
一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法.pdf

努力****向丝

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法.pdf
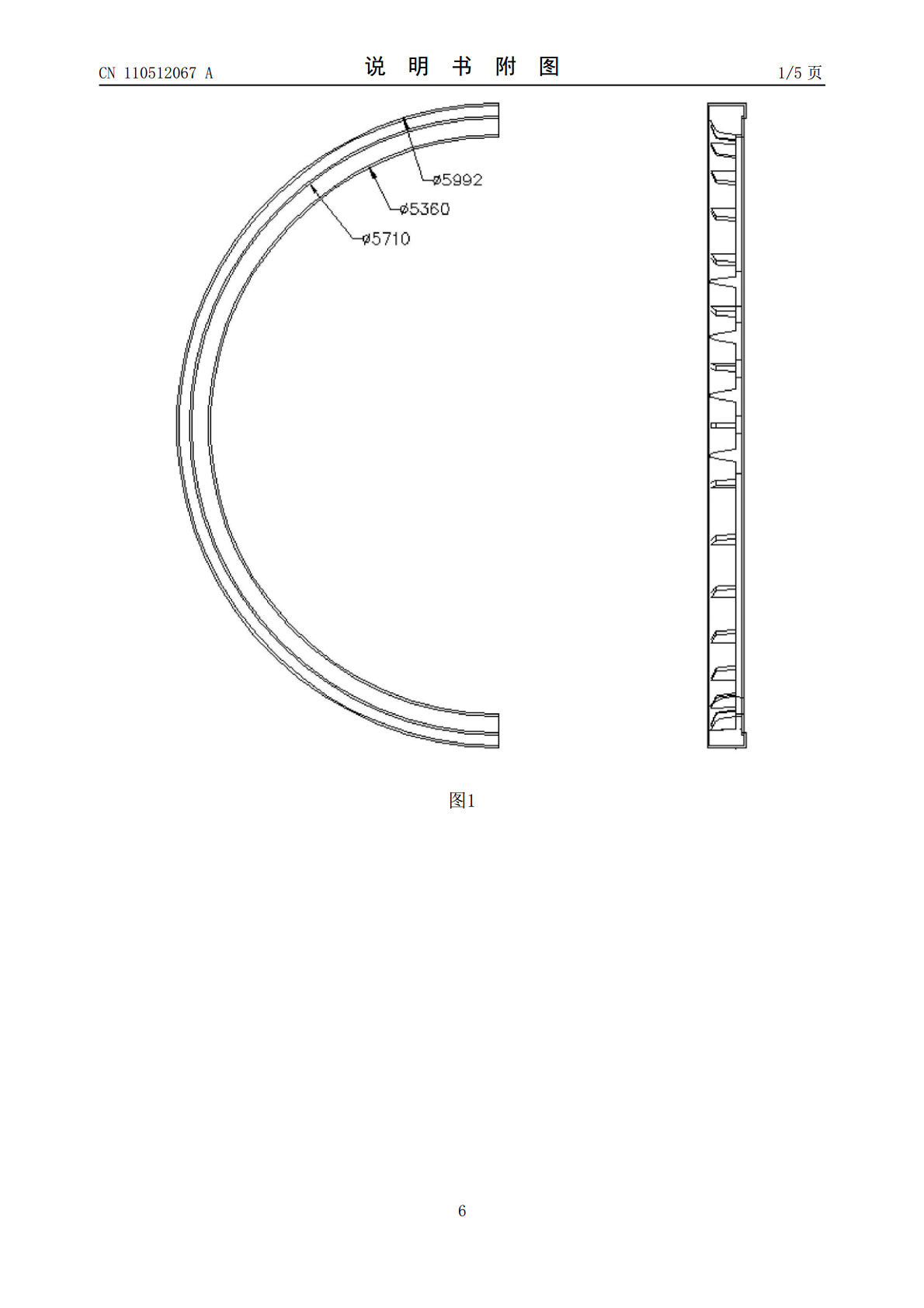
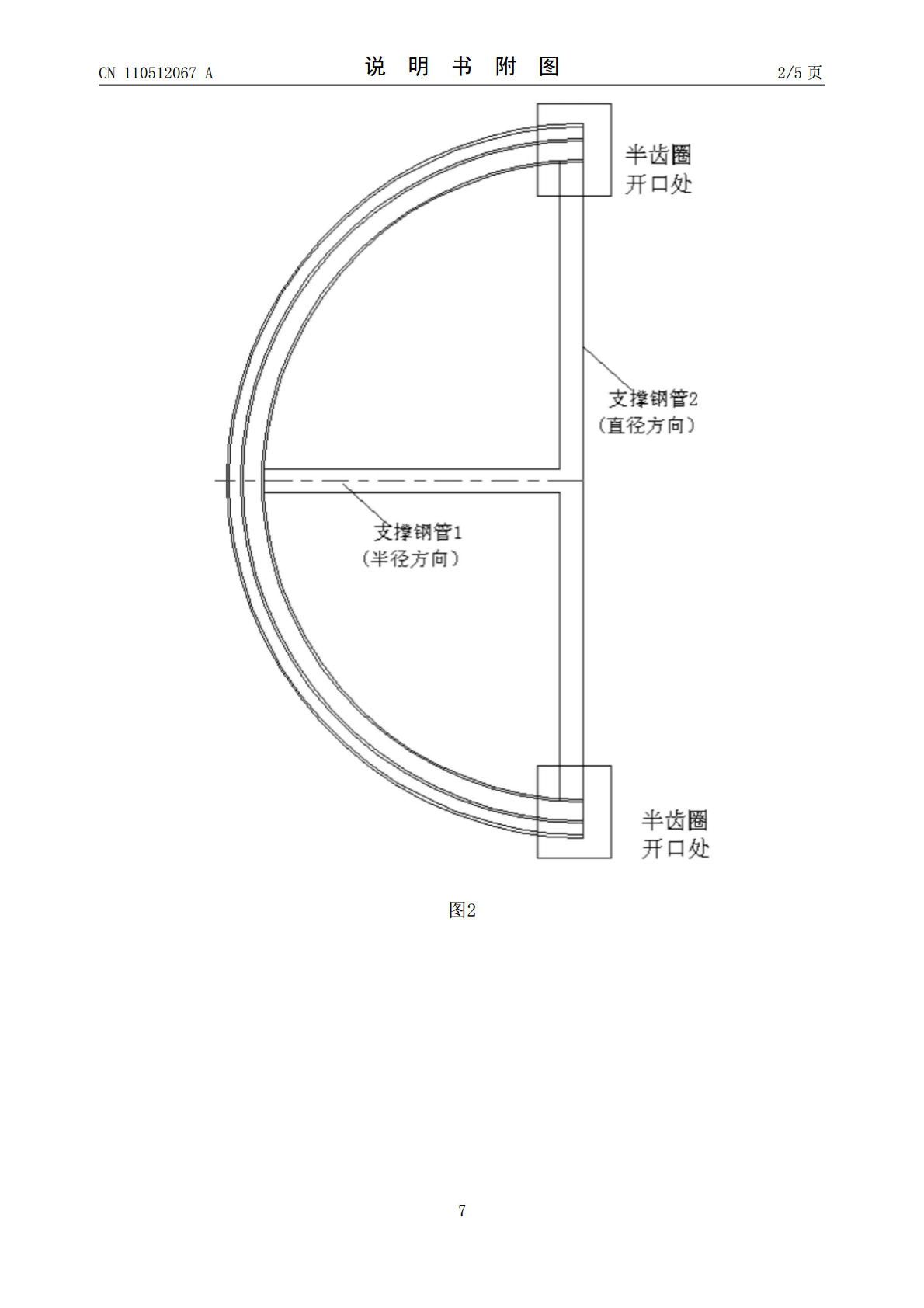
