
一种大型高炉风口法兰焊接方法.pdf

曾琪****是我


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型高炉风口法兰焊接方法.pdf
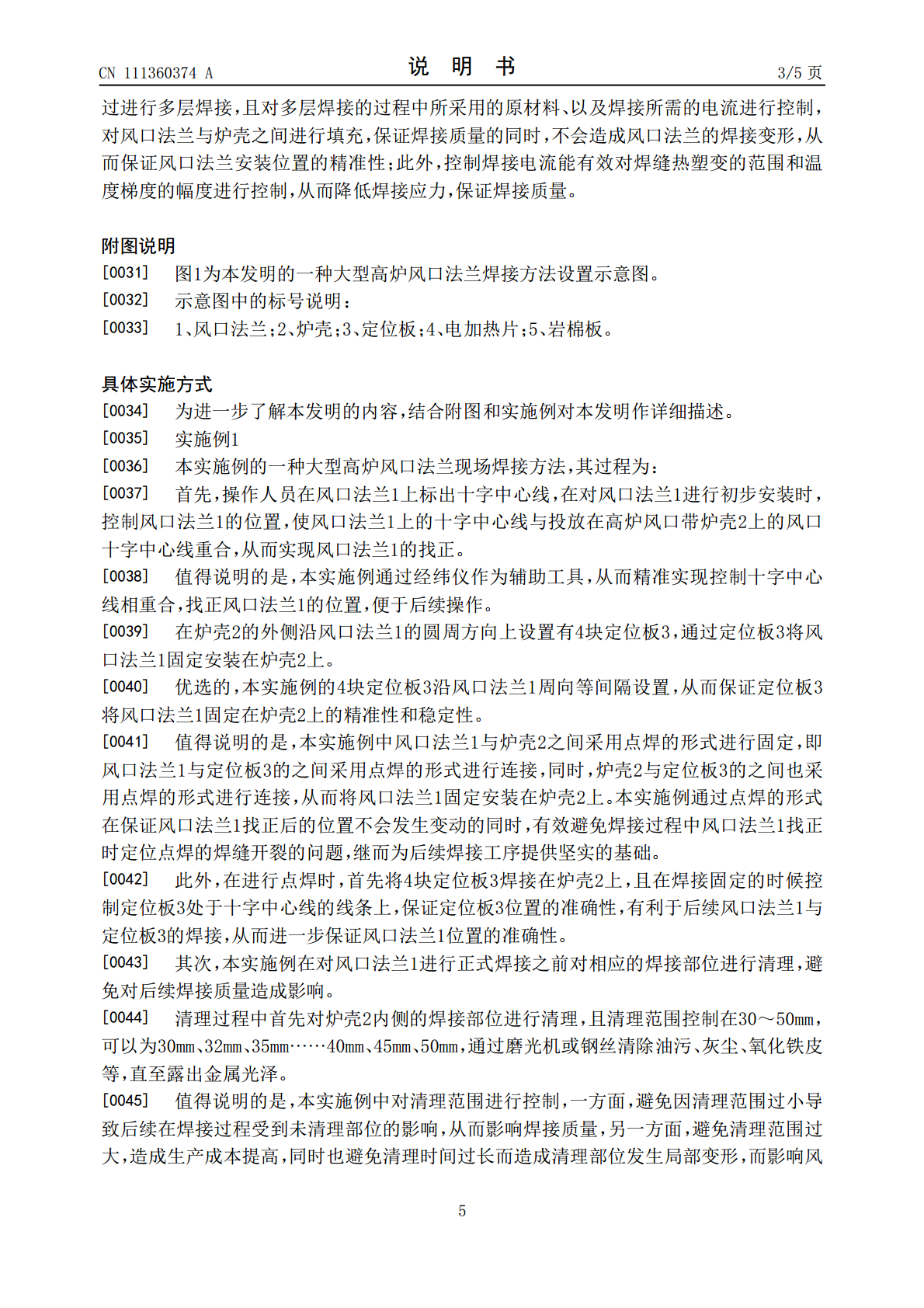
本发明公开了一种大型高炉风口法兰焊接方法,属于炼铁设备安装焊接技术领域。本发明在正式焊接之前以风口十字中心线为基准,对风口法兰进行定位,同时利用定位板将风口法兰进行找正固定,从而保证风口法兰定位的准确性,为后续正式焊接作准备;在正式焊接的过程中,通过进行多层焊接以及相应的保温等操作,实现风口法兰的固定安装;整个过程将