
一种铸造系统及其应用.pdf

新槐****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铸造系统及其应用.pdf
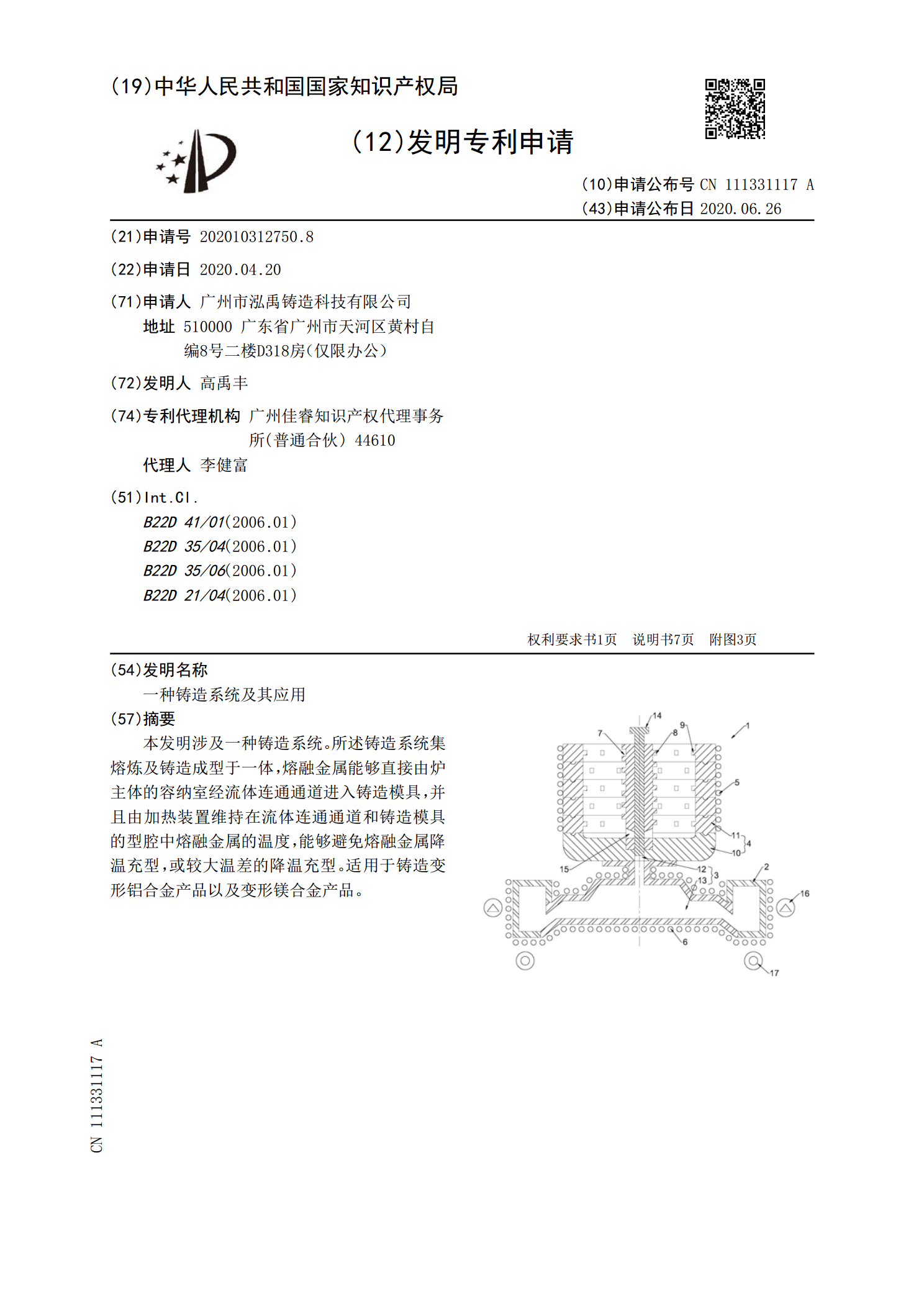
本发明涉及一种铸造系统。所述铸造系统集熔炼及铸造成型于一体,熔融金属能够直接由炉主体的容纳室经流体连通通道进入铸造模具,并且由加热装置维持在流体连通通道和铸造模具的型腔中熔融金属的温度,能够避免熔融金属降温充型,或较大温差的降温充型。适用于铸造变形铝合金产品以及变形镁合金产品。
一种灰铁铸造系统及其铸造方法.pdf
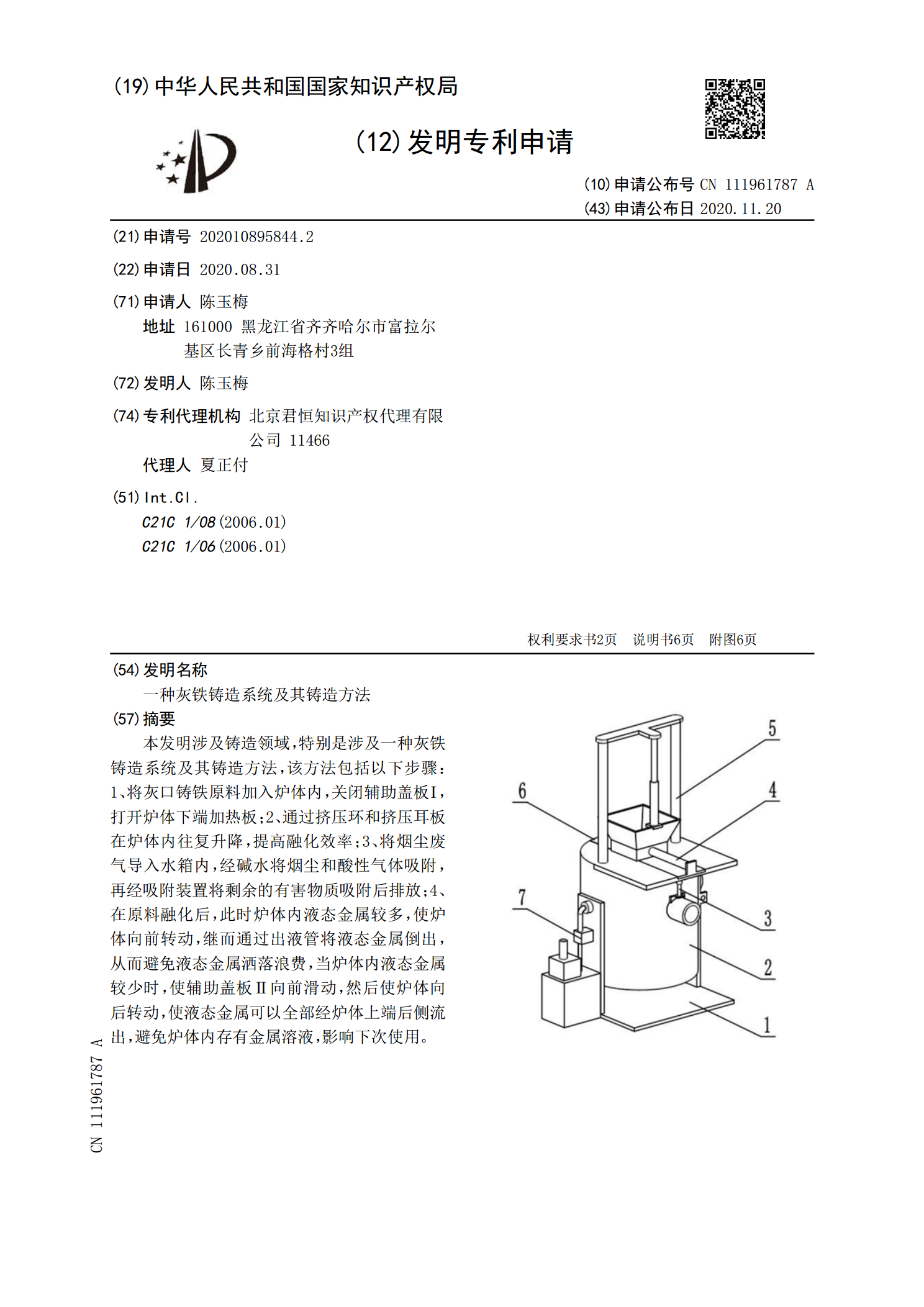
本发明涉及铸造领域,特别是涉及一种灰铁铸造系统及其铸造方法,该方法包括以下步骤:1、将灰口铸铁原料加入炉体内,关闭辅助盖板Ⅰ,打开炉体下端加热板;2、通过挤压环和挤压耳板在炉体内往复升降,提高融化效率;3、将烟尘废气导入水箱内,经碱水将烟尘和酸性气体吸附,再经吸附装置将剩余的有害物质吸附后排放;4、在原料融化后,此时炉体内液态金属较多,使炉体向前转动,继而通过出液管将液态金属倒出,从而避免液态金属洒落浪费,当炉体内液态金属较少时,使辅助盖板Ⅱ向前滑动,然后使炉体向后转动,使液态金属可以全部经炉体上端后侧流