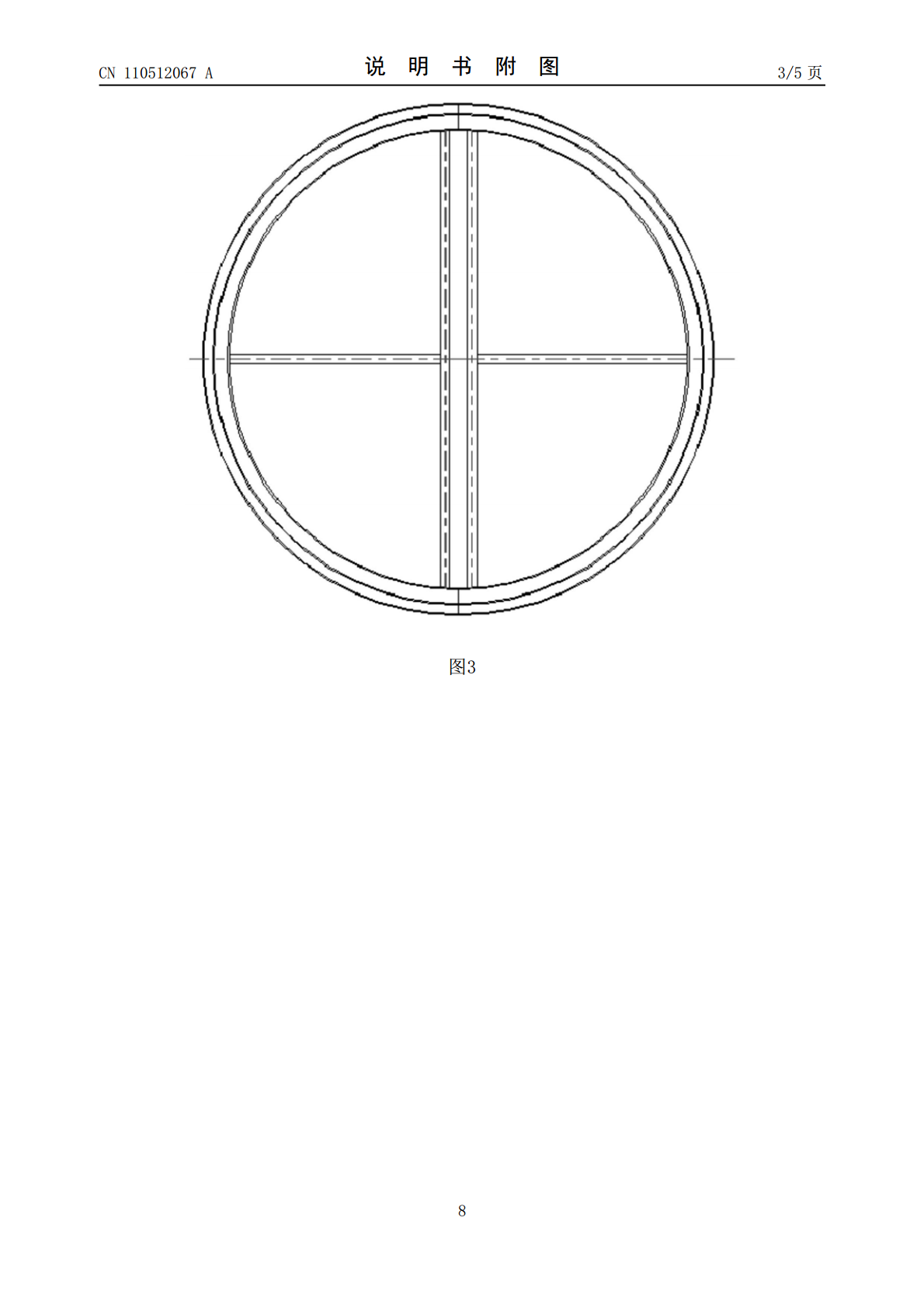
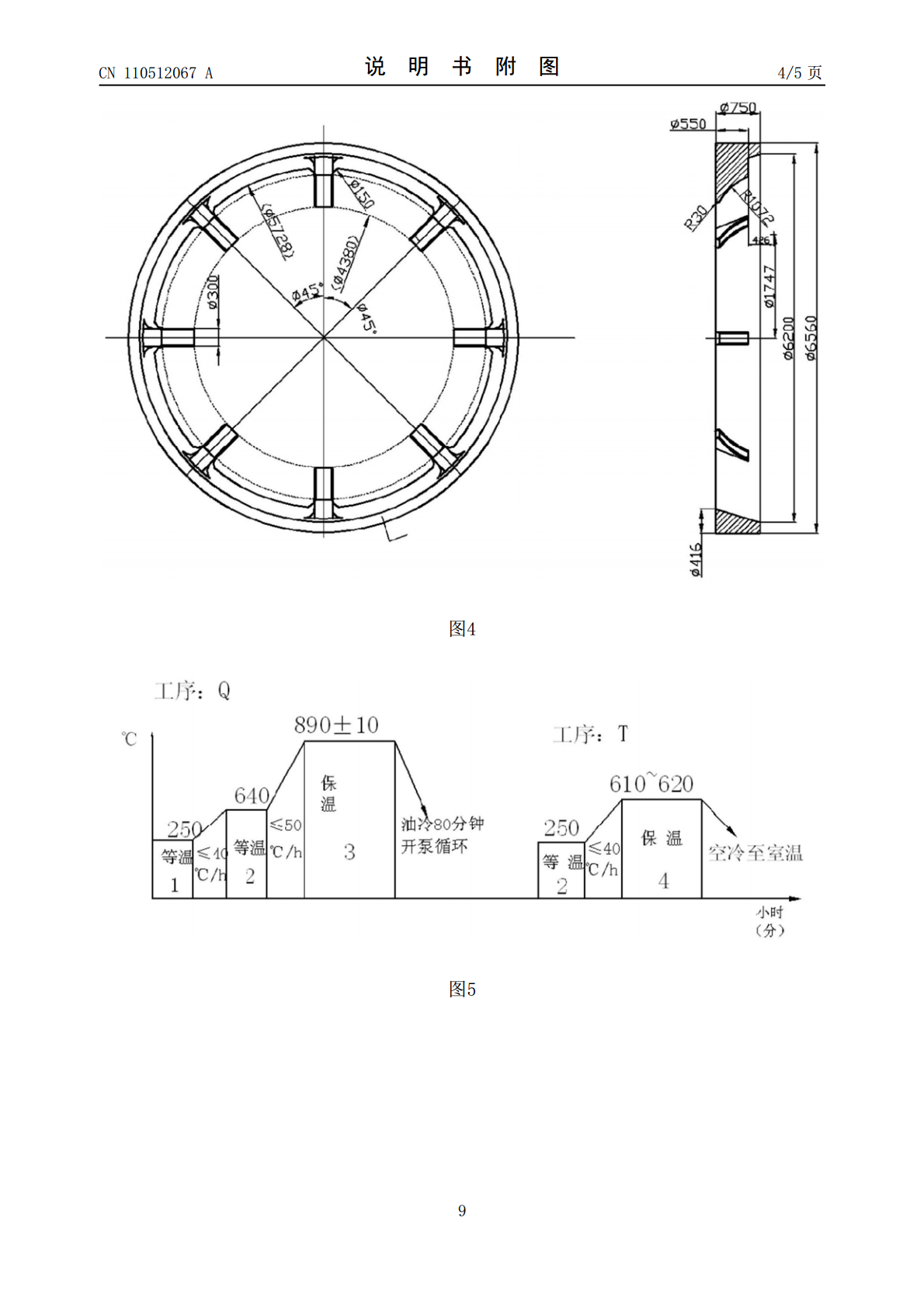
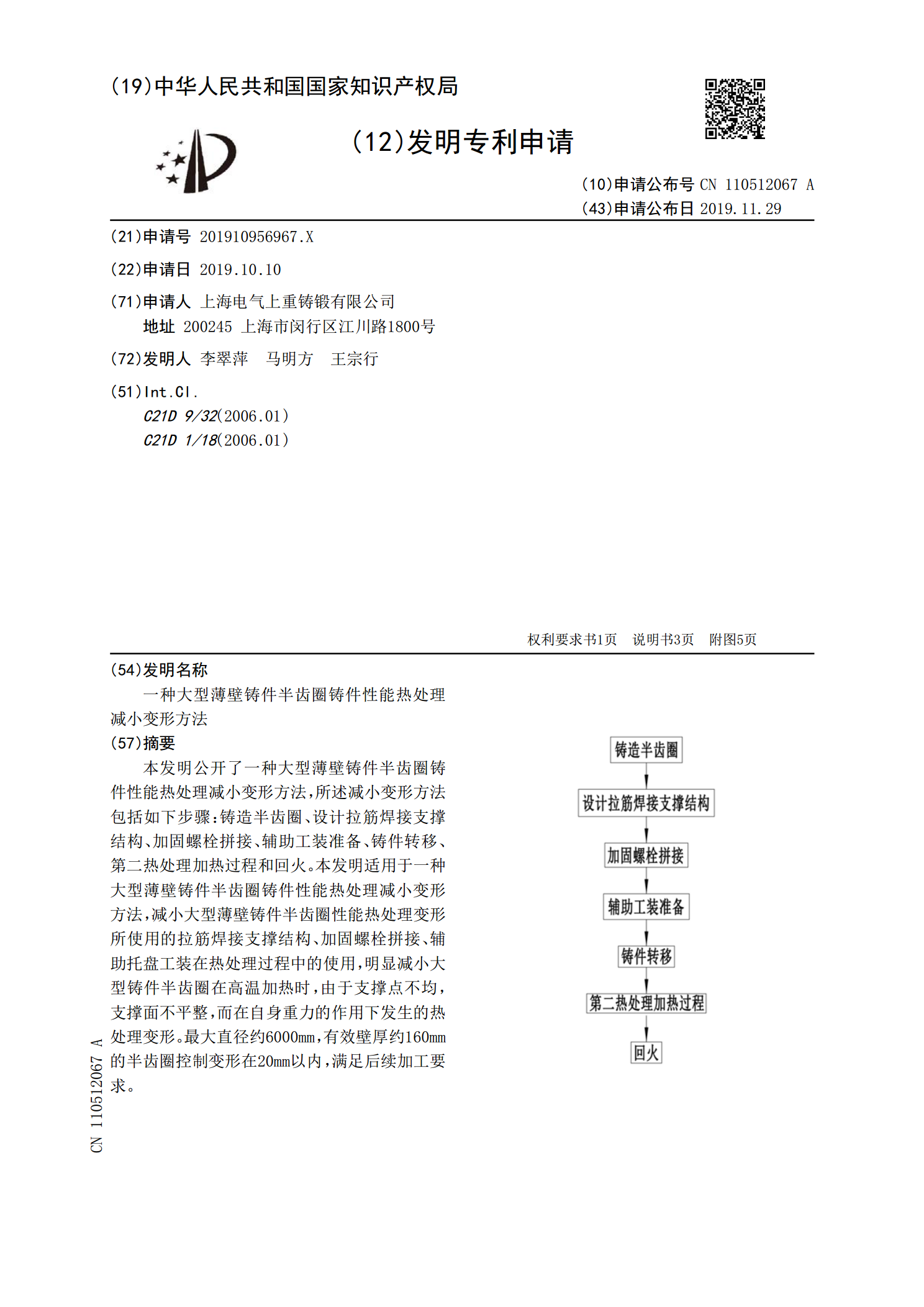
本发明公开了一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,所述减小变形方法包括如下步骤:铸造半齿圈、设计拉筋焊接支撑结构、加固螺栓拼接、辅助工装准备、铸件转移、第二热处理加热过程和回火。