
一种镁合金铸件真空热处理工艺.pdf

朋兴****en

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种镁合金铸件真空热处理工艺.pdf
本发明公开了一种镁合金铸件真空热处理工艺,该工艺先抽真空,抽真空后,炉膛内部无氧分子存在,再充入高纯惰性气体,并使惰性气体压力略高于大气压,保证炉膛外的空气不能进入炉膛,然后进行热处理,防止铸件氧化及燃烧。本发明无需使用六氟化硫、二氧化硫及二氧化碳等气体,也不需要加入防止氧化的硫铁矿,进而在热处理过程中不会产生二氧化硫腐蚀性气体,能有效保护设备避免发射腐蚀的情况,且对操作者的健康和环境保护都起到保护作用,减少了大气污染,节能环保。
一种高强镁合金大型薄壁铸件热处理工艺.pdf
本发明提供了一种高强镁合金大型薄壁铸件热处理工艺,其特征在于:包括以下步骤:a.将大型薄壁铸件经初步划线并加工出至少1个基准平面;b.将铸件与高刚性易导热工装进行装配后进行固溶处理;c.将经过固溶处理的铸件与高刚性易导热工装进行高外力装配后进行时效处理,将铸件与工装出炉空冷后进行划线检测,若局部不满足尺寸精度要求,进行局部高外力加载进行二次时效。本发明通过在固溶处理和时效处理时使用专用工装,并调节固溶处理和时效处理的加热速度、保温时间、淬火空气速率、脱装温降等参数,可消除铸造应力造成的大型薄壁构件变形、裂
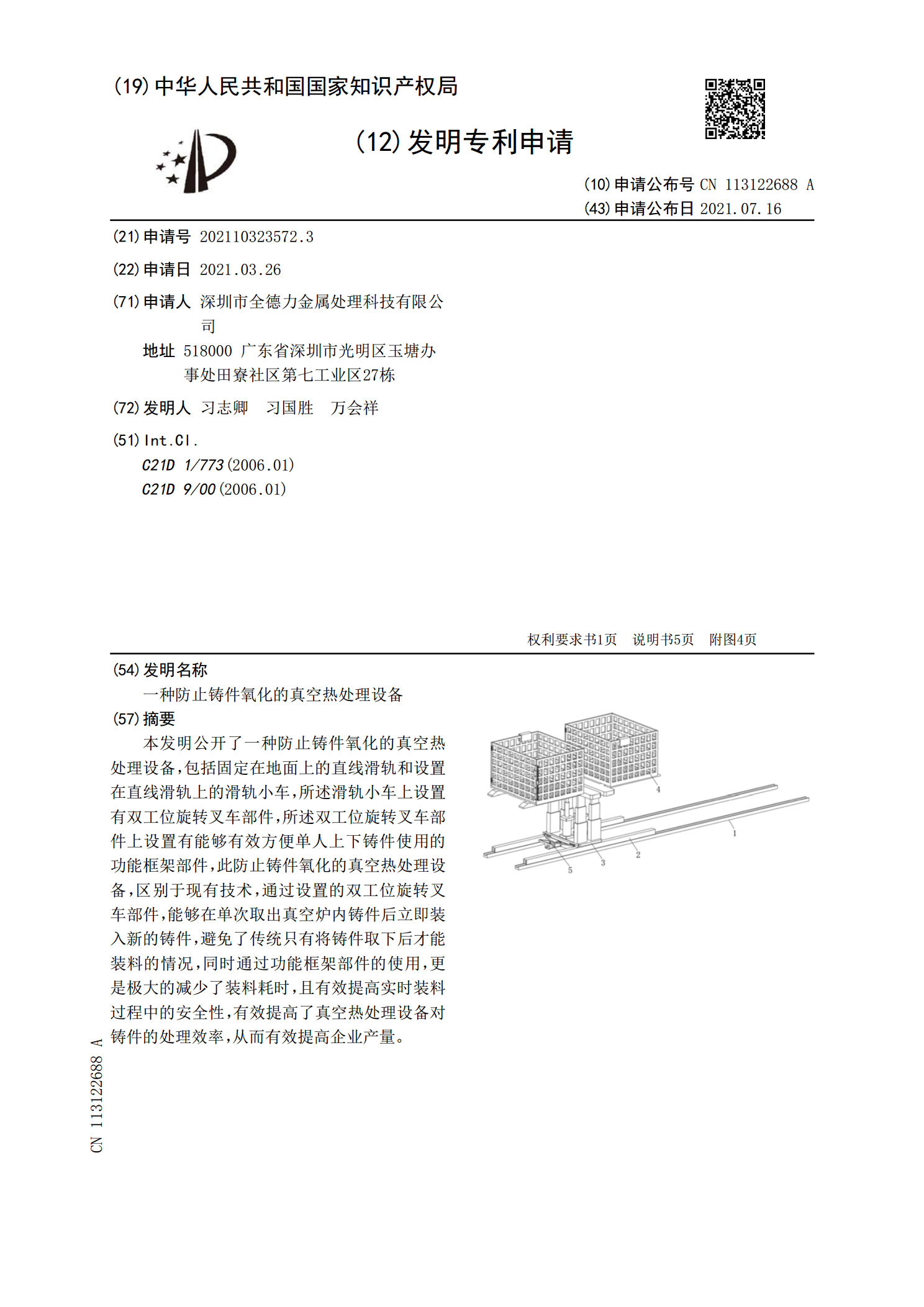
一种防止铸件氧化的真空热处理设备.pdf
本发明公开了一种防止铸件氧化的真空热处理设备,包括固定在地面上的直线滑轨和设置在直线滑轨上的滑轨小车,所述滑轨小车上设置有双工位旋转叉车部件,所述双工位旋转叉车部件上设置有能够有效方便单人上下铸件使用的功能框架部件,此防止铸件氧化的真空热处