
消除大中型盘形锻件用23CrNiMoV钢混晶组织的方法.pdf

是你****芹呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除大中型盘形锻件用23CrNiMoV钢混晶组织的方法.pdf
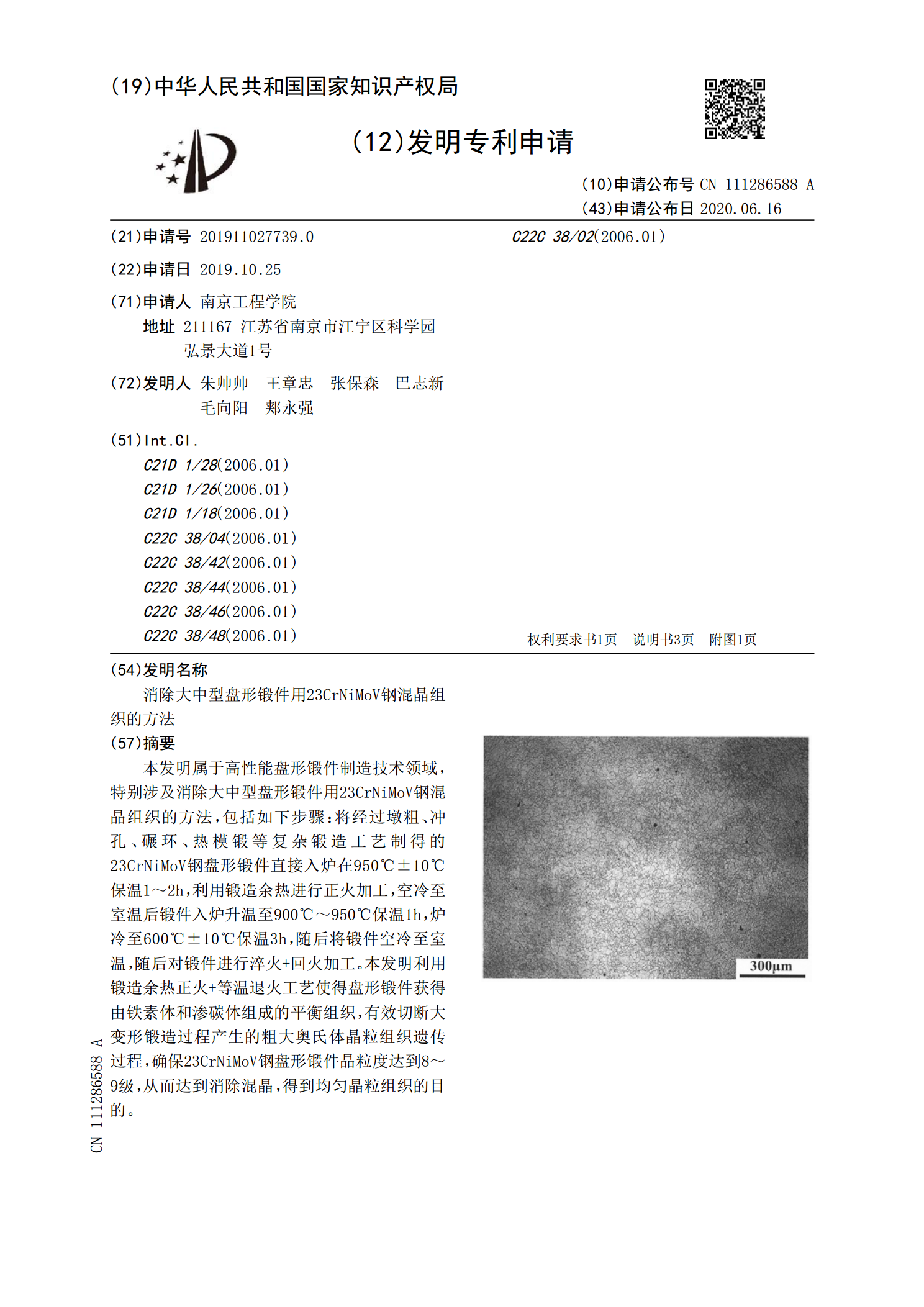
本发明属于高性能盘形锻件制造技术领域,特别涉及消除大中型盘形锻件用23CrNiMoV钢混晶组织的方法,包括如下步骤:将经过墩粗、冲孔、碾环、热模锻等复杂锻造工艺制得的23CrNiMoV钢盘形锻件直接入炉在950℃±10℃保温1~2h,利用锻造余热进行正火加工,空冷至室温后锻件入炉升温至900℃~950℃保温1h,炉冷至600℃±10℃保温3h,随后将锻件空冷至室温,随后对锻件进行淬火+回火加工。本发明利用锻造余热正火+等温退火工艺使得盘形锻件获得由铁素体和渗碳体组成的平衡组织,有效切断大变形锻造过程产生的