本发明适用于一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,减小大型薄壁铸件半齿圈性能热处理变形所使用的拉筋焊接支撑结构、加固螺栓拼接、辅助托盘工装在热处理过程中的使用,明显减小大型铸件半齿圈在高温加热时,由于支撑点不均,支撑面不平整,而在自身重力的作用下发生的热处理变形。最大直径约6000mm,有效壁厚约160mm
一种高强镁合金大型薄壁铸件热处理工艺.pdf
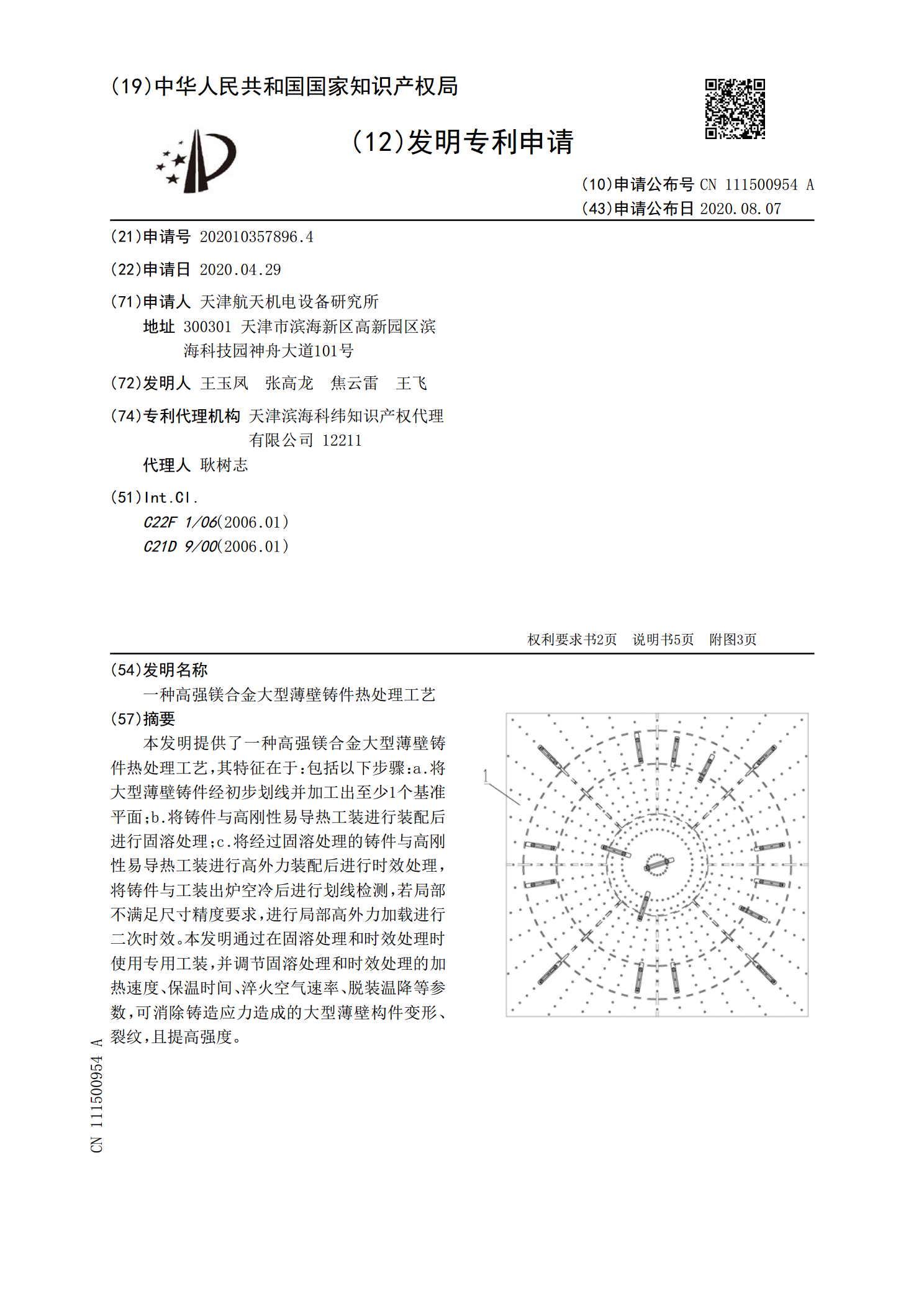
本发明提供了一种高强镁合金大型薄壁铸件热处理工艺,其特征在于:包括以下步骤:a.将大型薄壁铸件经初步划线并加工出至少1个基准平面;b.将铸件与高刚性易导热工装进行装配后进行固溶处理;c.将经过固溶处理的铸件与高刚性易导热工装进行高外力装配后进行时效处理,将铸件与工装出炉空冷后进行划线检测,若局部不满足尺寸精度要求,进行局部高外力加载进行二次时效。本发明通过在固溶处理和时效处理时使用专用工装,并调节固溶处理和时效处理