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,避免因质量不合格造成焊缝返修,甚至报废,有效缩短工期,降低成本。

大型高炉风口法兰离线安装方法.pdf
本发明提供了一种大型高炉风口法兰离线安装方法,属于冶金机械技术领域,包括以下步骤:S1、分块制作炉壳,割除风口区炉壳板,完成预拼装;S2、在风口带炉壳内焊接临时拉撑;S3、将风口带炉壳吊至组装平台,风口开孔的周向焊接调整定位装置;S4、将风口法兰吊装至风口区域;将风口法兰固定在风口区域并焊接风口法兰;S5、将风口带炉壳与下方炉壳焊接,并拆除临时拉撑。本发明提供的大型高炉风口法兰离线安装方法,实现了风口法兰的离线安装,使风口带在工厂里安装完成,克服了施工现场场地狭小的问题,确保了风口法兰的焊接质量和安装精度
高炉风口法兰标高测量方法.pdf
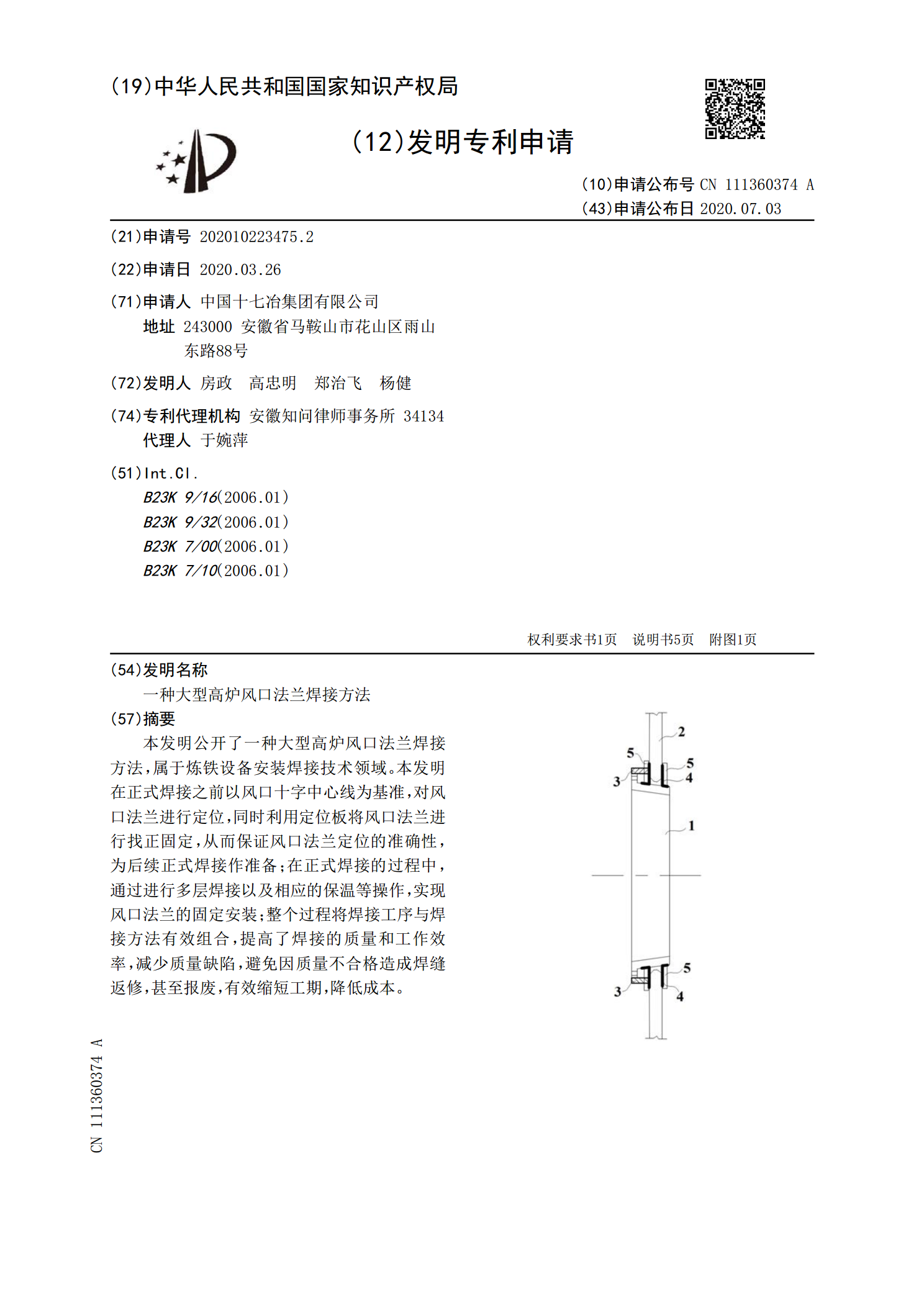
本发明提供了一种高炉风口法兰标高测量方法,所述高炉风口法兰标高测量方法包括以下步骤:步骤1、将高炉风口法兰的标高基准点引至所述高炉炉壳外侧固定点位置;步骤2、在所述风口法兰的炉壳内侧的吊盘位置安装激光测量设备,并调整所述激光测量设备的安装高度,使所述激光测量设备射出的激光的高度与当前位置处的高炉风口法兰的标高基准点的高度一致;步骤3、根据所述激光测量设备射出激光光束,调整每一风口法兰的高度,其具有简化的测量步骤,可以显著提高高炉风口法兰的标高测量准度,有效提高高炉风口法兰的安装效率,同时降低人工节省工时。
