
炉底辊耐高温耐腐蚀涂层制备工艺.pdf

是雁****找我

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炉底辊耐高温耐腐蚀涂层制备工艺.pdf
本发明公开了一种炉底辊耐高温耐腐蚀涂层制备工艺,包括以下步骤:1)在辊体表面采用爆炸喷涂工艺喷涂M铬铝钇MCrAlY、镍铝NiAl或镍铬铝NiCrAl合金粉末材料;2)将钼粉、硼粉粉末、B粉、Cr粉均匀混合;3)在一定温度下烧结,对得到的粉末进行破碎、振动球磨24小时;4)将粉末进行喷雾干燥制粒,选择合适的温度烧结;5)采用超音速喷涂工艺喷涂步骤4)制备的粒子,形成热喷涂涂层。采用本发明制造的炉底辊耐高温,耐腐蚀,使用寿命长。
一种防结瘤耐高温炉底辊涂层.pdf
本发明提供了一种防结瘤耐高温炉底辊涂层,所述涂层包括打底层,所述打底层包括质量百分比如下的成分:Co:35-63%,Cr:20-30%,Ta:10-20%,Al:5-10%,y:2-5%。本发明通过对炉底辊辊身实施爆炸法喷涂金属陶瓷材料,改变该炉辊辊身表面的特性,对辊身“结瘤”有较好的预防作用,并提高炉辊耐高温寿命。
耐高温耐磨型炉底辊.pdf
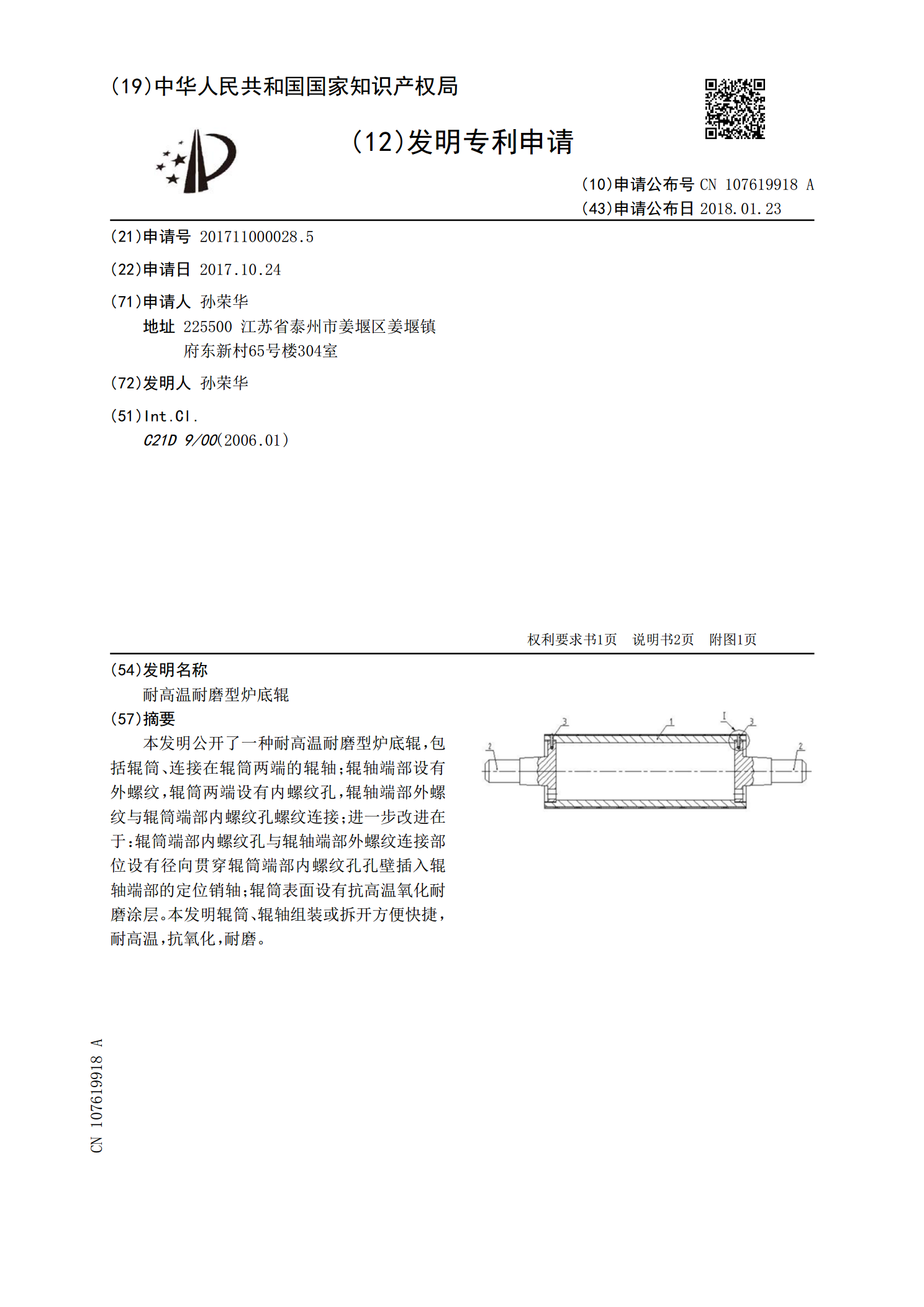
