
钢包精炼炉送电方法.pdf

Th****84


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢包精炼炉送电方法.pdf
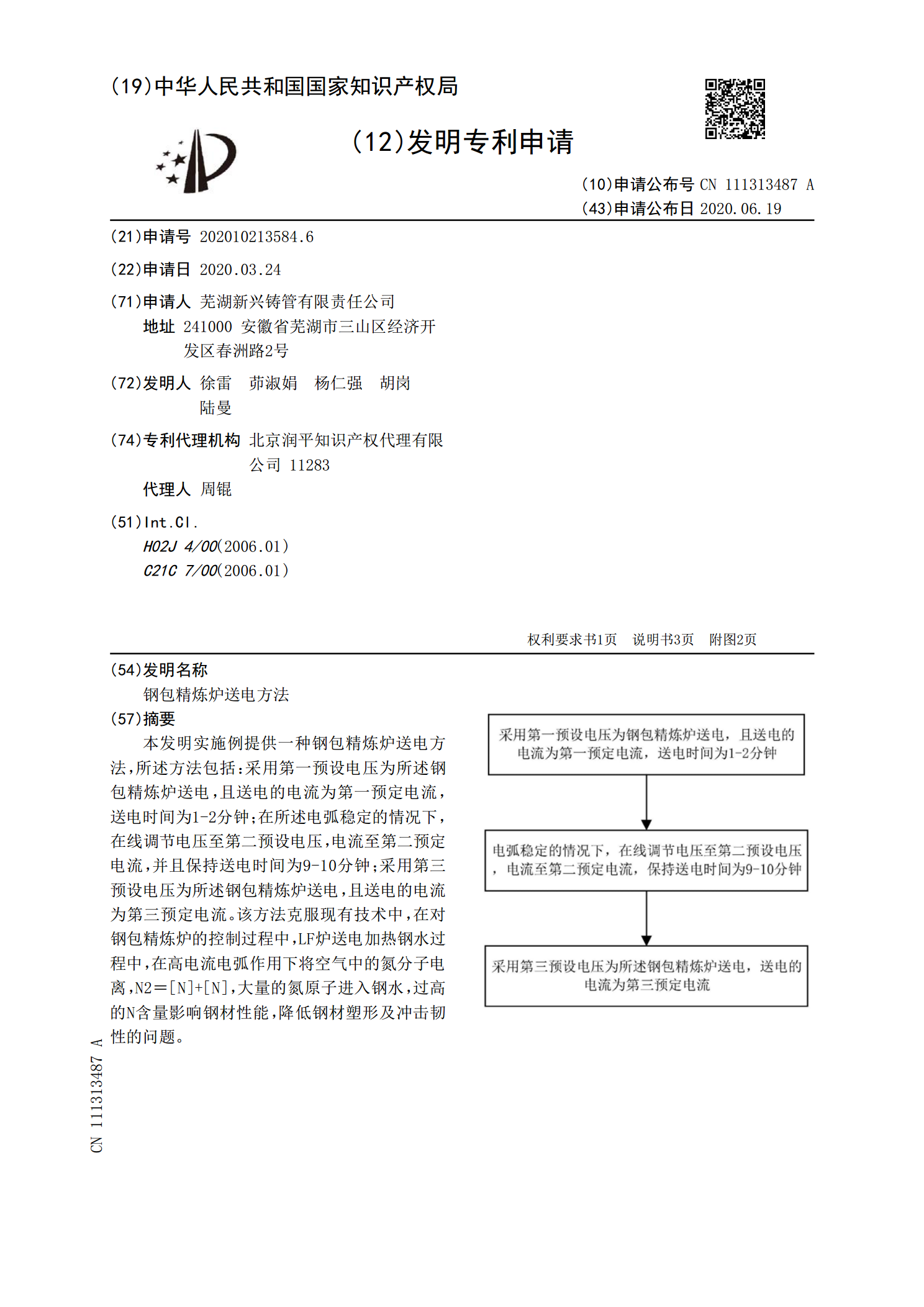
本发明实施例提供一种钢包精炼炉送电方法,所述方法包括:采用第一预设电压为所述钢包精炼炉送电,且送电的电流为第一预定电流,送电时间为1‑2分钟;在所述电弧稳定的情况下,在线调节电压至第二预设电压,电流至第二预定电流,并且保持送电时间为9‑10分钟;采用第三预设电压为所述钢包精炼炉送电,且送电的电流为第三预定电流。该方法克服现有技术中,在对钢包精炼炉的控制过程中,LF炉送电加热钢水过程中,在高电流电弧作用下将空气中的氮分子电离,N2=[N]+[N],大量的氮原子进入钢水,过高的N含量影响钢材性能,降低钢材塑形
钢包精炼炉脱硫方法.pdf
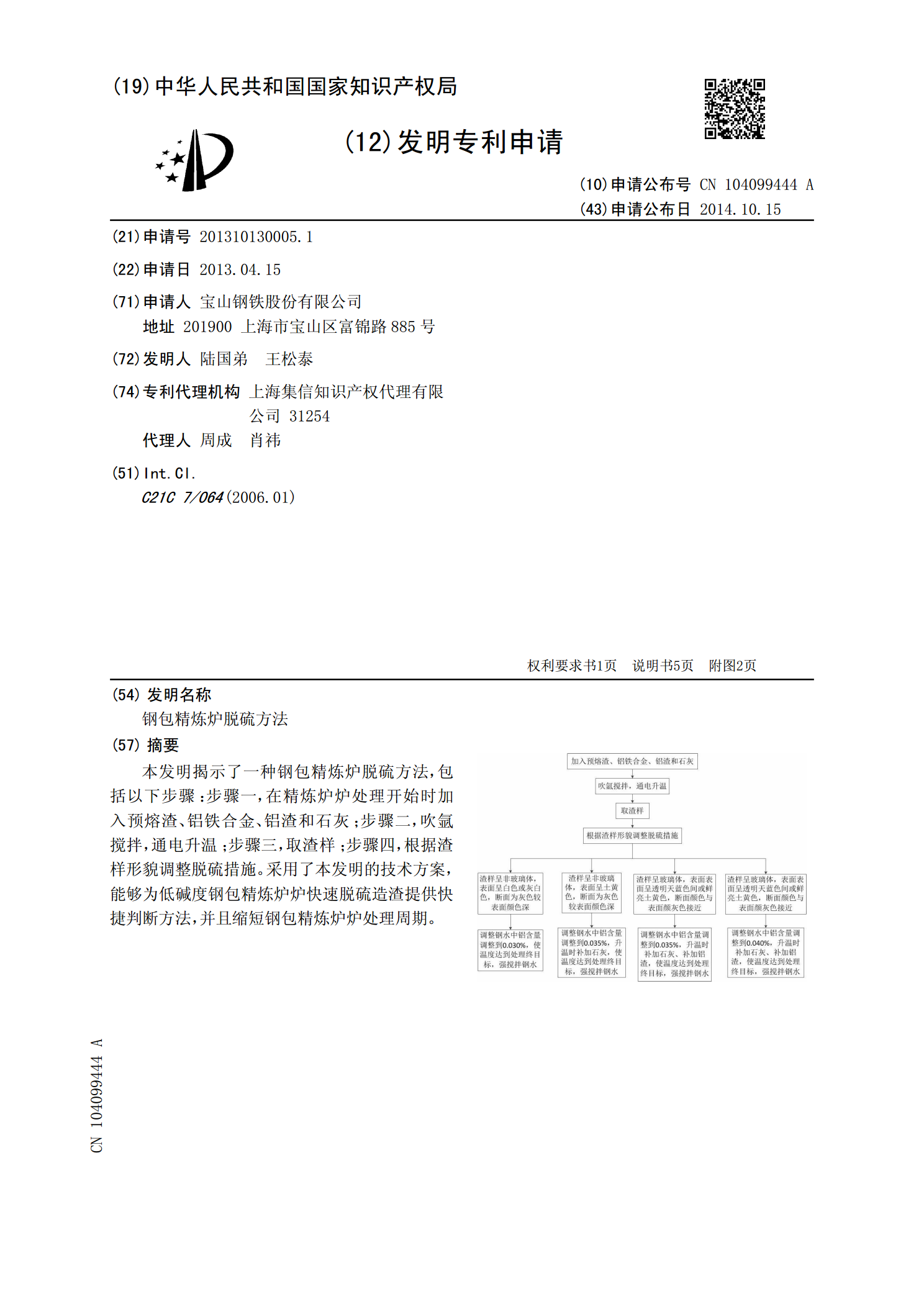
本发明揭示了一种钢包精炼炉脱硫方法,包括以下步骤:步骤一,在精炼炉炉处理开始时加入预熔渣、铝铁合金、铝渣和石灰;步骤二,吹氩搅拌,通电升温;步骤三,取渣样;步骤四,根据渣样形貌调整脱硫措施。采用了本发明的技术方案,能够为低碱度钢包精炼炉炉快速脱硫造渣提供快捷判断方法,并且缩短钢包精炼炉炉处理周期。