理设备,区别于现有技术,通过设置的双工位旋转叉车部件,能够在单次取出真空炉内铸件后立即装入新的铸件,避免了传统只有将铸件取下后才能装料的情况,同时通过功能框架部件的使用,更是极大的减少了装料耗时,且有效提高实时装料过程中的安全性,有效提高了真空热处理设备对铸件的处理效率
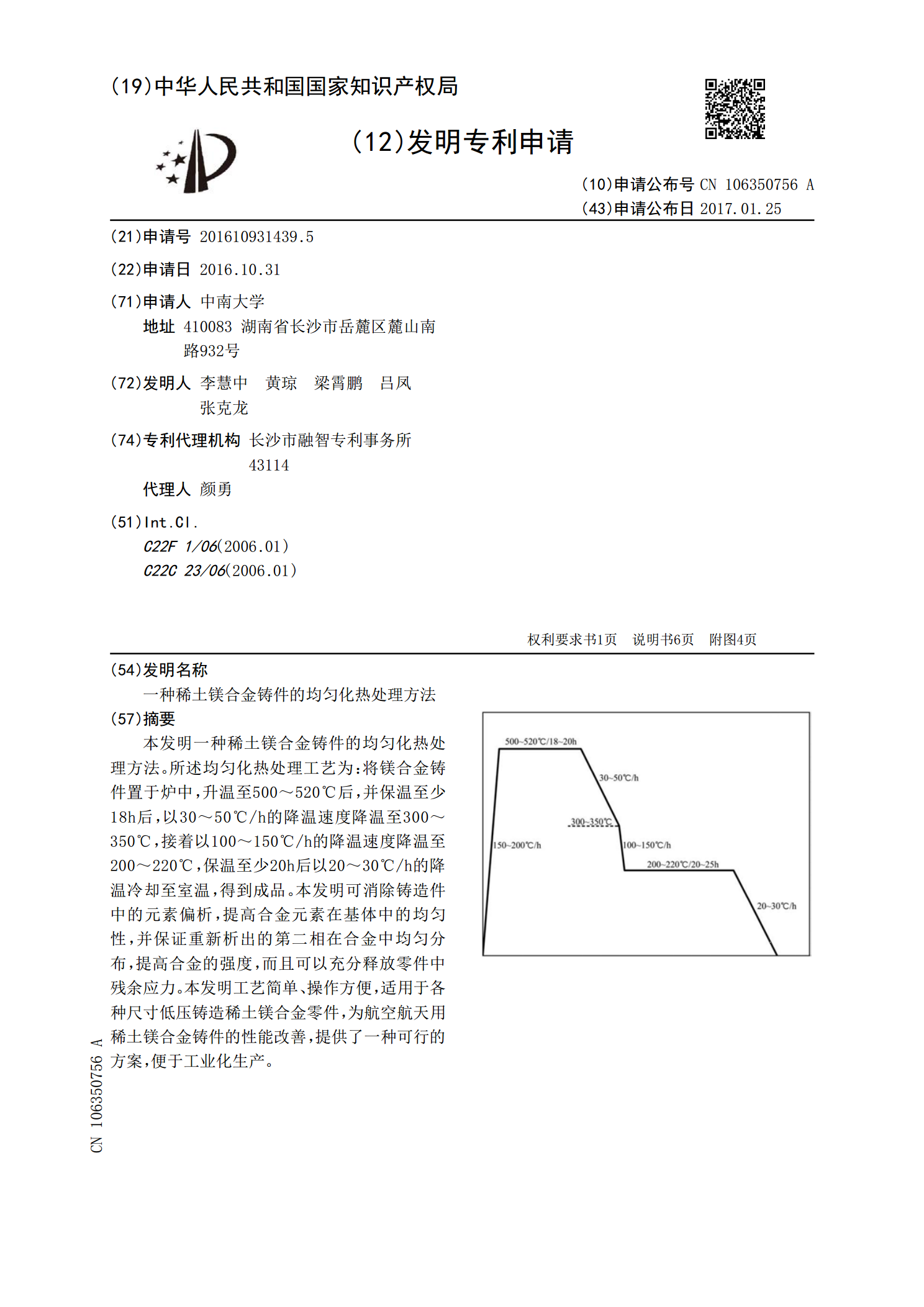
一种稀土镁合金铸件的均匀化热处理方法.pdf
本发明一种稀土镁合金铸件的均匀化热处理方法。所述均匀化热处理工艺为:将镁合金铸件置于炉中,升温至500~520℃后,并保温至少18h后,以30~50℃/h的降温速度降温至300~350℃,接着以100~150℃/h的降温速度降温至200~220℃,保温至少20h后以20~30℃/h的降温冷却至室温,得到成品。