本发明公开了一种耐高温耐磨型炉底辊,包括辊筒、连接在辊筒两端的辊轴;辊轴端部设有外螺纹,辊筒两端设有内螺纹孔,辊轴端部外螺纹与辊筒端部内螺纹孔螺纹连接;进一步改进在于:辊筒端部内螺纹孔与辊轴端部外螺纹连接部位设有径向贯穿辊筒端部内螺纹孔孔壁插入辊轴端部的定位销轴;辊筒表面设有抗高温氧化耐磨涂层。本发明辊筒、辊轴组装或拆开方便快捷,耐高温,抗氧化,耐磨。
耐高温水冷炉底辊.pdf
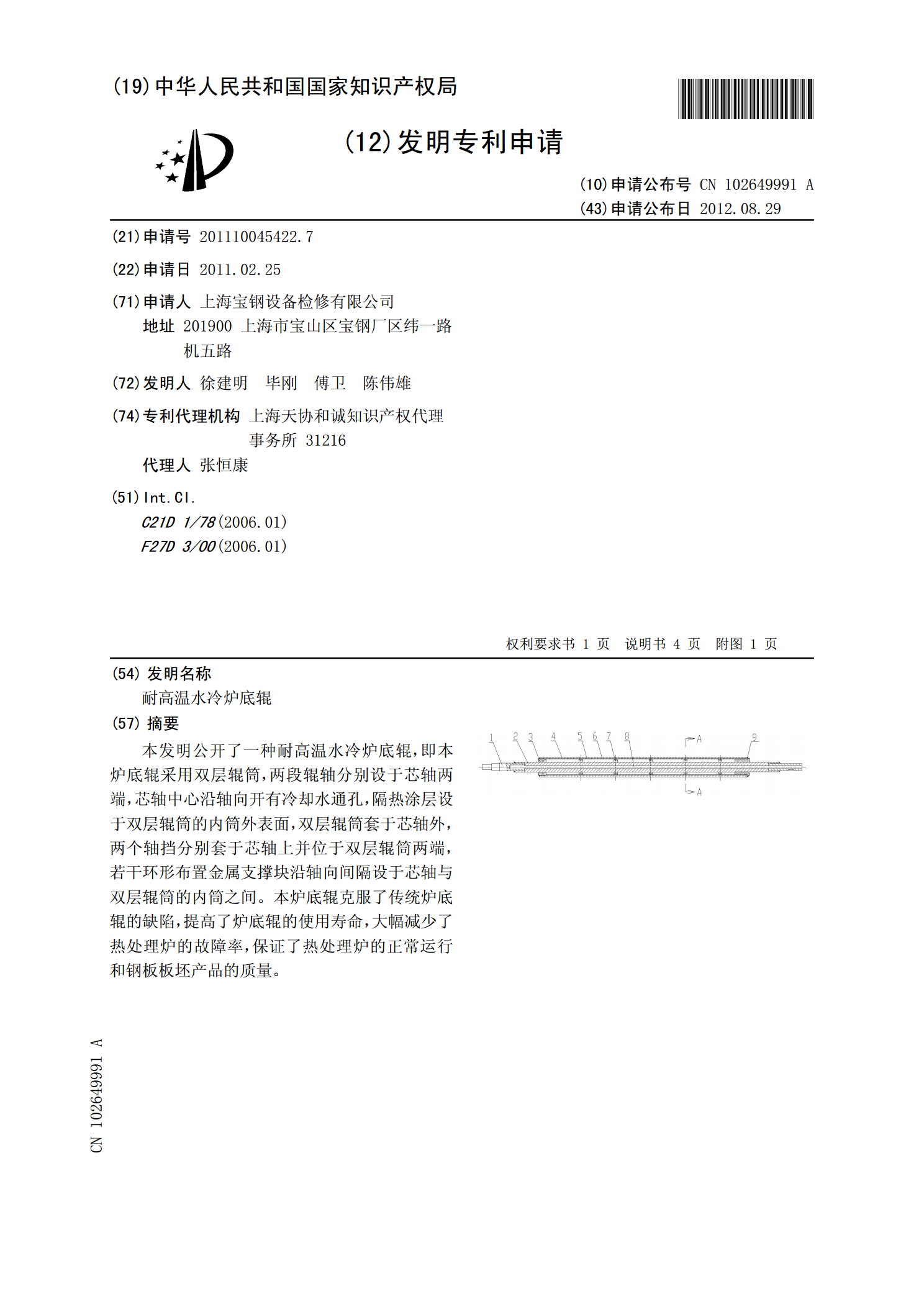
本发明公开了一种耐高温水冷炉底辊,即本炉底辊采用双层辊筒,两段辊轴分别设于芯轴两端,芯轴中心沿轴向开有冷却水通孔,隔热涂层设于双层辊筒的内筒外表面,双层辊筒套于芯轴外,两个轴挡分别套于芯轴上并位于双层辊筒两端,若干环形布置金属支撑块沿轴向间隔设于芯轴与双层辊筒的内筒之间。本炉底辊克服了传统炉底辊的缺陷,提高了炉底辊的使用寿命,大幅减少了热处理炉的故障率,保证了热处理炉的正常运行和钢板板坯产品的质量。

耐腐蚀增强型炉底辊.pdf
本发明公开了一种耐腐蚀增强型炉底辊,包括辊筒、连接在辊筒两端的辊轴;辊轴插入辊筒端部,形成配合并固定连接;两端辊轴之间的辊筒壁厚越接近辊筒轴向中心线越厚;进一步改进在于:辊筒的内壁轴向截面为圆弧形曲面;辊筒外壁设有金属陶瓷涂层;金属陶瓷涂层包括喷涂在辊筒外壁上的打底层、喷涂在打底层上的工作层、喷涂在工作层的封闭层;辊筒、辊轴配合部位设有两根径向贯穿辊筒、辊轴配合部位的定位销轴,其中的一根定位销轴部分贯穿另一根定位销轴。本发明结构强度高,耐高温,耐腐蚀,热膨胀小,化学稳定性好,高温性能稳定,不变形,耐磨性好