钢包精炼炉炼钢方法.pdf
本发明公开了钢包精炼炉炼钢方法,步骤为:(1)将转炉初炼钢水输送到钢包精炼炉内,在精炼工位开始送电加热并加完合成渣后一段时间,按照每吨钢水加入0.25~0.5kg的比例,一次性加入多效精炼剂;多效精炼剂由含有下述重量百分比的组分制备而成:CaC2-45~70%、SiC-5~20%、Al-5~15%和缓释剂10~20%;(2)根据炉渣变化情况进行调渣;每次按照每吨钢水加入0.05~0.20kg的比例加入;(3)在钢包精炼炉精炼结束前的5~10分钟,加入4~15kg/炉的铝钒土或CaSi粉破渣。本发明的方法,
钢包精炼炉的渣系的控制方法.pdf
本发明公开了一种钢包精炼炉的渣系的控制方法,该控制方法包括以下步骤:在转炉出钢前或者在转炉出钢到钢包的过程中向钢水加入足以将钢水中的游离氧的至少99%脱除的铝质预脱氧剂。

一种钢包车式钢包精炼炉的废钢加入方法.pdf
本发明涉及冶金精炼技术领域,提供了一种钢包车式钢包精炼炉的废钢加入方法,包括如下步骤:S1‑S5五个步骤。其中S3步骤为当其中一个废钢加料小车运送废钢至其对应的钢包车时,另一个钢包车对应的废钢加料小车也运送废钢或准备运送废钢至与其对应的钢包车,而剩下的两个废钢加料小车均不动作且也不准备动作,S4步骤为当接收了废钢的钢包车运送废钢至精炼炉时,另一钢包车不动作,准备运送废钢至与其对应的钢包车的废钢加料小车开始动作;当位于精炼炉的钢包车回到原位或在回到原位的途中时,另一个钢包车运送废钢至精炼炉。本发明通过采用两