本发明可消除铸造件中的元素偏析,提高合金元素在基体中的均匀性,并保证重新析出的第二相在合金中均匀分布,提高合金的强度,而且可以充分释放零件中残余应力。本发明工艺简单、操作方便,适用于各种尺寸低压铸造稀
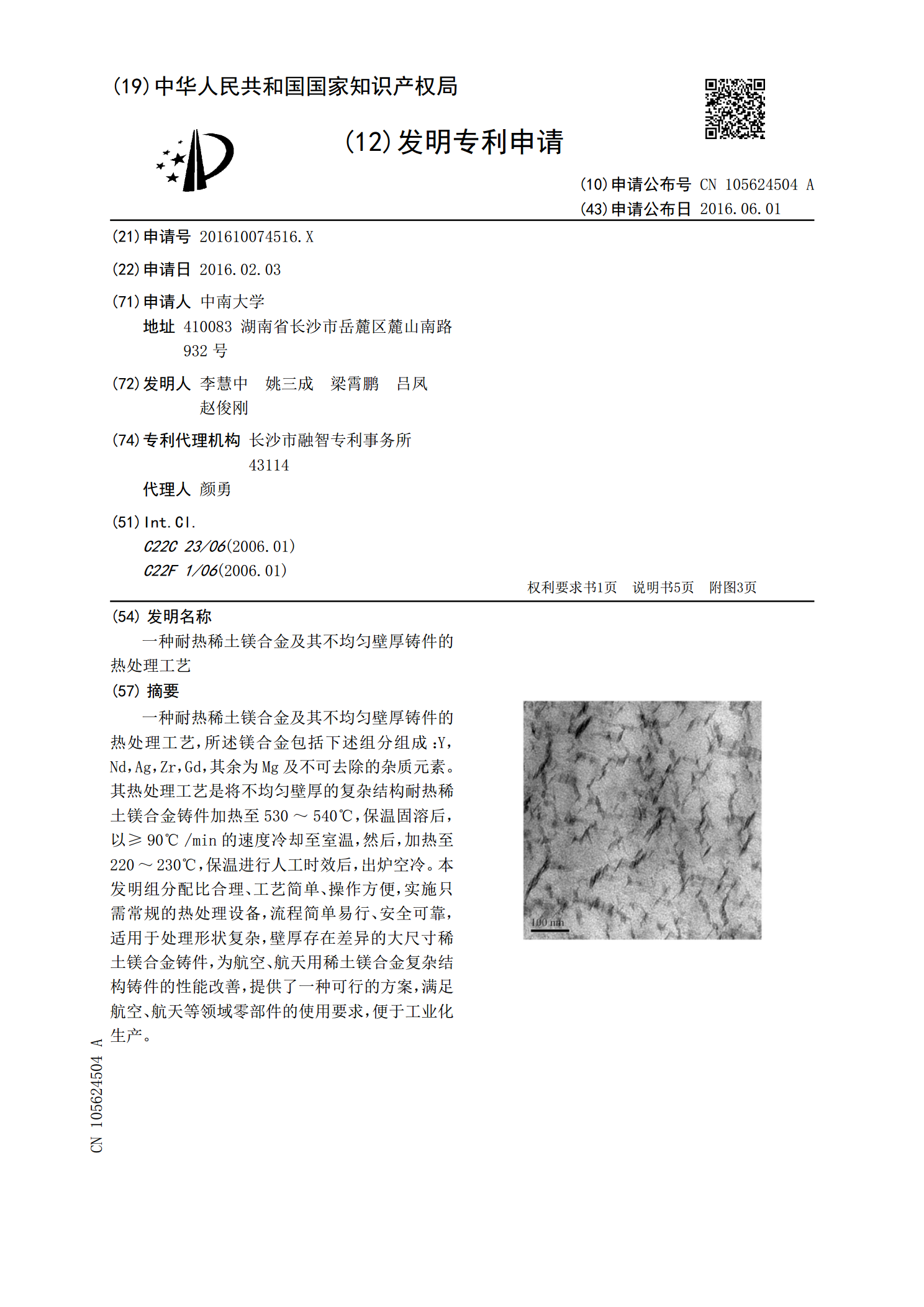
一种耐热稀土镁合金及其不均匀壁厚铸件的热处理工艺.pdf
一种耐热稀土镁合金及其不均匀壁厚铸件的热处理工艺,所述镁合金包括下述组分组成:Y,Nd,Ag,Zr,Gd,其余为Mg及不可去除的杂质元素。其热处理工艺是将不均匀壁厚的复杂结构耐热稀土镁合金铸件加热至530~540℃,保温固溶后,以≥90℃/min的速度冷却至室温,然后,加热至220~230℃,保温进行人工时效后,出炉空冷。本发明组分配比合理、工艺简单、操作方便,实施只需常规的热处理设备,流程简单易行、安全可靠,适用于处理形状复杂,壁厚存在差异的大尺寸稀土镁合金铸件,为航空、航天用稀土镁合金复杂结构铸件的性