
一种高强镁合金大型薄壁铸件热处理工艺.pdf

淑然****by

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强镁合金大型薄壁铸件热处理工艺.pdf
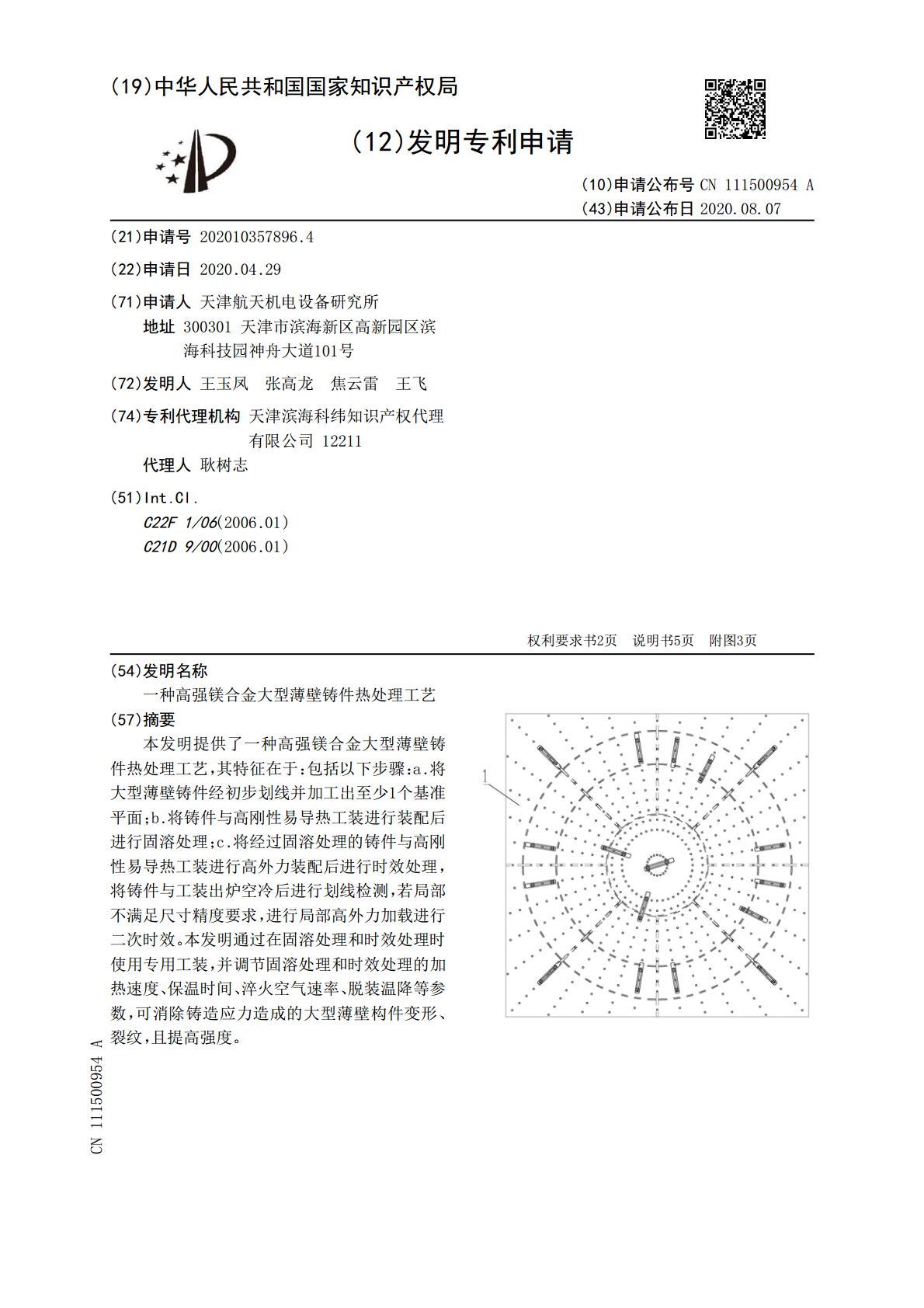
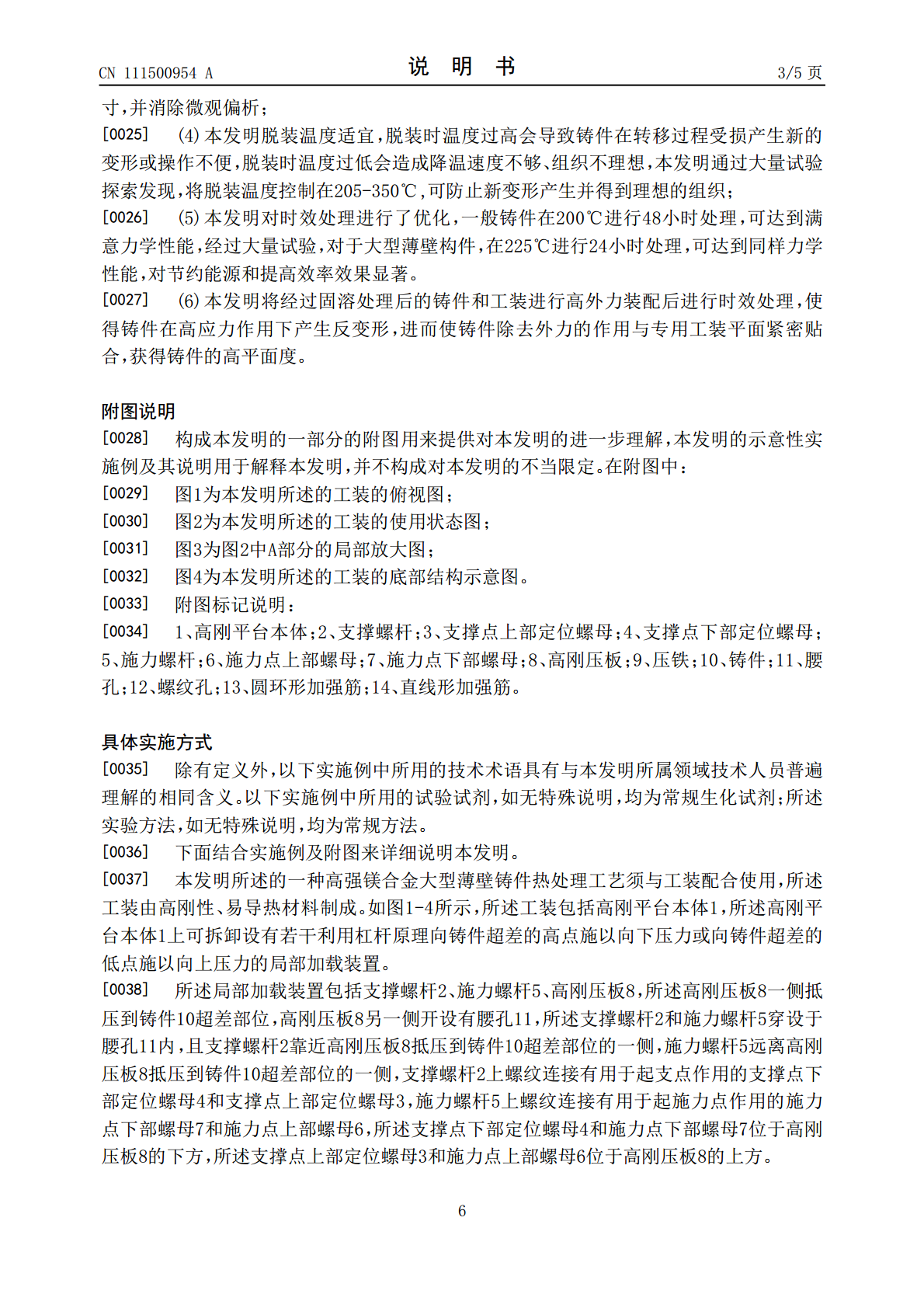
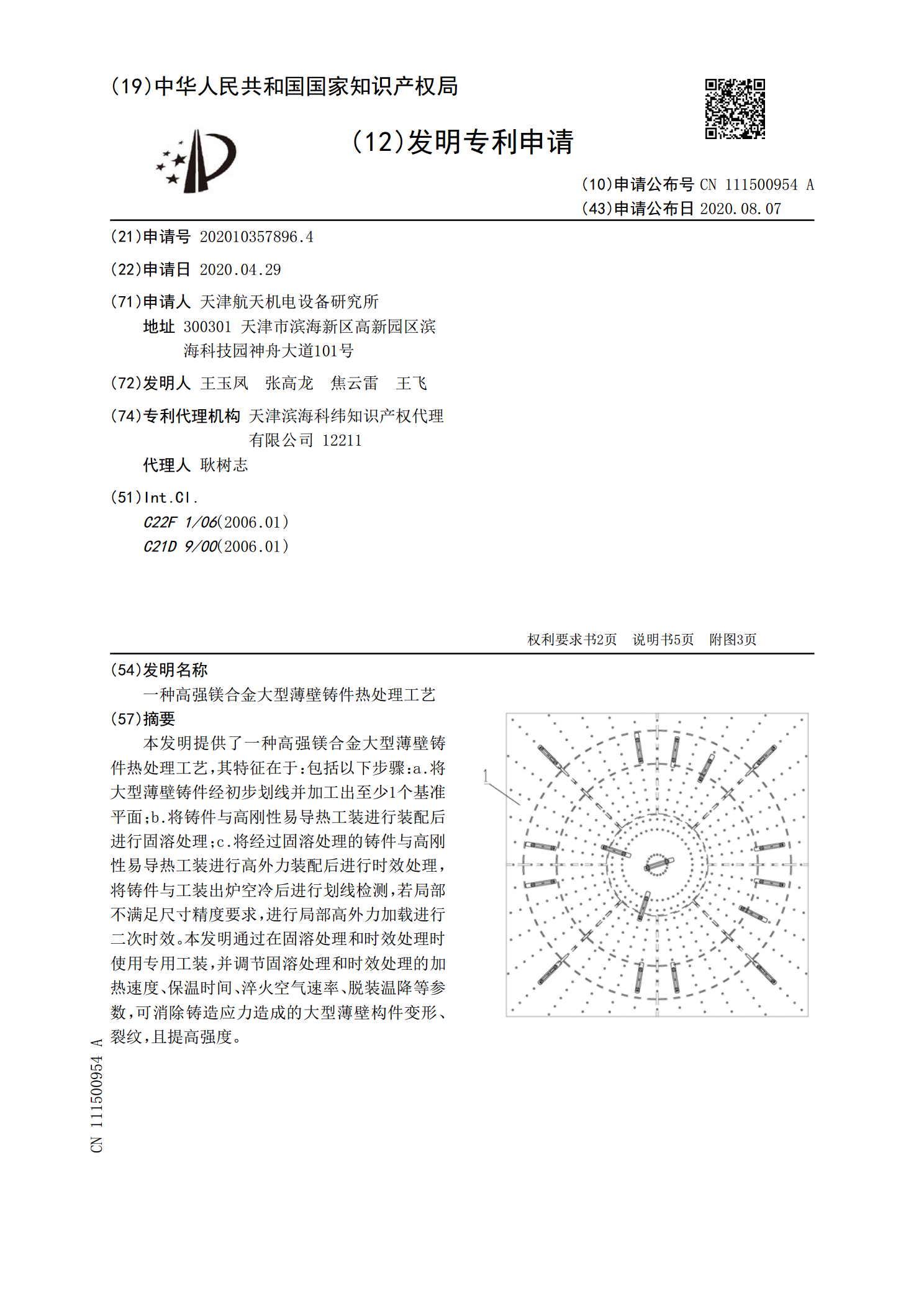
本发明提供了一种高强镁合金大型薄壁铸件热处理工艺,其特征在于:包括以下步骤:a.将大型薄壁铸件经初步划线并加工出至少1个基准平面;b.将铸件与高刚性易导热工装进行装配后进行固溶处理;c.