
热连轧花纹板的生产方法以及热连轧花纹板.pdf

波峻****99

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热连轧花纹板的生产方法以及热连轧花纹板.pdf
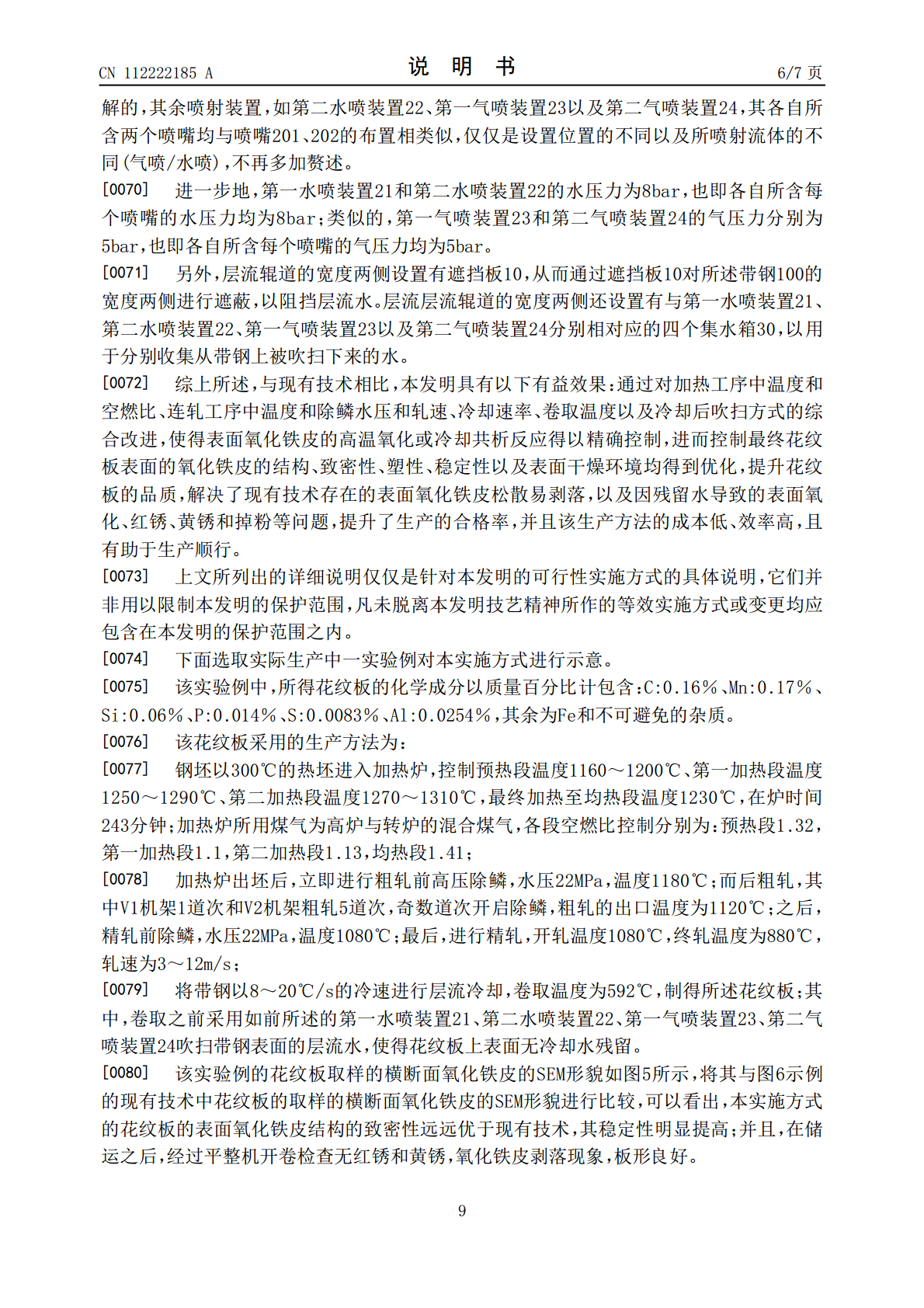
本发明揭示了一种能够有效控制表面氧化铁皮的热连轧花纹板的生产方法,以及制备成的花纹板。生产方法包括:1)加热工序,均热段1260~1300℃;采用高炉与转炉的混合煤气则空燃比1.25~1.4,或者,采用焦炉煤气则空燃比3.6~3.8;2)热轧工序,精轧开轧温度1050~1080℃、终轧温度860~910℃且轧速3~12m/s;3)将带钢以8~20℃/s的冷速进行层流冷却,至温度580~620℃时卷取,制得所述花纹板;在卷取之前依次采用两组水喷装置和两组气吹装置分别自所述带钢的宽度两侧吹扫带钢表面的层流水。
1mm以下厚度超薄热轧花纹板生产工艺.pdf
