
一种耐腐蚀热冲压件的制造方法及装置.pdf

努力****振宇


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐腐蚀热冲压件的制造方法及装置.pdf
本发明公开了一种耐腐蚀热冲压件的制造方法以及装置,所述制造方法包括以下步骤:将不带有涂镀层的裸钢板落料为预成形的坯料;将所述坯料加热到AC3以上,使所述坯料奥氏体化;将奥氏体化的所述坯料转移至模具中进行热冲压以得到成型构件,其中成型构件的形状与最终产品的零件相近;去除成型构件表面的氧化皮;对去除氧化皮后的成型构件进行电镀,使成型构件的表面具有锌镀层或锌合金镀层。通过本发明获得的热冲压成型构件具有良好的耐腐蚀镀层,从而使该成型构件具备在其服役期间的优异防腐蚀性能。
一种耐腐蚀热冲压件的制造方法及装置.pdf
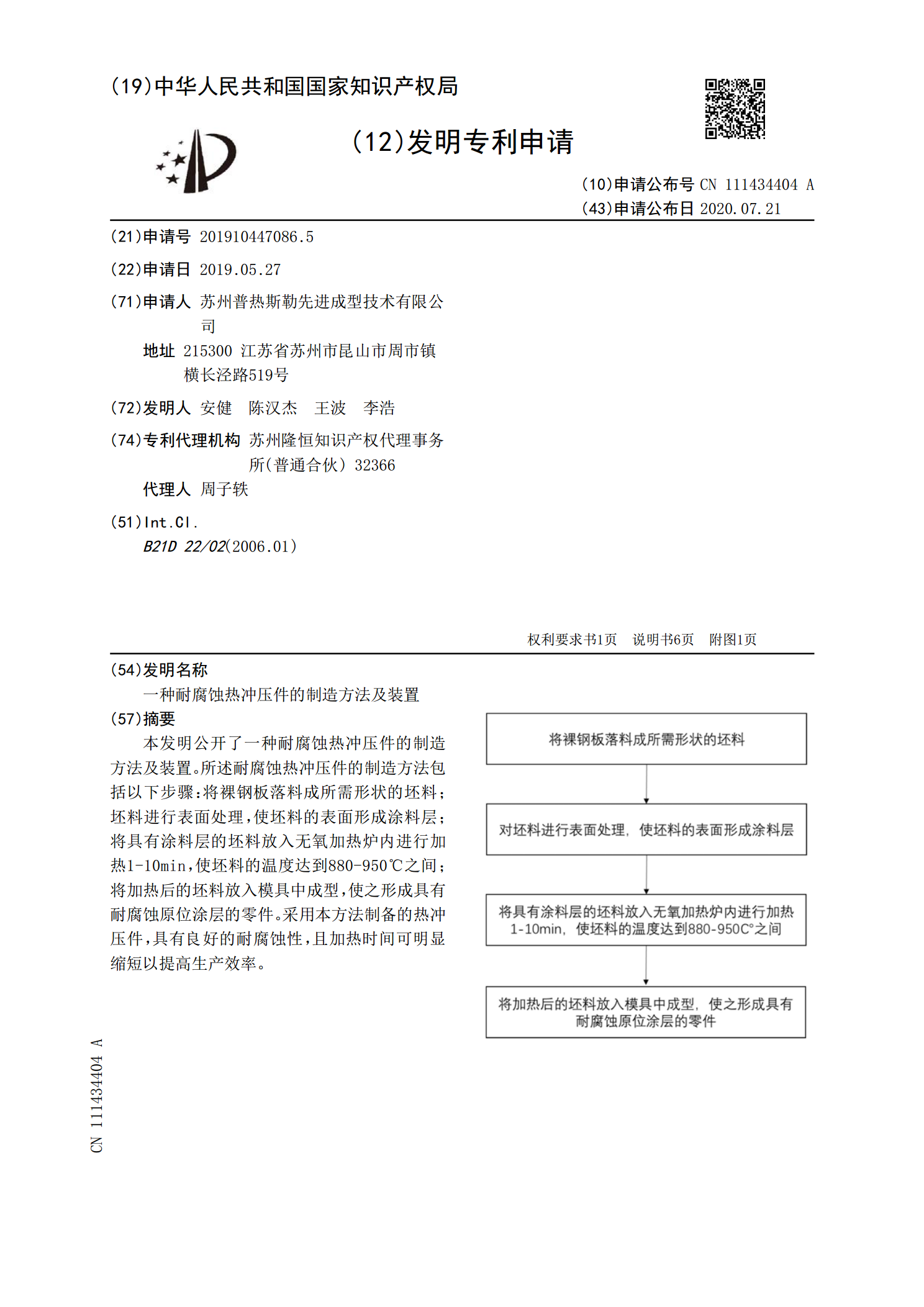
本发明公开了一种耐腐蚀热冲压件的制造方法及装置。所述耐腐蚀热冲压件的制造方法包括以下步骤:将裸钢板落料成所需形状的坯料;坯料进行表面处理,使坯料的表面形成涂料层;将具有涂料层的坯料放入无氧加热炉内进行加热1‑10min,使坯料的温度达到880‑950℃之间;将加热后的坯料放入模具中成型,使之形成具有耐腐蚀原位涂层的零件。采用本方法制备的热冲压件,具有良好的耐腐蚀性,且加热时间可明显缩短以提高生产效率。

一种热冲压件的制备方法及装置.pdf
本发明公开了一种热冲压件的制备方法及装置。所述热冲压件的制备方法包括以下步骤:将裸钢板落料成坯料;将坯料放入无氧加热炉内进行加热至880‑950℃之间;在无氧加热炉内对加热完成的坯料进行粉末喷涂,使之形成表面具有涂层的坯料;将表面具有涂层的坯料放入模具中进行热冲压成型,使之形成热冲压件。采用本发明的方法制备的热冲压件,具有良好的耐氧化、耐腐蚀性能,且本方法能提高坯料的加热速率的同时,降低加热炉辊受到侵蚀的风险。

一种裸板补丁的热冲压件的制造方法.pdf
本发明公开了一种裸板补丁的热冲压件的制造方法,包括对无涂层的钢板进行落料获得主料片和补丁料片、对主料片和/或补丁料片设置具有耐腐蚀性能的金属材料并贴紧、将贴紧后的主料片和补丁料片点焊连接后依次进行加热和热冲压成形以获得具有补丁增强结构的热冲压件。本发明提供的制造方法能使热冲压件主料片和补丁料片的结合处形成耐腐蚀过渡层,并且该方法采用无涂层钢板为生产板材,可以解决无涂层钢在电泳过程中电泳液无法渗入补丁件和主零件的贴合面从而导致无耐腐蚀性能的问题。另外,该制造方法相较于直接使用涂层钢板进行热冲压加工的方式,易

一种表面含锰基涂层的热冲压件的制造方法.pdf
本发明公开了一种表面含锰基涂层的热冲压件的制造方法,包括以下步骤:在钢板坯料的表面涂覆锰基材料,以形成第一涂层;在具有所述第一涂层的钢板坯料上涂覆耐高温氧化材料,以形成第二涂层;将表面具有双层涂层的钢板坯料置于无氧气氛环境下进行奥氏体化加热,所述耐高温氧化材料经过加热后在所述第一涂层的表面形成抗氧化层;将奥氏体化的所述钢板坯料进行热冲压成型加工,以获得表面含锰基涂层的热冲压件。该制造方法能够获得的热冲压件具有较好的耐腐蚀性,另外能够防止锰基涂层氧化。