
高炉风口法兰标高测量方法.pdf

书生****22

1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉风口法兰标高测量方法.pdf
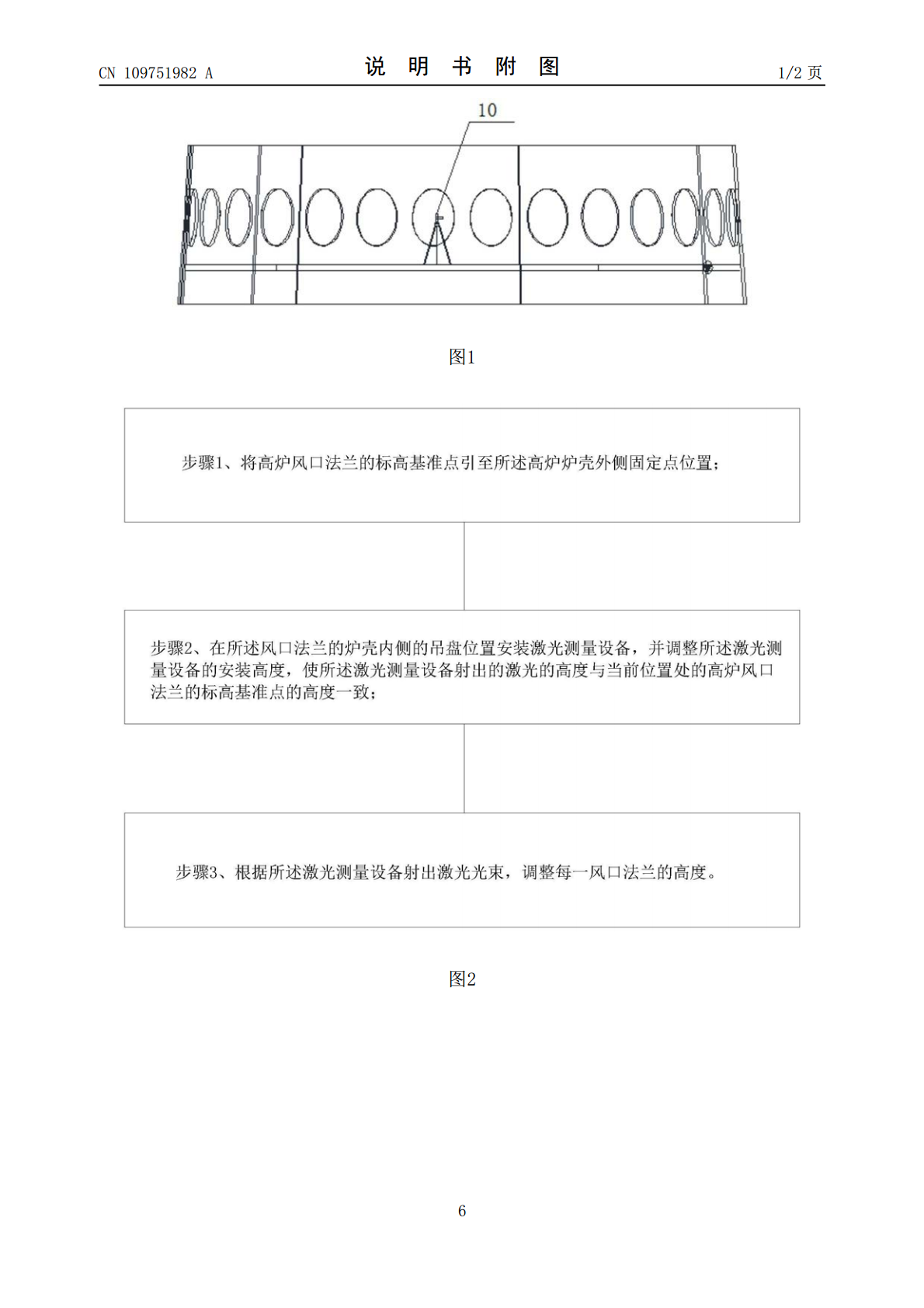
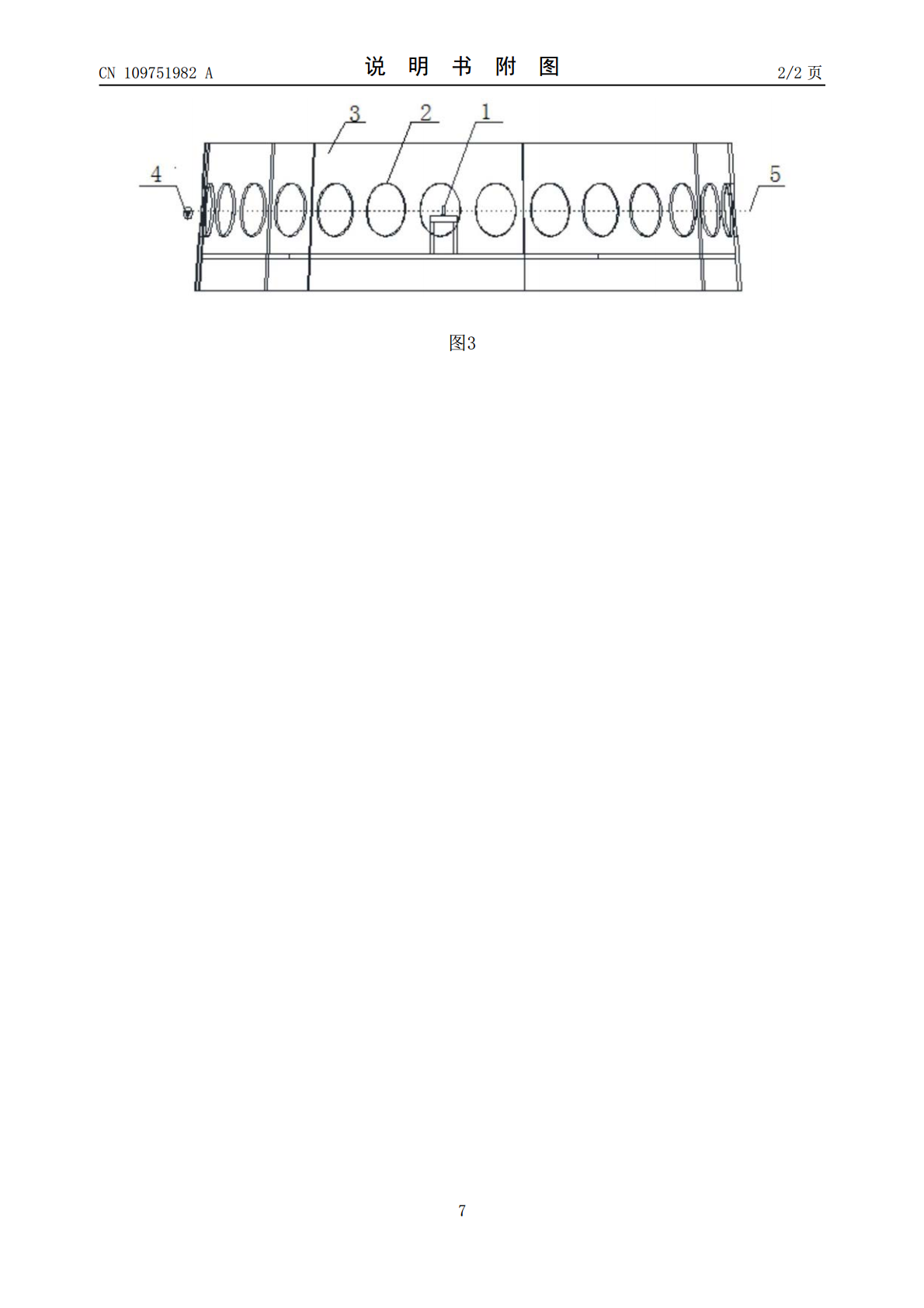
本发明提供了一种高炉风口法兰标高测量方法,所述高炉风口法兰标高测量方法包括以下步骤:步骤1、将高炉风口法兰的标高基准点引至所述高炉炉壳外侧固定点位置;步骤2、在所述风口法兰的炉壳内侧的吊盘