本发明公开了一种1mm以下厚度超薄热轧花纹板生产工艺,涉及花纹板轧制技术领域。本发明采用常规热连轧机并制定特殊生产计划,将加热炉出来的板坯进行粗轧和精轧,在粗轧和精轧过程中控制工艺制度,采用让头冷却和稀疏冷却方式对带钢进行冷却,轧制出1.0mm以下的超薄花纹板。本发明提供了一种利用常规热连轧机生产1.0mm以下超薄花纹板的方法,结合层流冷却专有技术,即稀疏冷却结合让头冷却和扫平装置,解决了常规轧机生产薄规格花纹板困难的问题,批量稳定生产1.0mm以下的花纹板。常规轧机生产组织宽窄结合,宽度规格多样化,避免
一种消除热轧花纹板浪形缺陷的方法.pdf
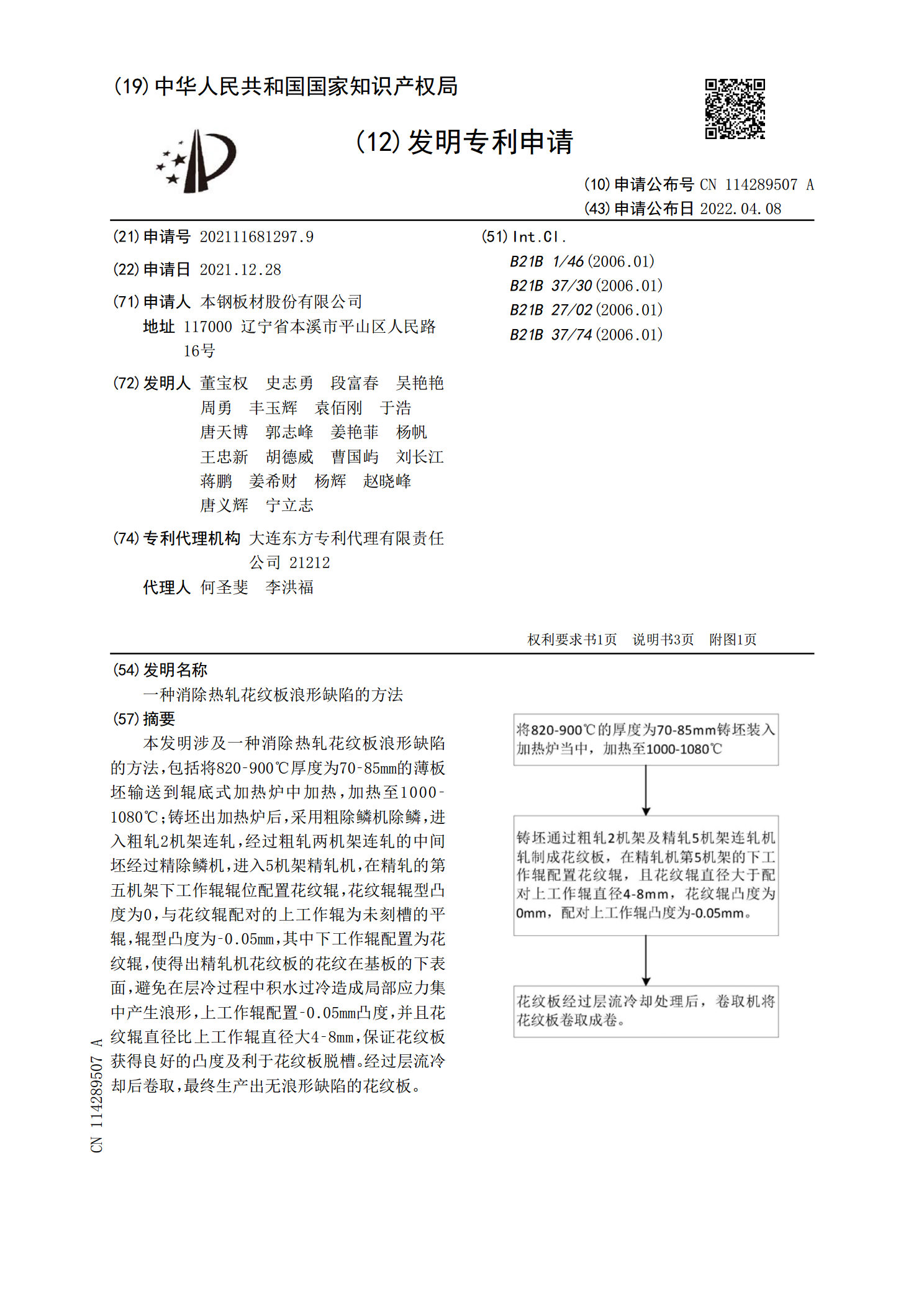
本发明涉及一种消除热轧花纹板浪形缺陷的方法,包括将820‑900℃厚度为70‑85mm的薄板坯输送到辊底式加热炉中加热,加热至1000‑1080℃;铸坯出加热炉后,采用粗除鳞机除鳞,进入粗轧2机架连轧,经过粗轧两机架连轧的中间坯经过精除鳞机,进入5机架精轧机,在精轧的第五机架下工作辊辊位配置花纹辊,花纹辊辊型凸度为0,与花纹辊配对的上工作辊为未刻槽的平辊,辊型凸度为‑0.05mm,其中下工作辊配置为花纹辊,使得出精轧机花纹板的花纹在基板的下表面,避免在层冷过程中积水过冷造成局部应力集中产生浪形,上工作辊配