消除AF1410钢锻件组织混晶的方法.pdf
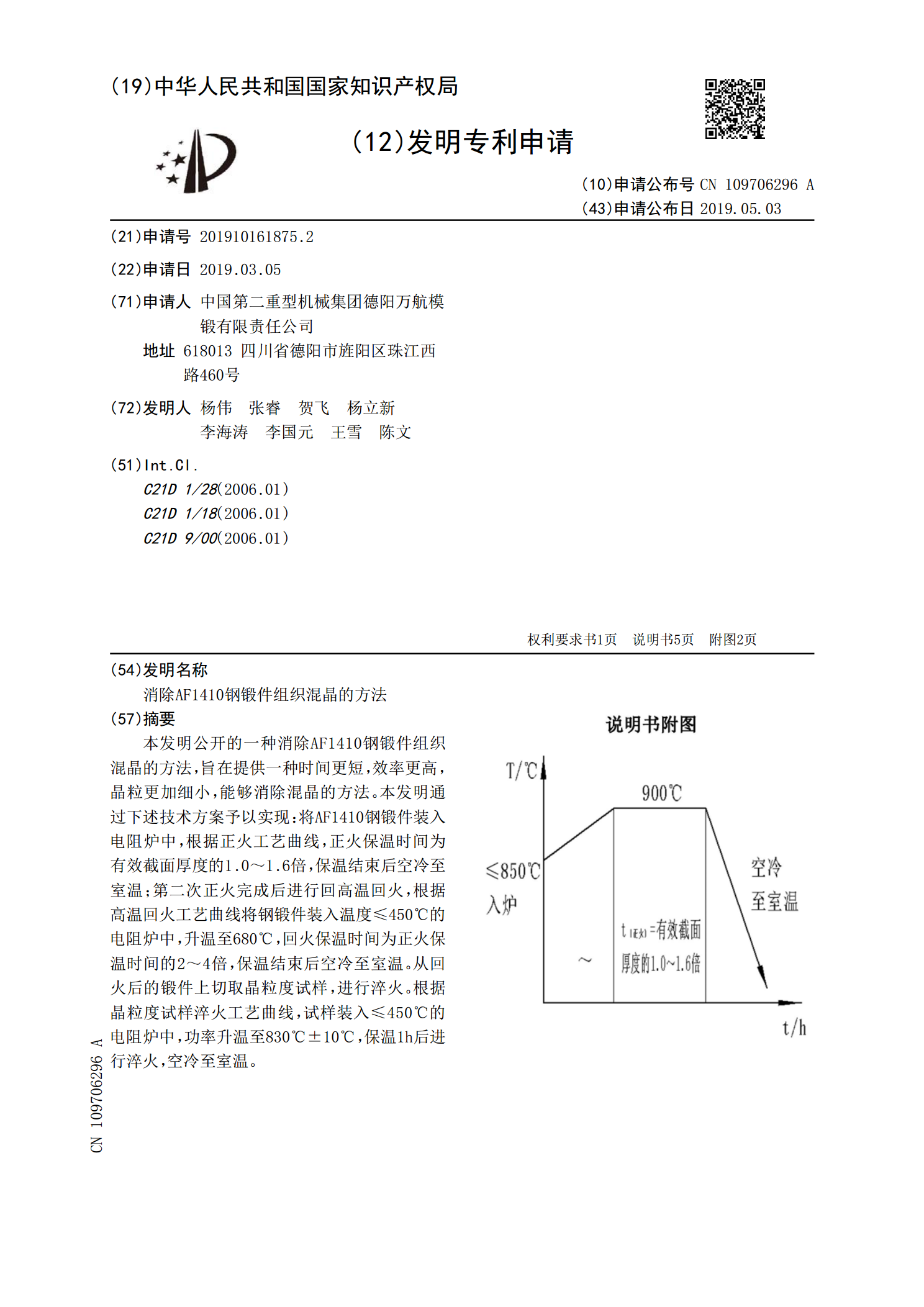
本发明公开的一种消除AF1410钢锻件组织混晶的方法,旨在提供一种时间更短,效率更高,晶粒更加细小,能够消除混晶的方法。本发明通过下述技术方案予以实现:将AF1410钢锻件装入电阻炉中,根据正火工艺曲线,正火保温时间为有效截面厚度的1.0~1.6倍,保温结束后空冷至室温;第二次正火完成后进行回高温回火,根据高温回火工艺曲线将钢锻件装入温度≤450℃的电阻炉中,升温至680℃,回火保温时间为正火保温时间的2~4倍,保温结束后空冷至室温。从回火后的锻件上切取晶粒度试样,进行淬火。根据晶粒度试样淬火工艺曲线,试
一种消除齿轮钢混晶的方法.pdf