的加热速度、保温时间、淬火空气速率、脱装温降等参数,可消除铸造应力造成的大型薄壁构件变形、裂
一种薄壁马鞍形铝合金铸件热处理变形控制方法.pdf
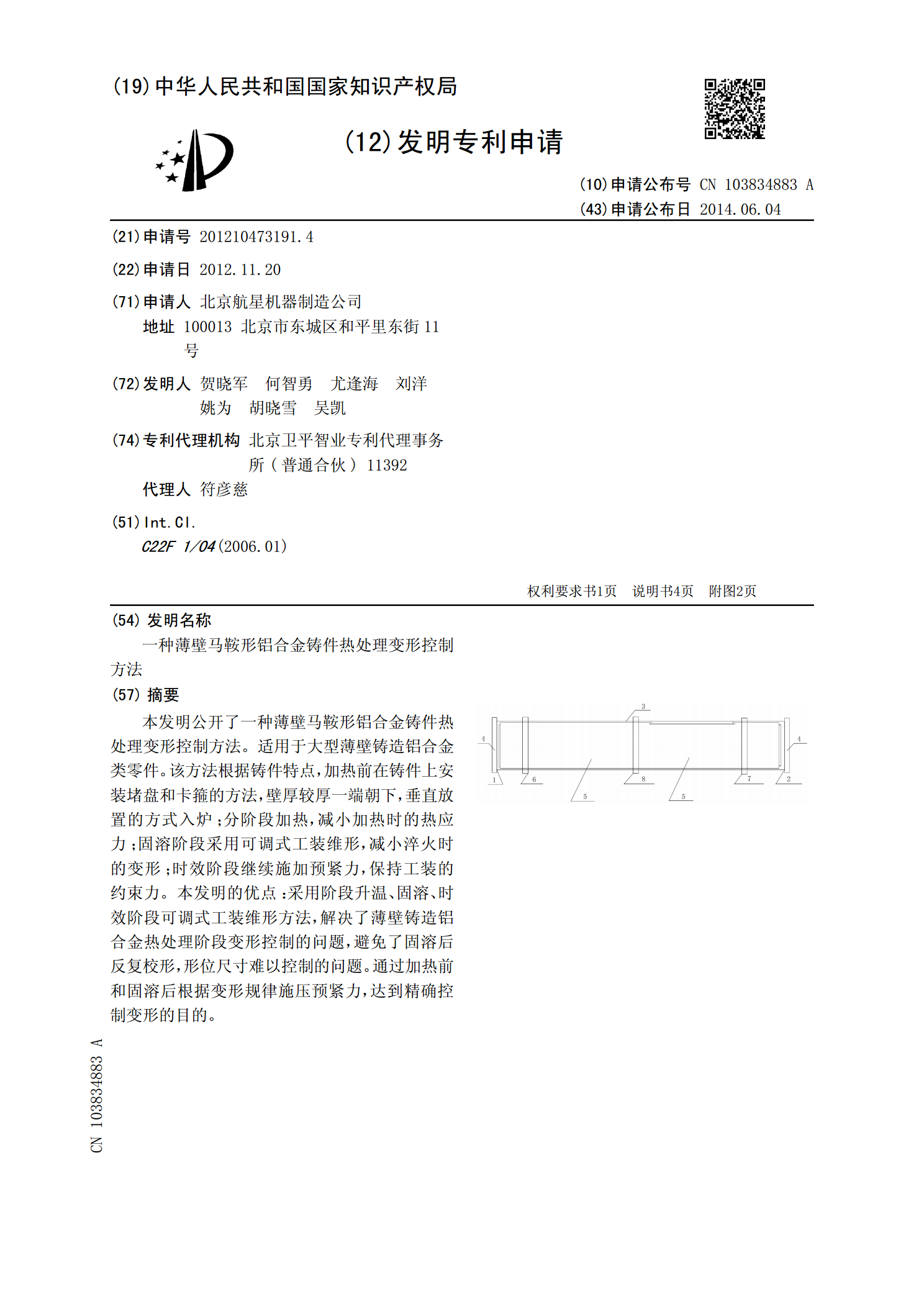
本发明公开了一种薄壁马鞍形铝合金铸件热处理变形控制方法。适用于大型薄壁铸造铝合金类零件。该方法根据铸件特点,加热前在铸件上安装堵盘和卡箍的方法,壁厚较厚一端朝下,垂直放置的方式入炉;分阶段加热,减小加热时的热应力;固溶阶段采用可调式工装维形,减小淬火时的变形;时效阶段继续施加预紧力,保持工装的约束力。