位置安装激光测量设备,并调整所述激光测量设备的安装高度,使所述激光测量设备射出的激光的高度与当前位置处的高炉风口法兰的标高基准点的高度一致;步骤3、根据所述激光测量设备射出激光光束,调整每一风口法兰的高度,其具有简化的测量步骤,可以显著提高高炉风口法兰的标高测量准度,有效提高高炉风口法兰的安装效率,同时降低人工节省工时。

大型高炉风口法兰离线安装方法.pdf
本发明提供了一种大型高炉风口法兰离线安装方法,属于冶金机械技术领域,包括以下步骤:S1、分块制作炉壳,割除风口区炉壳板,完成预拼装;S2、在风口带炉壳内焊接临时拉撑;S3、将风口带炉壳吊至组装平台,风口开孔的周向焊接调整定位装置;S4、将风口法兰吊装至风口区域;将风口法兰固定在风口区域并焊接风口法兰;S5、将风口带炉壳与下方炉壳焊接,并拆除临时拉撑。本发明提供的大型高炉风口法兰离线安装方法,实现了风口法兰的离线安装,使风口带在工厂里安装完成,克服了施工现场场地狭小的问题,确保了风口法兰的焊接质量和安装精度
一种大型高炉风口法兰焊接方法.pdf
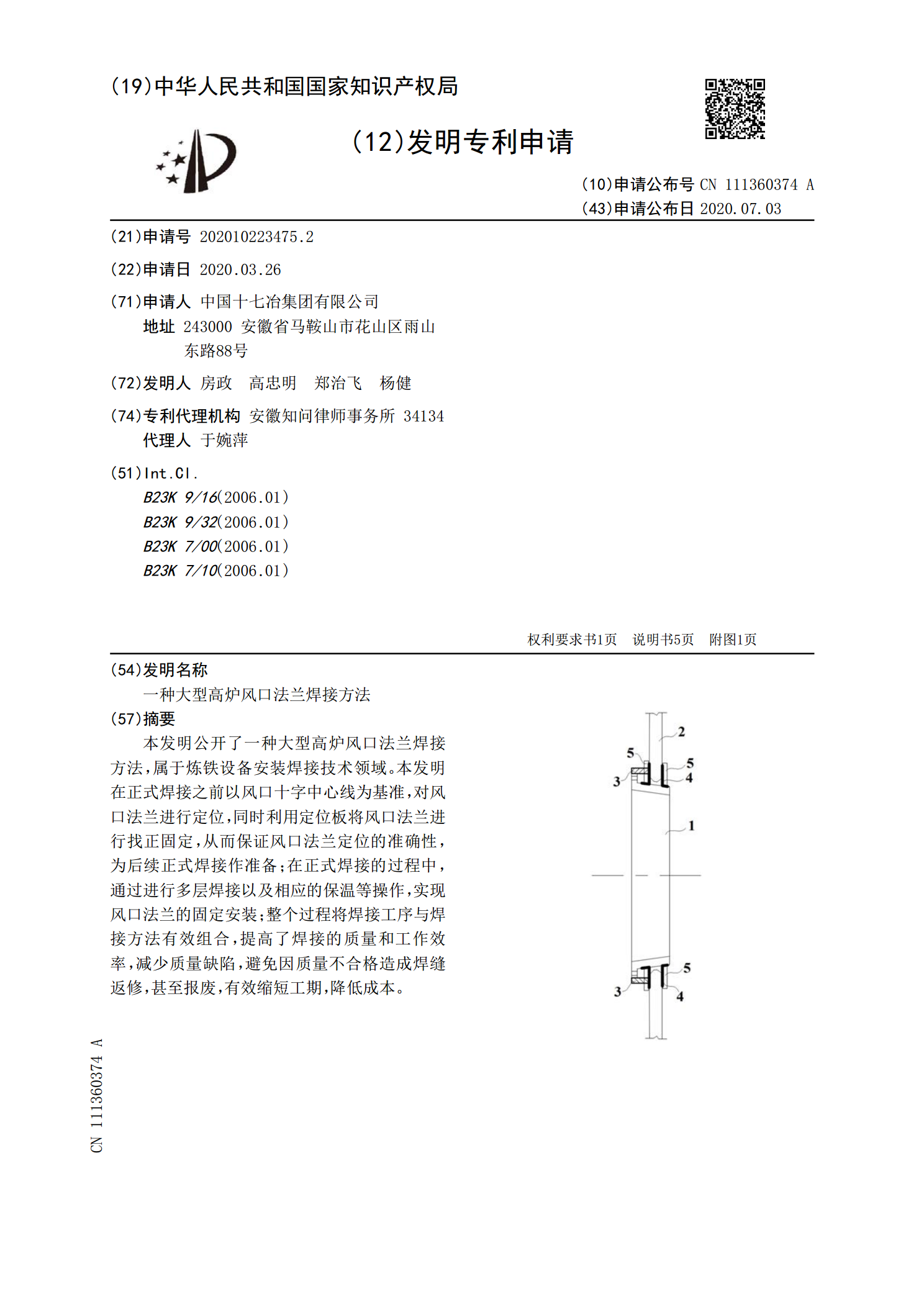
本发明公开了一种大型高炉风口法兰焊接方法,属于炼铁设备安装焊接技术领域。