一种高炉炉壳风口法兰孔开孔方法.pdf
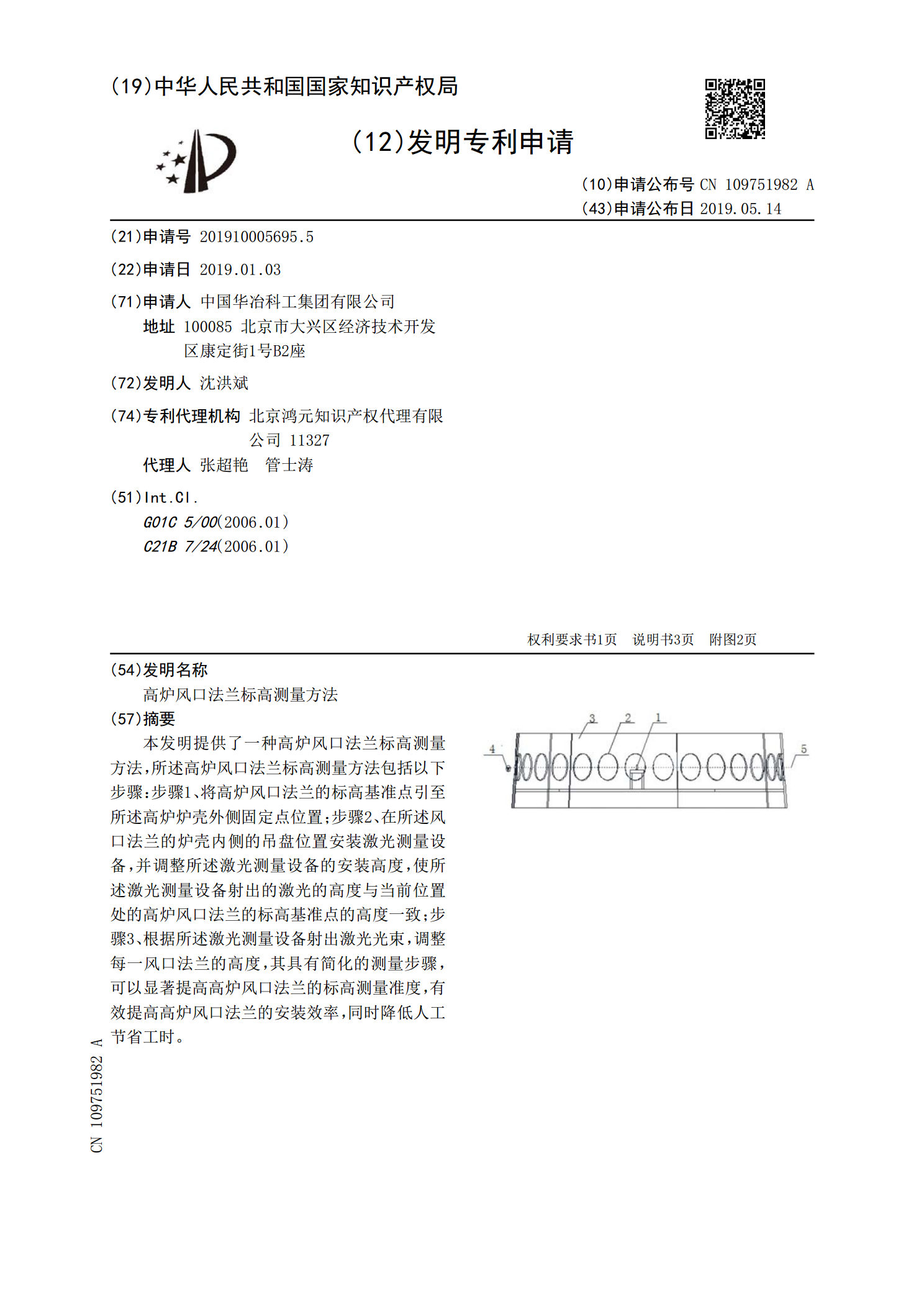
一种高炉炉壳风口法兰孔开孔方法,属于高炉炉壳施工技术领域。工艺步骤为:风口法兰孔定位,开孔胎具设计,风口法兰孔开设:将炉壳板固定在开孔胎具上,采用半自动火焰切割机在切割支架或手动方法以风口法兰孔中心线为中心进行风口法兰孔的开设;开孔时以B点为开孔中心控制点,以风口法兰的最大外径为直径,开孔割枪与地面夹角同风口法兰锥度进度切割;风口法兰的检查。优点在于,实现在工厂内进行非垂直锥形炉壳板面的高炉风口法兰孔的开设,在处理类似大直径孔的切割具有指导作用。
