelbyThinSlabandRollingProcess取向硅钢主要用于制作变压器铁芯和大发电机的定子铁芯,是电力工业发展最为重要的功能材料之一。取向硅钢以高度趋于(110)/-001]位向,即高斯方向的晶粒为主要特征,成品的晶粒度以毫米计,远大于普通多晶体钢板(晶粒度仅稍大于10
采用薄板坯连铸连轧生产的半工艺无取向硅钢及方法.pdf
采用薄板坯连铸连轧生产的半工艺无取向硅钢,其组分及wt%为:C:0.01~0.08%,Si:0.1~2.0%,当Si含量不高于1.20%时,Al≤0.008%;当Si含量高于1.20%时,Al:0.10%~0.5%,S≤0.0050%,,N≤0.0030%,O≤20PPm;生产步骤:冶炼;出钢;LF炉精炼;进行钙处理和软吹工艺;连铸成坯;隧道加热;热轧;卷取;酸洗后冷轧制成品厚度;退火;平整;回复退火。本发明结合薄板坯连铸连轧和半工艺无取向硅钢特点,通过特殊的冶炼工艺、保证钢质纯净度,不经过真空处理,可获