
1mm以下厚度超薄热轧花纹板生产工艺.pdf

山柳****魔王

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
1mm以下厚度超薄热轧花纹板生产工艺.pdf
本发明公开了一种1mm以下厚度超薄热轧花纹板生产工艺,涉及花纹板轧制技术领域。本发明采用常规热连轧机并制定特殊生产计划,将加热炉出来的板坯进行粗轧和精轧,在粗轧和精轧过程中控制工艺制度,采用让头冷却和稀疏冷却方式对带钢进行冷却,轧制出1.0mm以下的超薄花纹板。本发明提供了一种利用常规热连轧机生产1.0mm以下超薄花纹板的方法,结合层流冷却专有技术,即稀疏冷却结合让头冷却和扫平装置,解决了常规轧机生产薄规格花纹板困难的问题,批量稳定生产1.0mm以下的花纹板。常规轧机生产组织宽窄结合,宽度规格多样化,避免

超薄热轧窄带钢生产工艺优化.docx
超薄热轧窄带钢生产工艺优化超薄热轧窄带钢生产工艺优化摘要:超薄热轧窄带钢是一种关键结构材料,在电子、光电子、航空航天等领域具有广泛的应用。本文以超薄热轧窄带钢的生产工艺为研究重点,通过分析现有的工艺流程及其问题,提出了一种优化的生产工艺方案。该方案将通过对原料的优化选择、轧制参数的调整以及设备的改进,来提高产品质量和生产效率。最后,通过实际的生产实验验证了该方案的可行性与优越性。关键词:超薄热轧窄带钢,生产工艺优化,原料优化,轧制参数调整,设备改进引言:超薄热轧窄带钢具有高强度、高导电性、高延展性等特点,
花纹板的热轧生产方法和花纹板.pdf
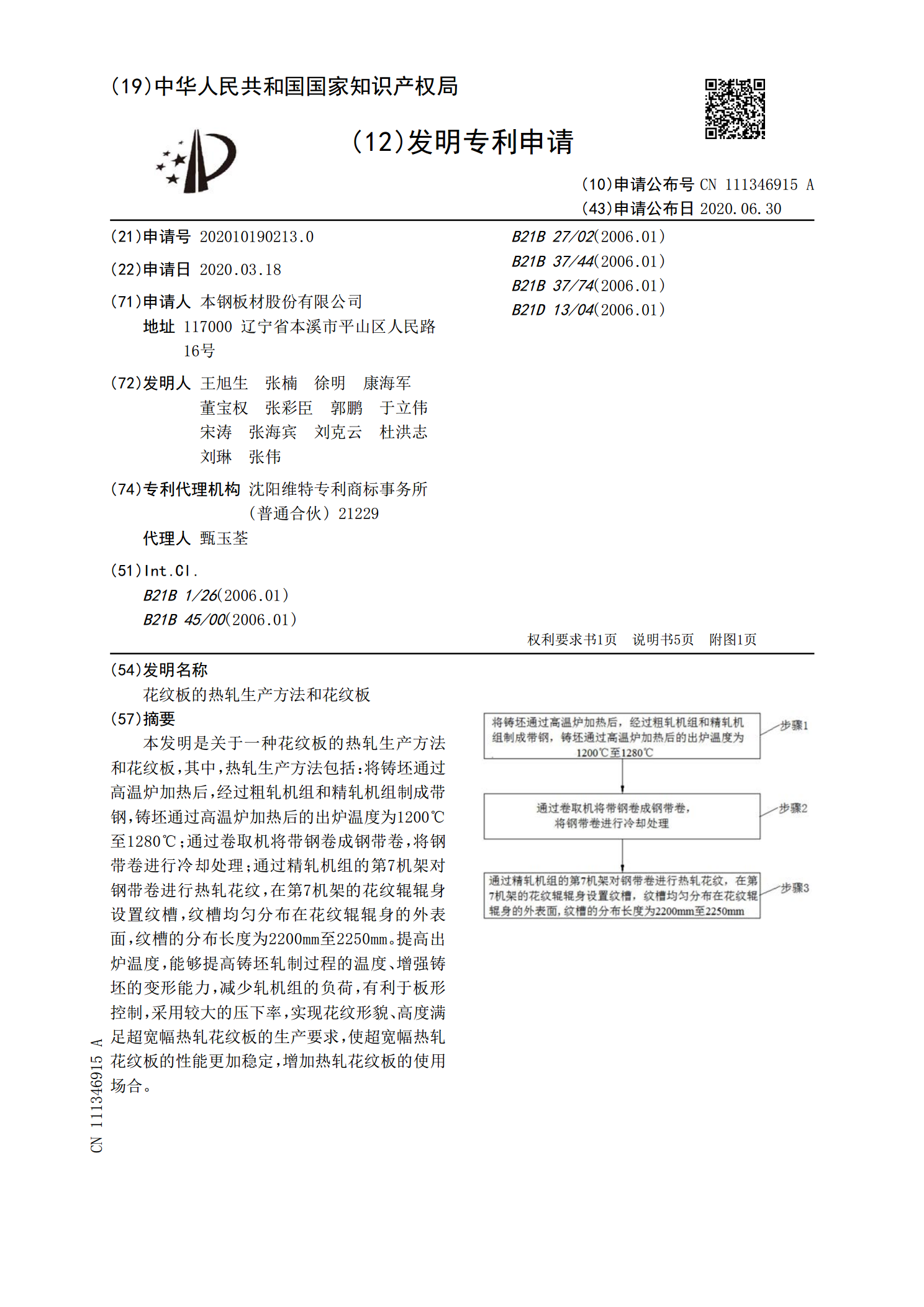
本发明是关于一种花纹板的热轧生产方法和花纹板,其中,热轧生产方法包括:将铸坯通过高温炉加热后,经过粗轧机组和精轧机组制成带钢,铸坯通过高温炉加热后的出炉温度为1200℃至1280℃;通过卷取机将带钢卷成钢带卷,将钢带卷进行冷却处理;通过精轧机组的第7机架对钢带卷进行热轧花纹,在第7机架的花纹辊辊身设置纹槽,纹槽均匀分布在花纹辊辊身的外表面,纹槽的分布长度为2200mm至2250mm。提高出炉温度,能够提高铸坯轧制过程的温度、增强铸坯的变形能力,减少轧机组的负荷,有利于板形控制,采用较大的压下率,实现花纹形