本发明在正式焊接之前以风口十字中心线为基准,对风口法兰进行定位,同时利用定位板将风口法兰进行找正固定,从而保证风口法兰定位的准确性,为后续正式焊接作准备;在正式焊接的过程中,通过进行多层焊接以及相应的保温等操作,实现风口法兰的固定安装;整个过程将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,避免因质量不合格造成焊缝返修,甚至报废,有效缩短工期,降低成本。
高炉炉壳风口法兰孔平板开孔方法.pdf
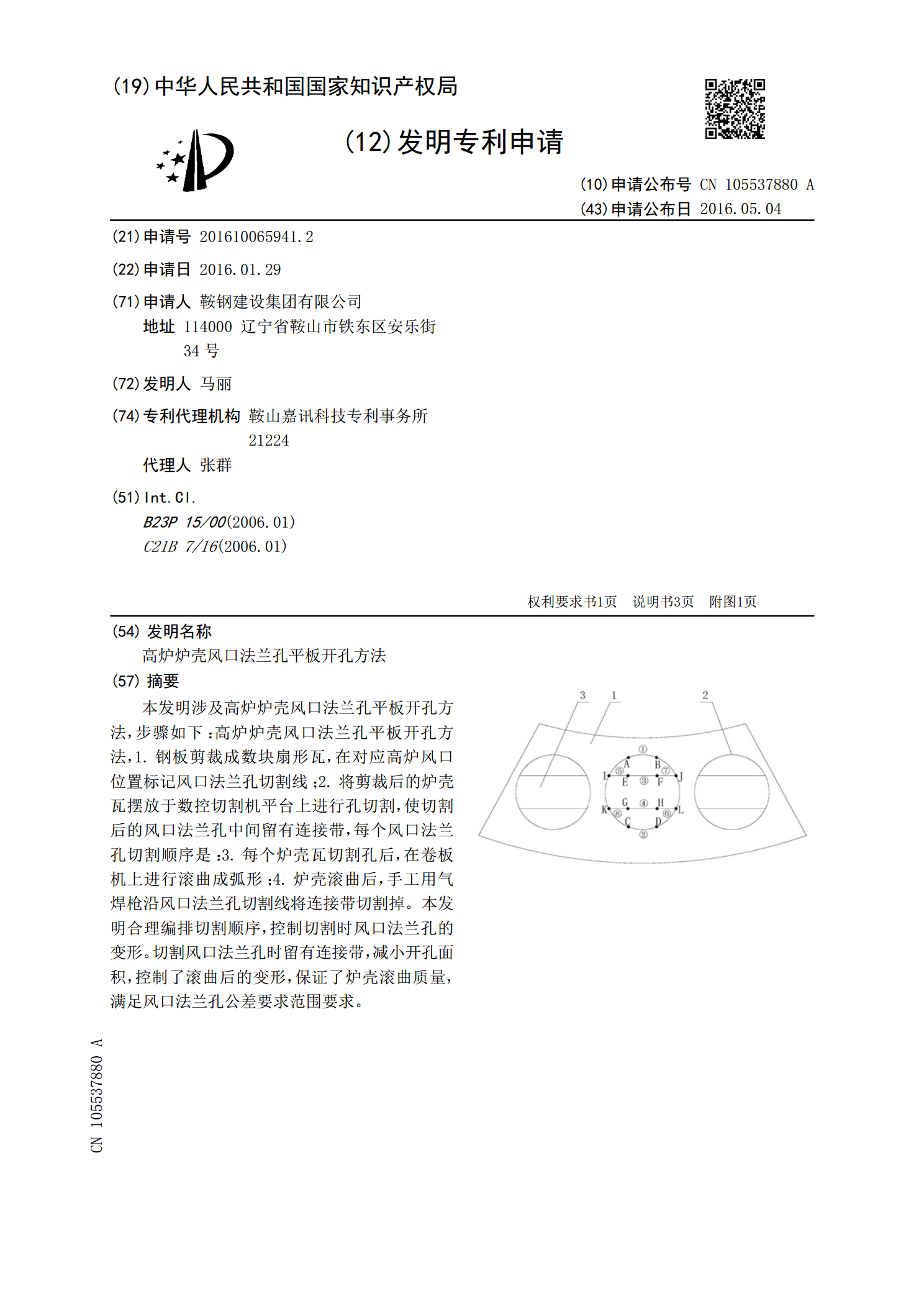