本发明公开齿轮钢消除混晶的方法,针对正火后的金相等级大于4级的齿轮产品,确定热加工工艺包括以下步骤:S1.预热、S2.升温、S3.渗碳、S4.扩散、S5.降温、S6.中冷、S7.高温回火、S8.加热淬火、S9.回火。本发明的公开的齿轮钢消除混晶的方法,通过调整和改变工艺,根据齿轮产品的自身特点,将渗碳+中冷+高温回火+二次加热淬火+回火结合,从根本上解决了因正火组织不合格导致热处理后带来的产品变形量难以控制,产品合格率低,生产和返工成本高的问题;摒弃了传统的正火后有混晶异常组织的坯料进行调质的方法;使热处
一种核电用SA508Gr.4N钢大锻件厚截面消除混晶的锻造方法.pdf
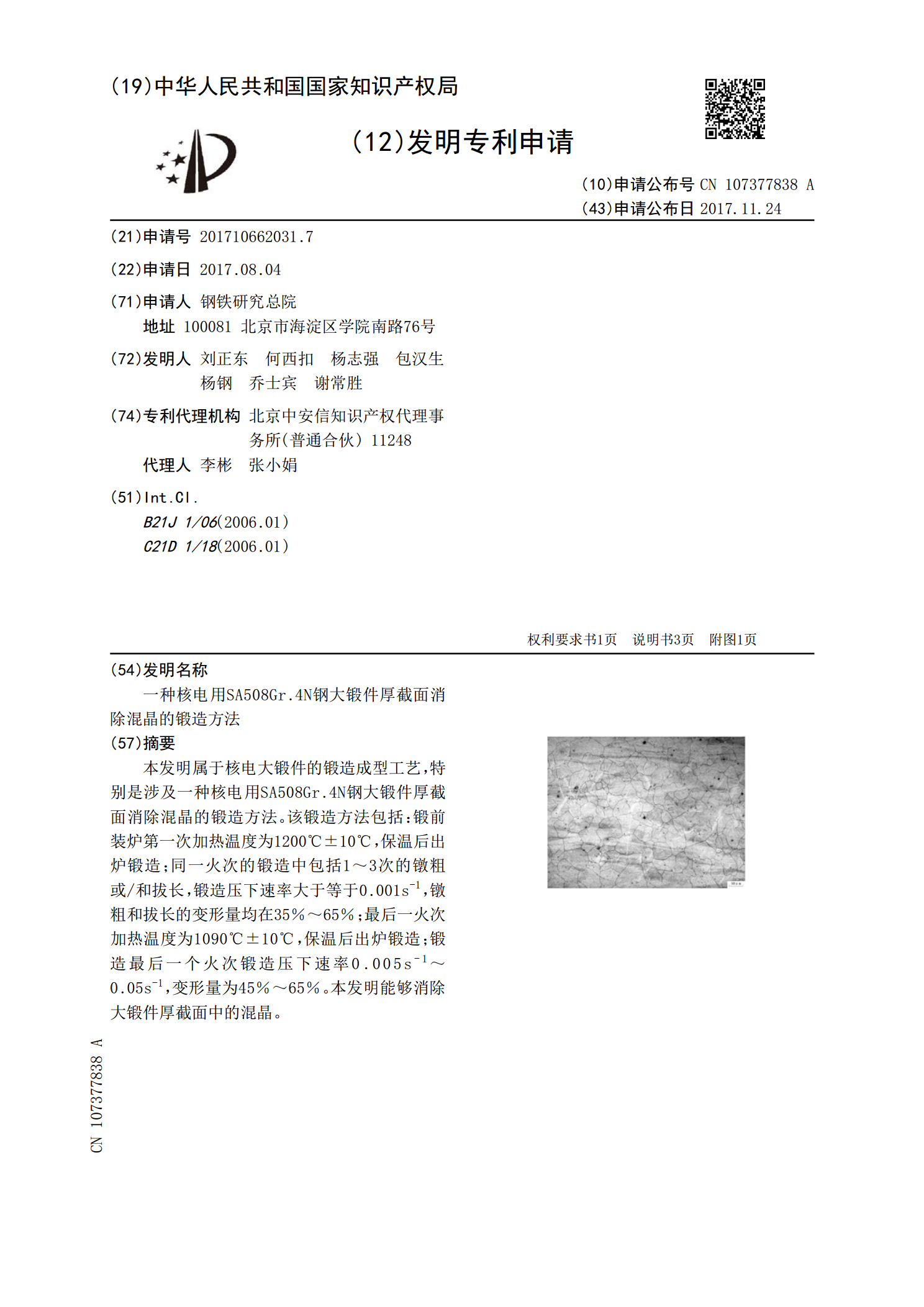
本发明属于核电大锻件的锻造成型工艺,特别是涉及一种核电用SA508Gr.4N钢大锻件厚截面消除混晶的锻造方法。该锻造方法包括:锻前装炉第一次加热温度为1200℃±10℃,保温后出炉锻造;同一火次的锻造中包括1~3次的镦粗或/和拔长,锻造压下速率大于等于0.001s
能消除锻件中的粗晶,获得均匀细小晶粒组织的锻造方法.pdf
本发明涉及一种能消除锻件中的粗晶,获得均匀细小晶粒组织的锻造方法,将钢锭或坯料加热至锻造温度,保温,按原工艺方式锻造生产,锻造将近成型尺寸后留有等于或小于7%的变形量,停止锻造,空气冷却至500℃~550℃;进行锻后热处理,正火+回火或等温退火热处理,炉温≤350℃时,出炉;再次进炉加热,升温至650℃~700℃保温3小时,再加热升温至该钢种材料的Ac3或Acm以上60~200℃,保温;转至压机上采用上下圆弧砧锻造,每次压下量为锻件等效直径的3%-4%,压至工艺尺寸后进行热处理。本发明可以有效解决锻件粗晶