将经过固溶处理的铸件与高刚性易导热工装进行高外力装配后进行时效处理,将铸件与工装出炉空冷后进行划线检测,若局部不满足尺寸精度要求,进行局部高外力加载进行二次时效。本发明通过在固溶处理和时效处理时使用专用工装,并调节固溶处理和时效处理的加热速度、保温时间、淬火空气速率、脱装温降等参数,可消除铸造应力造成的大型薄壁构件变形、裂

一种镁合金铸件真空热处理工艺.pdf
本发明公开了一种镁合金铸件真空热处理工艺,该工艺先抽真空,抽真空后,炉膛内部无氧分子存在,再充入高纯惰性气体,并使惰性气体压力略高于大气压,保证炉膛外的空气不能进入炉膛,然后进行热处理,防止铸件氧化及燃烧。本发明无需使用六氟化硫、二氧化硫及二氧化碳等气体,也不需要加入防止氧化的硫铁矿,进而在热处理过程中不会产生二氧化硫腐蚀性气体,能有效保护设备避免发射腐蚀的情况,且对操作者的健康和环境保护都起到保护作用,减少了大气污染,节能环保。
一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法.pdf
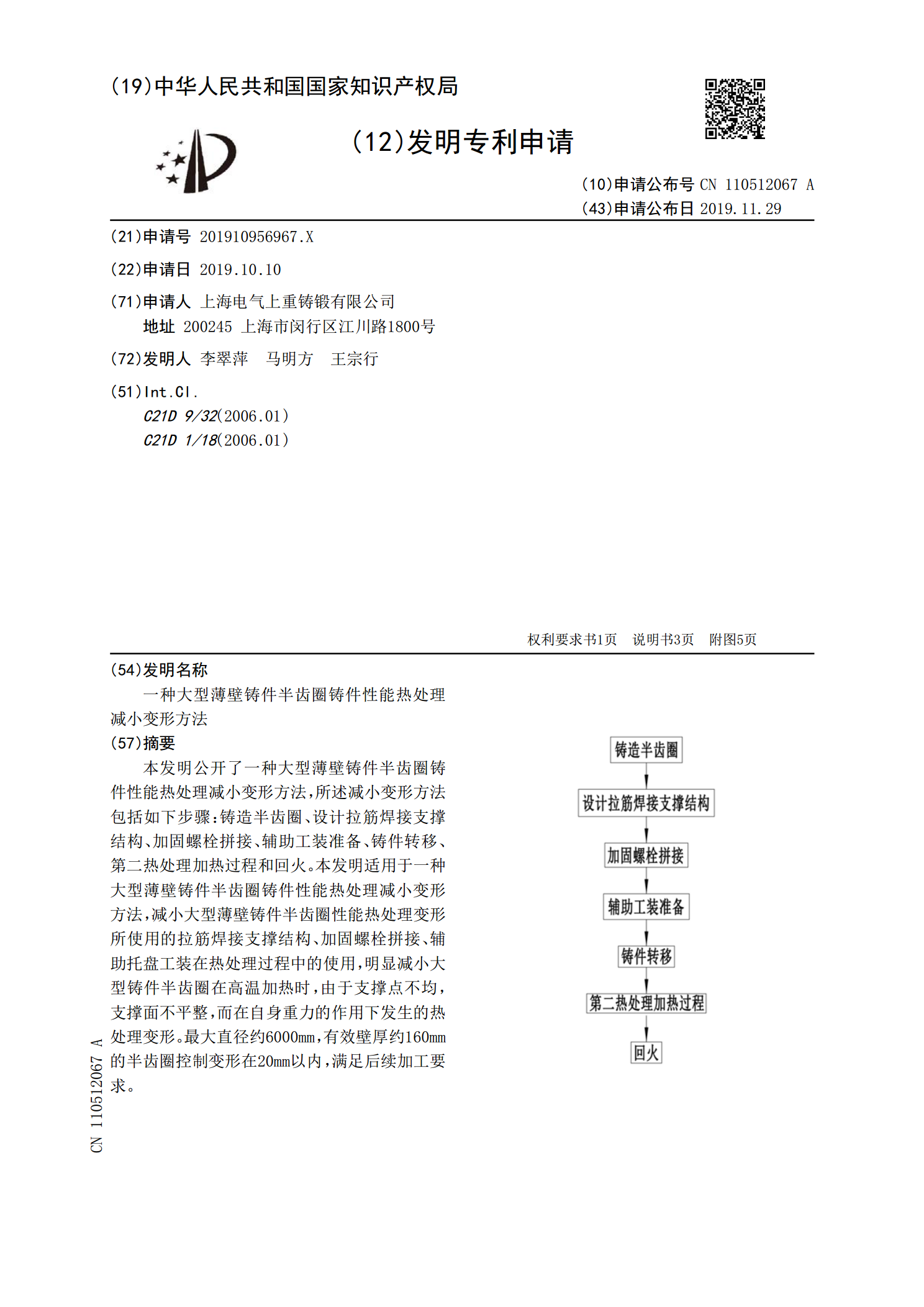
本发明公开了一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,所述减小变形方法包括如下步骤:铸造半齿圈、设计拉筋焊接支撑结构、加固螺栓拼接、辅助工装准备、铸件转移、第二热处理加热过程和回火。本发明适用于一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,减小