本发明涉及高炉炉壳风口法兰孔平板开孔方法,步骤如下:高炉炉壳风口法兰孔平板开孔方法,1.钢板剪裁成数块扇形瓦,在对应高炉风口位置标记风口法兰孔切割线;2.将剪裁后的炉壳瓦摆放于数控切割机平台上进行孔切割,使切割后的风口法兰孔中间留有连接带,每个风口法兰孔切割顺序是:3.每个炉壳瓦切割孔后,在卷板机上进行滚曲成弧形;4.炉壳滚曲后,手工用气焊枪沿风口法兰孔切割线将连接带切割掉。本发明合理编排切割顺序,控制切割时风口法兰孔的变形。切割风口法兰孔时留有连接带,减小开孔面积,控制了滚曲后的变形,保证了炉壳滚曲质量
高炉风口中套偏移角度的测量方法.pdf
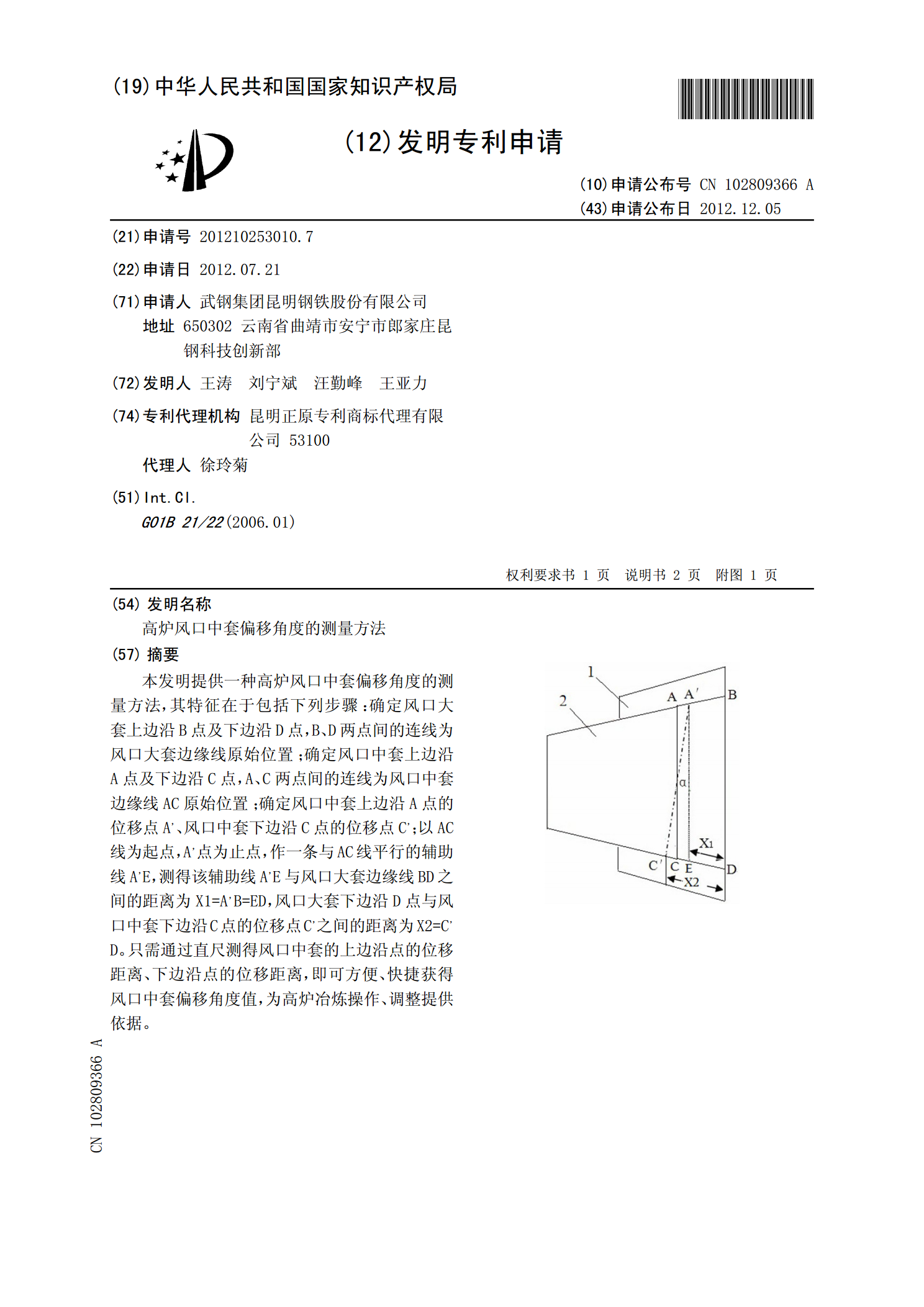
本发明提供一种高炉风口中套偏移角度的测量方法,其特征在于包括下列步骤:确定风口大套上边沿B点及下边沿D点,B、D两点间的连线为风口大套边缘线原始位置;确定风口中套上边沿A点及下边沿C点,A、C两点间的连线为风口中套边缘线AC原始位置;确定风口中套上边沿A点的位移点A,、风口中套下边沿C点的位移点C,;以AC线为起点,A,点为止点,作一条与AC线平行的辅助线A,E,测得该辅助线A,E与风口大套边缘线BD之间的距离为X1=A,B=ED,风口大套下边沿D点与风口中套下边沿C点的位移点C,之间的距离为X2=C,D