
高炉法兰焊接装置和方法.pdf

新月****姐a

1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉法兰焊接装置和方法.pdf
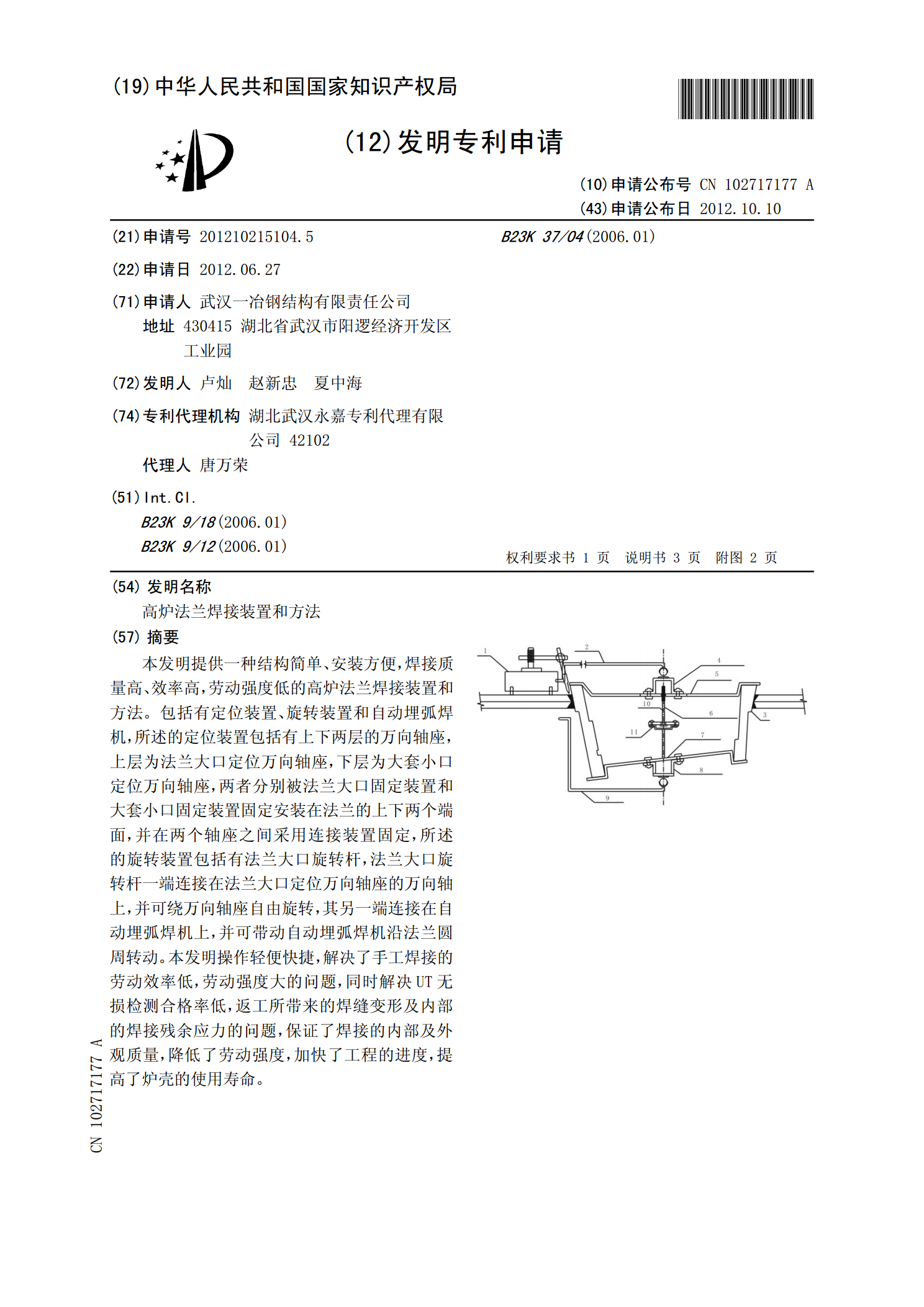
本发明提供一种结构简单、安装方便,焊接质量高、效率高,劳动强度低的高炉法兰焊接装置和方法。包括有定位装置、旋转装置和自动埋弧焊机,所述的定位装置包括有上下两层的万向轴座,上层为法兰大口定位万向轴座,下层为大套小口定位万向轴座,两者分别被法兰大口固定装置和大套小口固定装置固定安装在法兰的上下两个端面,并在两个轴座之间采用连接装置固定,所述的旋转装置包括有法兰大口旋转杆,法兰大口旋转杆一端连接在法兰大口定位万向轴座的万向轴上,并可绕万向轴座自由旋转,其另一端连接在自动埋弧焊机上,并可带动自动埋弧焊机沿法兰圆周