花纹板生产工艺论文.docx
花纹板生产工艺论文1花纹板生产工艺优化1.1程序的开发(1)增加精轧花纹板清零模式由于在精轧轧制前需要对于辊缝进行标定而常规轧辊的辊缝标定压力较大容易造成花纹辊裂纹等问题因此特开发了花纹辊标定模式精轧末机架一级画面的Calibration画面中有正常模式Nor-malMode和花纹板模式DiamondPlateMode当轧制花纹板前标定时点击DiamondPlateMode进行标定即可。既保证了辊缝清零又避免了花纹辊裂纹等问题。(2)在

热轧平整机组平整花纹板的方法.docx
热轧平整机组平整花纹板的方法热轧平整机组平整花纹板的方法摘要:花纹板是一种外观美观、结构强度高的板材,广泛应用于建筑装饰、汽车制造、家电制造等领域。但是花纹板表面存在的凹凸不平、起伏不齐等问题,严重影响了产品的外观质量。热轧平整机组是一种常用的花纹板平整设备,本文将深入探讨热轧平整机组平整花纹板的方法。关键词:花纹板、平整、热轧平整机组、轧辊、轧制力、张力计、力学性能1.引言花纹板是一种外观美观、结构强度高的板材,广泛应用于建筑装饰、汽车制造、家电制造等领域。但是花纹板表面存在的凹凸不平、起伏不齐等问题,