本发明的优点:采用阶段升温、固溶、时效阶段可调式工装维形方法,解决了薄壁铸造铝合金热处理阶段变形控制的问题,避免了固溶后反复校形,形位尺寸难以控制的问题。通过加热前和固溶后根据变形规律施压预紧力,达到精确控制

大型薄壁齿圈变形后正火矫正方法.pdf
??本发明公开了一种大型薄壁齿圈变形后正火矫正方法,通过制作模具、调整模具后,再进行四步的正火矫正:1)将变形后的大型薄壁齿圈通过吊具吊入加热炉中加热,待大型薄壁齿圈达到热平衡后,将加热炉停电降温;2)待加热炉温度降至600~450℃时,将齿圈吊出加热炉,再将调整好的模具吊入大型薄壁齿圈的内孔中;3)将齿圈置于空气中冷却,齿圈内壁先后不同时间紧贴模具的支撑块,直至冷却至室温;4)将冷却后的齿圈同模具一并吊入加热炉中进行应力消除及热定型;5)将去除应力和热定型后的齿圈同模具一并吊出加热炉,在空气中冷却,最后
一种铝合金薄壁压铸件尺寸变形控制方法.pdf
本发明公开了一种铝合金薄壁压铸件尺寸变形控制方法,其特征在于,包括以下步骤:S1、制模:根据铝合金薄壁压铸件的设计尺寸及形状和压铸时的预测压力大小,选择模具钢材为材料,制成压铸模具毛坯和修正模具毛坯,采用相同的加工工艺,将模具毛坯放入真空淬火炉内,控制加热400‑600摄氏度进行加热,并保温20‑30min,加热后取出坯模以液氮为淬火介质进行冷却降温,冷却降温后对模具进行修边调整;该铝合金薄壁压铸件尺寸变形控制方法采用两套模具相配合,压铸模具负责压铸成型,修正模具由于成型后压铸件的限定修正,模具稳定可靠,