一种高炉炉顶法兰就位和焊接的施工方法.pdf
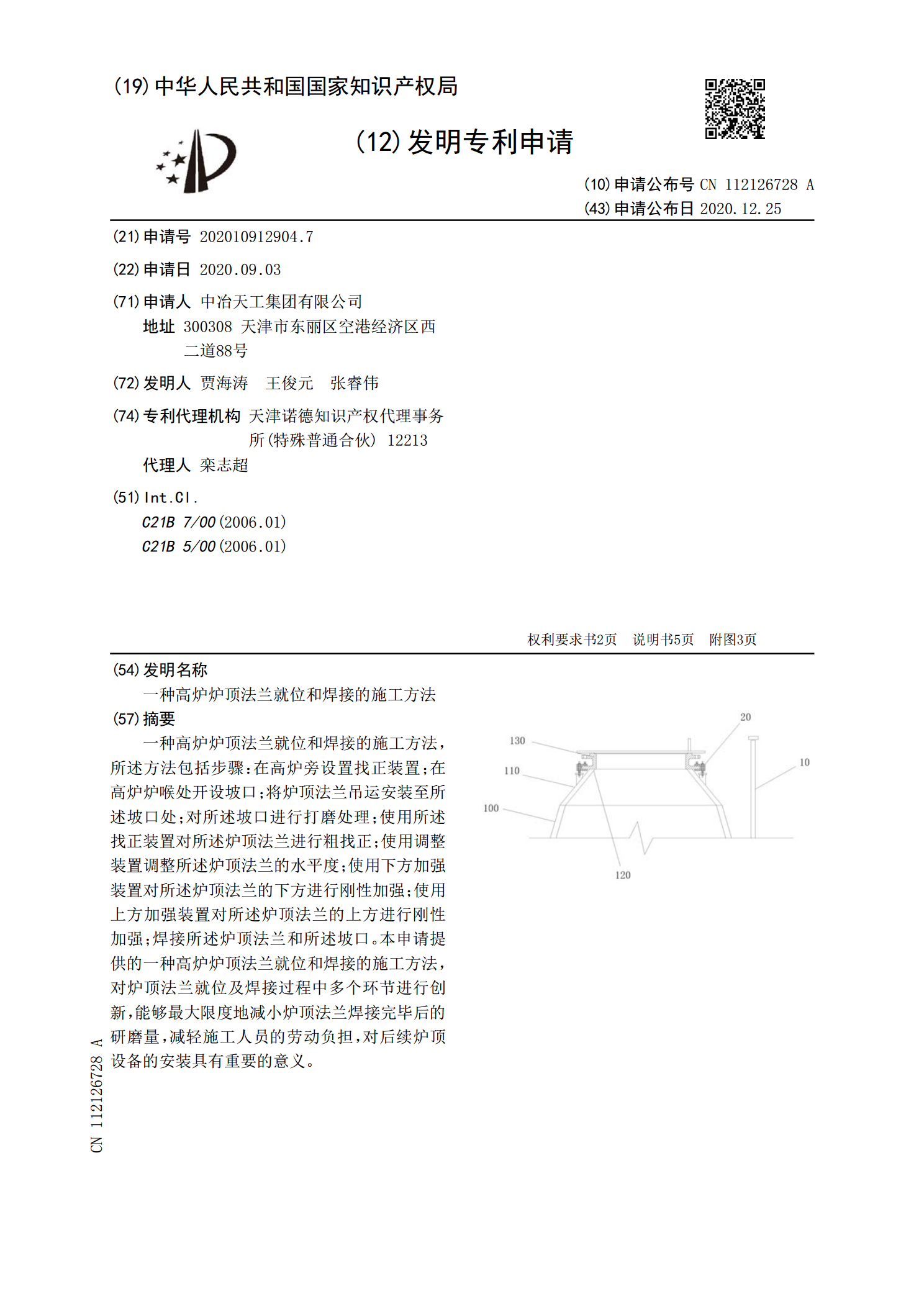
一种高炉炉顶法兰就位和焊接的施工方法,所述方法包括步骤:在高炉旁设置找正装置;在高炉炉喉处开设坡口;将炉顶法兰吊运安装至所述坡口处;对所述坡口进行打磨处理;使用所述找正装置对所述炉顶法兰进行粗找正;使用调整装置调整所述炉顶法兰的水平度;使用下方加强装置对所述炉顶法兰的下方进行刚性加强;使用上方加强装置对所述炉顶法兰的上方进行刚性加强;焊接所述炉顶法兰和所述坡口。本申请提供的一种高炉炉顶法兰就位和焊接的施工方法,对炉顶法兰就位及焊接过程中多个环节进行创新,能够最大限度地减小炉顶法兰焊接完毕后的研磨量,减轻施
一种大型高炉风口法兰焊接方法.pdf
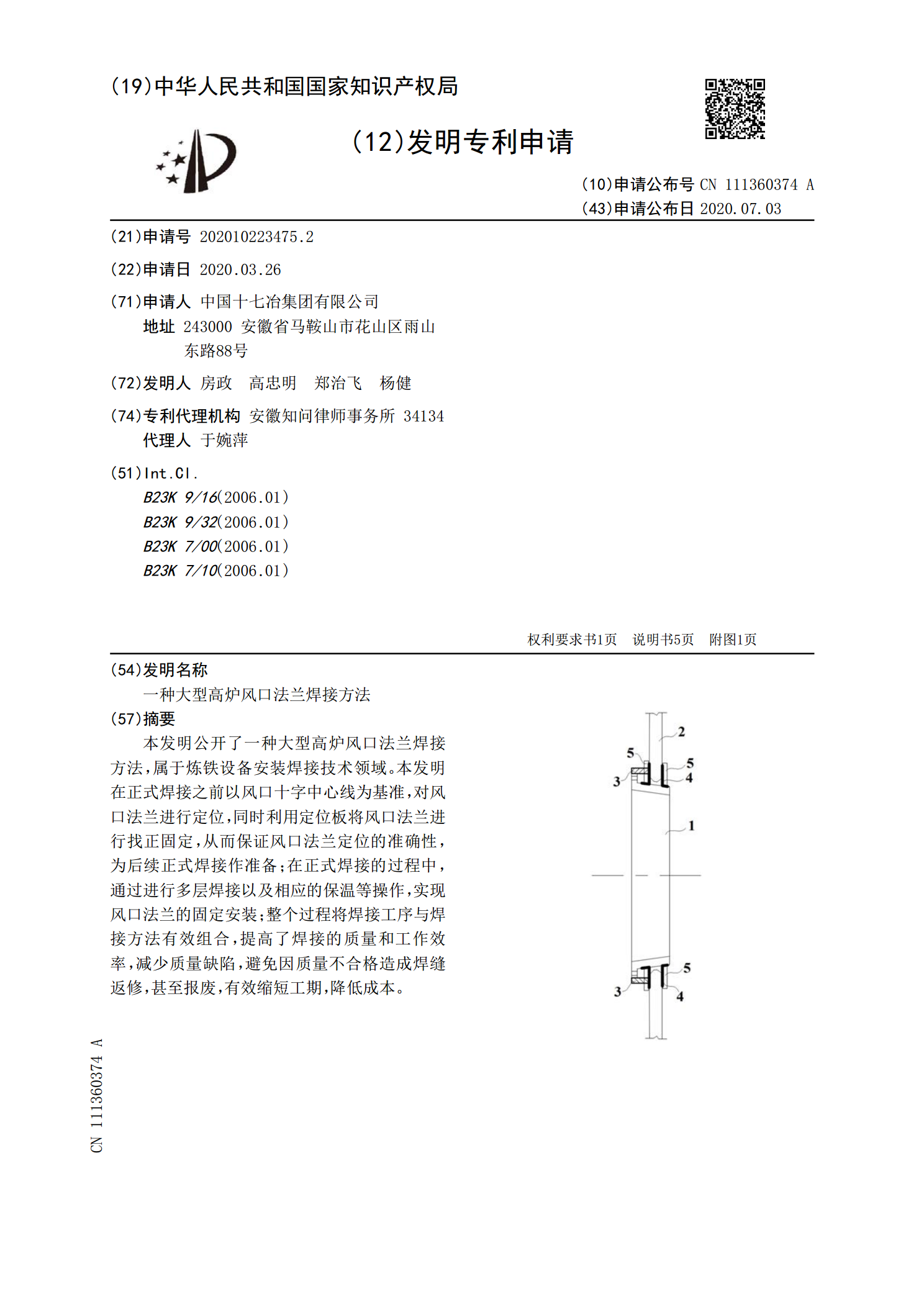