花纹板的热轧生产方法和花纹板.pdf
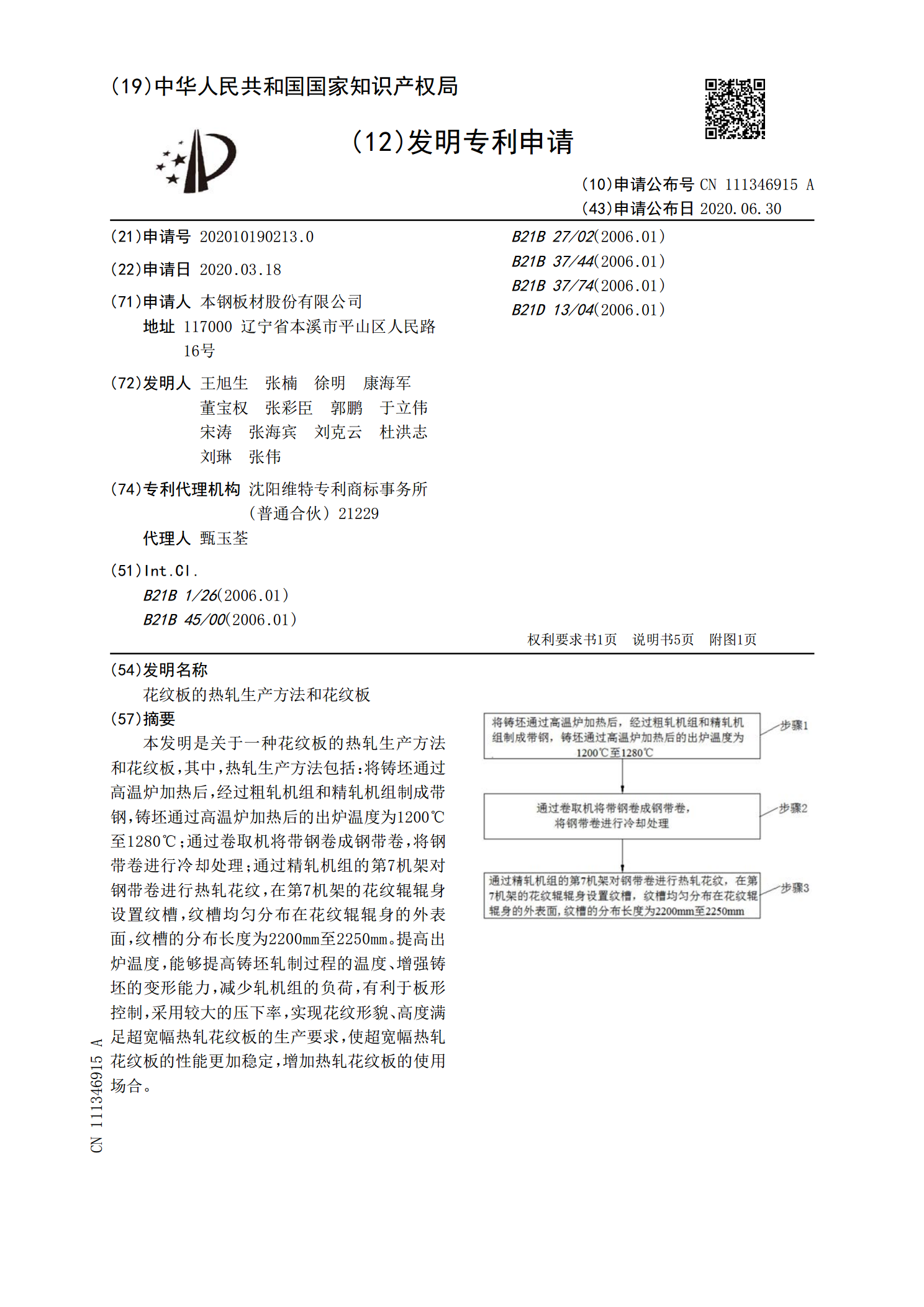
本发明是关于一种花纹板的热轧生产方法和花纹板,其中,热轧生产方法包括:将铸坯通过高温炉加热后,经过粗轧机组和精轧机组制成带钢,铸坯通过高温炉加热后的出炉温度为1200℃至1280℃;通过卷取机将带钢卷成钢带卷,将钢带卷进行冷却处理;通过精轧机组的第7机架对钢带卷进行热轧花纹,在第7机架的花纹辊辊身设置纹槽,纹槽均匀分布在花纹辊辊身的外表面,纹槽的分布长度为2200mm至2250mm。提高出炉温度,能够提高铸坯轧制过程的温度、增强铸坯的变形能力,减少轧机组的负荷,有利于板形控制,采用较大的压下率,实现花纹形
使边界层中流体流速提高※波纹板换热面.ppt
2024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/142024/9/14