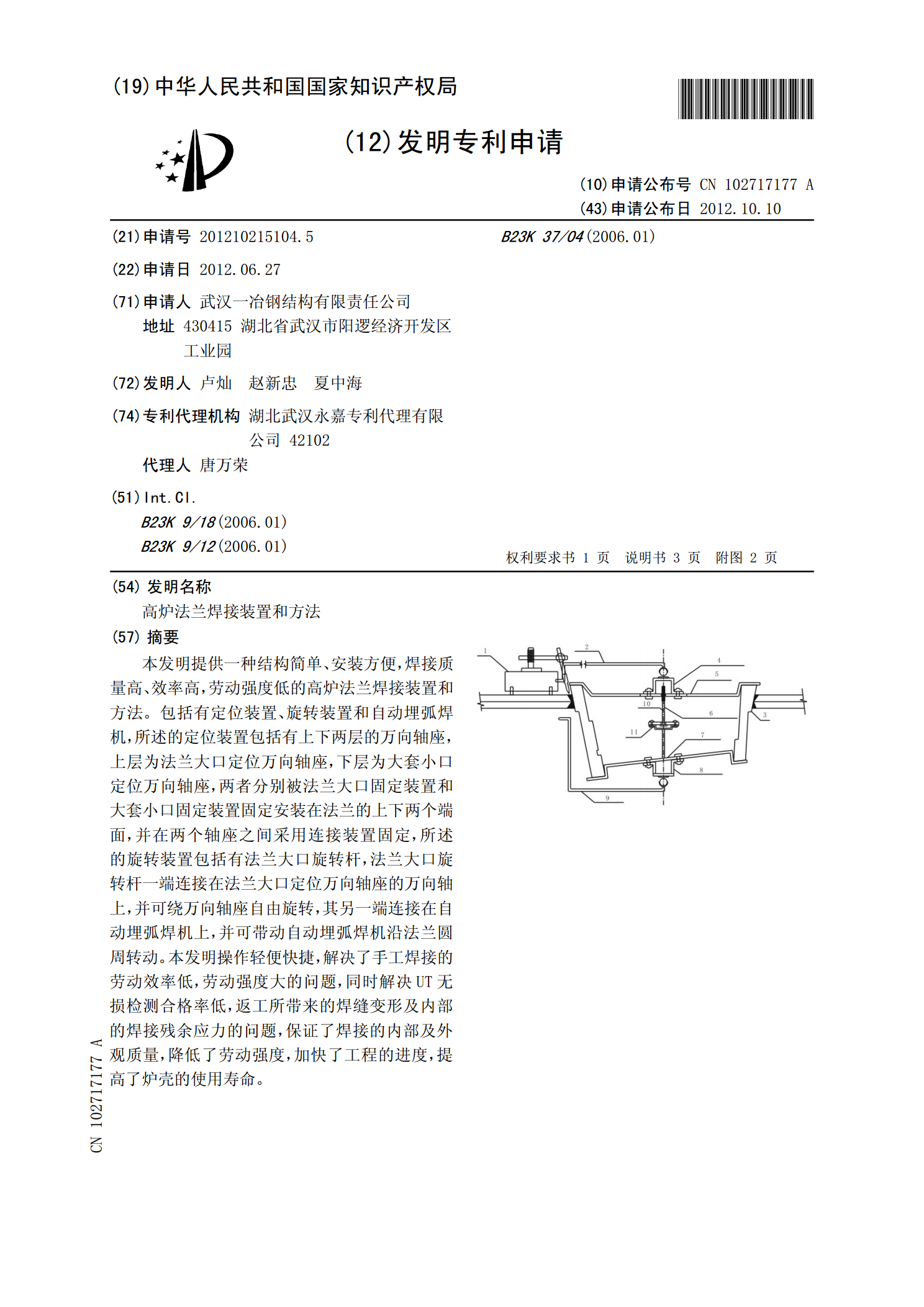
高炉法兰焊接装置和方法.pdf
本发明提供一种结构简单、安装方便,焊接质量高、效率高,劳动强度低的高炉法兰焊接装置和方法。包括有定位装置、旋转装置和自动埋弧焊机,所述的定位装置包括有上下两层的万向轴座,上层为法兰大口定位万向轴座,下层为大套小口定位万向轴座,两者分别被法兰大口固定装置和大套小口固定装置固定安装在法兰的上下两个端面,并在两个轴座之间采用连接装置固定,所述的旋转装置包括有法兰大口旋转杆,法兰大口旋转杆一端连接在法兰大口定位万向轴座的万向轴上,并可绕万向轴座自由旋转,其另一端连接在自动埋弧焊机上,并可带动自动埋弧焊机沿法兰圆周