本发明公开了一种大型高炉风口法兰焊接方法,属于炼铁设备安装焊接技术领域。本发明在正式焊接之前以风口十字中心线为基准,对风口法兰进行定位,同时利用定位板将风口法兰进行找正固定,从而保证风口法兰定位的准确性,为后续正式焊接作准备;在正式焊接的过程中,通过进行多层焊接以及相应的保温等操作,实现风口法兰的固定安装;整个过程将焊接工序与焊接方法有效组合,提高了焊接的质量和工作效率,减少质量缺陷,避免因质量不合格造成焊缝返修,甚至报废,有效缩短工期,降低成本。

一种法兰双面自动焊接装置及法兰双面焊接方法.pdf
本发明公开一种法兰双面自动焊接装置及法兰双面焊接方法,该法兰双面自动焊接装置,包括有用于承载管子并能使管子沿径向转动的管子旋转轮组件,其特征在于:在所述管子旋转轮组件两侧上分别设有能对套设在管子端部上的法兰内外两面同时进行焊接的焊接小车机构,在所述管子旋转轮组件一侧上设有当法兰被焊接一周时能控制焊接小车机构和管子旋转轮组件停止工作的旋转限位开关机构及焊接时的烟雾处理。本发明结构简单,操作方便,生产效率高;减少施工人员的身体伤害及提高环境保护、产品质量,减低企业的运行成本,减少人工打磨、节省易耗品及资源,提

一种高炉炉顶法兰找正装置及方法.pdf
一种高炉炉顶法兰找正装置及方法,所述装置包括:法兰连接组件,用于与炉顶法兰连接;所述法兰连接组件与所述炉顶法兰连接;靶板固定组件,用于承载靶板;所述靶板固定组件与所述法兰连接组件连接;观察组件,用于观察所述靶板;所述观察组件设置于所述法兰连接组件上,且位于所述靶板正上方。本申请提供的一种高炉炉顶法兰找正装置及方法,能够通过外界电子设备实时显示法兰中心偏差值,便于调整法兰位置,且调整精度有极大的提高;避免了传统方法中使用挂钢线的固定架和操作平台,措施投入少,安全性提高;找正的最终数值可以形成图片储存,直观性