一种低压铸造轮毂排气系统及其铸造方法.pdf
本发明涉及一种低压铸造轮毂排气系统,包括轮毂模具、中心排气塞以及边缘排气塞,在轮毂模具内的中心孔外周法兰盘位置径向均布设置多个中心排气塞,在轮毂模具内的外缘位置径向间隔均布设置多个边缘排气塞。本发明在气体容易聚集产生气孔报废缺陷的中心及边缘位置均布设置有相应的排气塞,有效辅助浇注液中的气体快速排出,提升排气效果,有效避免铸造轮毂成型中气体无法排出而导致轮毂毛坯报废的问题,轮毂毛坯因气孔原因造成的报废率由改进前的7.2%降到改进后的0.4%,有效提升产品合格率,提高产品质量。

一种真空铸造系统及其控制方法.pdf
本公开是关于一种真空铸造系统及其控制方法,包括:模具;真空仓,其相对两侧分别设置进模仓门和出模仓门,其底部设置注料口;模具输送线组件,包括进模输送线、仓内输送线和出模输送线,进模输送线和出模输送线分别设置在真空仓的外部并对应所进模仓门和出模仓门设置;仓内输送线对应设置在真空仓内;仓内输送线升降机构,驱动仓内输送线的升降;熔炼炉组件,包括熔炉、输料管、投料口和闸门,熔炉设置在真空仓的下部,输料管正对注料口设置并与其连接;真空加压系统,与真空仓和熔炉连接,控制真空仓内和熔炉内的气压值;控制系统。有效避免氧化,

一种轮体整体精密铸造方法及其应用.pdf
本发明涉及精密铸造和材料制备领域,具体为一种轮体整体精密铸造方法及其应用。首先压制蜡件,接着组焊蜡型,而后在一定的温湿度条件下,按特定的制壳工艺参数制备型壳的面层和背层,最后按特定的铸造工艺参数在真空下浇注成型,并在热处理炉中随炉冷到室温。本发明是一次性将轮体整体铸造出来,彻底摆脱以往组合式轮体的焊接工序,除了少量的机械加工外,其它所有部位都不需要任何额外的加工,不仅可以保证不锈钢材料的成分、组织与性能的均匀一致性,而且可以保证轮体的静质量平衡与动质量平衡,提高轮体的使用寿命与安全可靠性,具有长远的应用前