大型薄壁铸件半齿圈性能热处理变形所使用的拉筋焊接支撑结构、加固螺栓拼接、辅助托盘工装在热处理过程中的使用,明显减小大型铸件半齿圈在高温加热时,由于支撑点不均,支撑面不平整,而在自身重力的作用下发生的热处理变形。最大直径约6000mm,有效壁厚约160mm
一种薄壁铝合金铸件的热处理工艺.pdf
本发明公开了一种薄壁铝合金铸件的热处理工艺,所述薄壁铝合金铸件为汽车车身框架铸件,其热处理工艺包括如下步骤:a、固溶处理:将汽车车身框架铸件放入加热炉内,升温至650±20℃,保温1-1.5小时,继续升温至900±20℃,保温2-2.5小时,冷却至200℃以下时出炉;b、时效处理:将固溶处理后的汽车车身框架铸件放入加热炉内,升温至600±20℃,保温3-4小时,然后冷却至500±20℃,再保温4-5小时,冷却至200℃以下时出炉。通过上述方式,本发明工艺简单易控,能有效提高铸件的强度及内在质量。

某型薄壁镁合金铸件铸造工艺设计.docx
某型薄壁镁合金铸件铸造工艺设计标题:某型薄壁镁合金铸件铸造工艺设计摘要:薄壁镁合金铸件具有重量轻、强度高、耐腐蚀性好等优点,在航空航天、汽车制造等领域得到广泛应用。本论文旨在设计某型薄壁镁合金铸件的铸造工艺,以实现铸造工艺的优化,保证铸件质量及性能。1.引言铸造是制造薄壁镁合金铸件的主要工艺之一,对于薄壁结构的铸造加工来说,需要考虑铸造工艺对铸件性能和形状的影响,并通过适当的工艺参数来控制铸造缺陷的发生。本文介绍了薄壁镁合金铸造的背景和意义,并分析了薄壁铸件在铸造过程中可能遇到的问题。2.材料选择与设计在