
一种用于预涂覆钢板的热冲压成形方法.pdf

一条****发啊


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于预涂覆钢板的热冲压成形方法.pdf
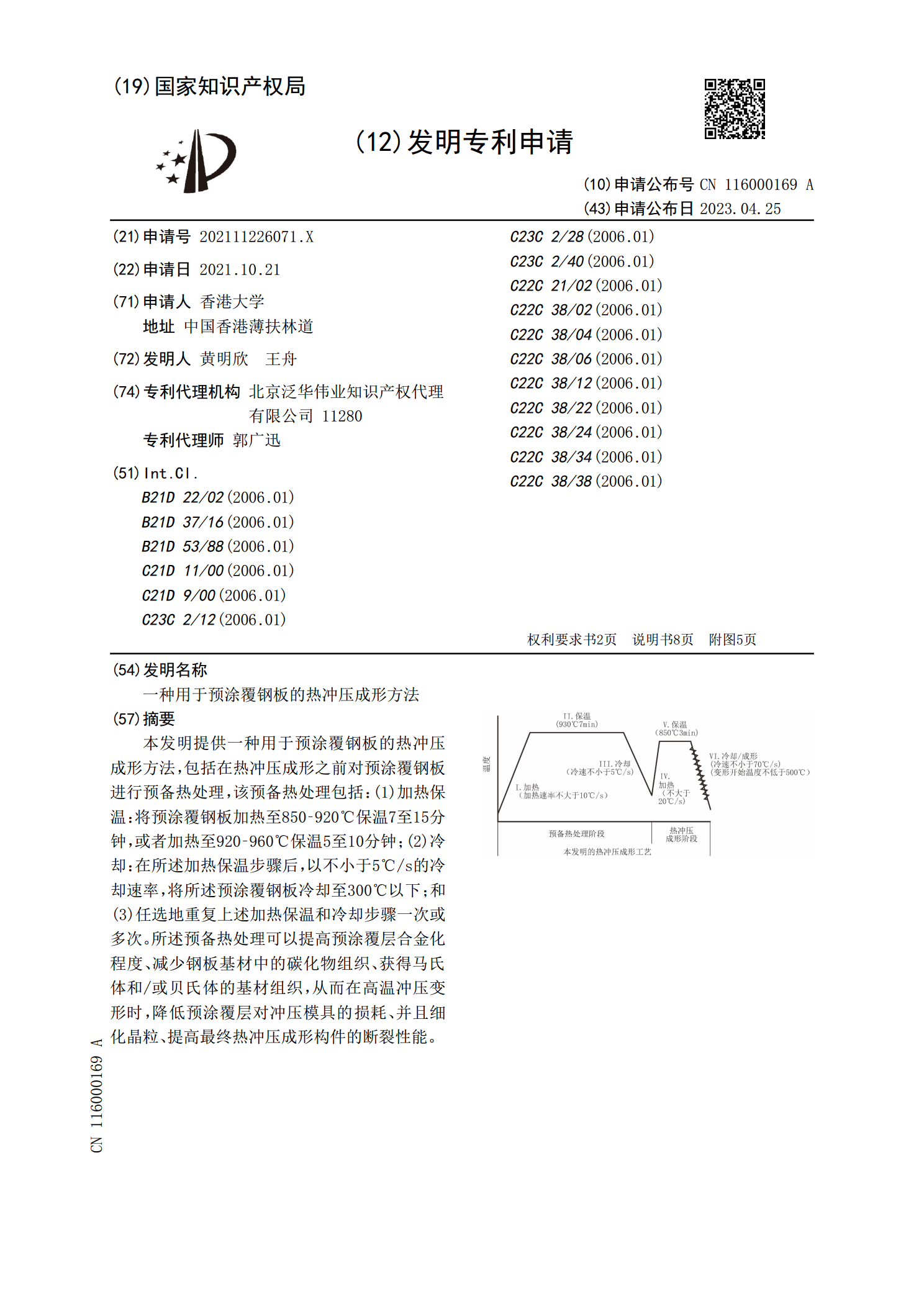
本发明提供一种用于预涂覆钢板的热冲压成形方法,包括在热冲压成形之前对预涂覆钢板进行预备热处理,该预备热处理包括:(1)加热保温:将预涂覆钢板加热至850‑920℃保温7至15分钟,或者加热至920‑960℃保温5至10分钟;(2)冷却:在所述加热保温步骤后,以不小于5℃/s的冷却速率,将所述预涂覆钢板冷却至300℃以下;和(3)任选地重复上述加热保温和冷却步骤一次或多次。所述预备热处理可以提高预涂覆层合金化程度、减少钢板基材中的碳化物组织、获得马氏体和/或贝氏体的基材组织,从而在高温冲压变形时,降低预涂覆

用于生产预涂覆钢板的方法及相关板.pdf
用于生产预涂覆钢板(1)的方法,包括以下步骤:‑提供包括钢基体的预涂覆钢带,所述钢基体在其至少一个面上具有预涂层,所述预涂层包括金属间化合物合金层和在金属间化合物合金层的顶部延伸的金属合金层,所述金属合金层为铝的层、铝合金的层或基于铝的合金的层;‑对所述预涂覆钢带进行激光切割以获得至少一个预涂覆钢板(1),所述预涂覆钢板(1)包括至少一个切割边缘表面(13),所述切割边缘表面(13)包括基体区域(14)和预涂层区域(15),以及预涂覆钢板(1)的厚度为1mm至5mm。进行激光切割使得直接产生铝减少区(20
热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉.pdf
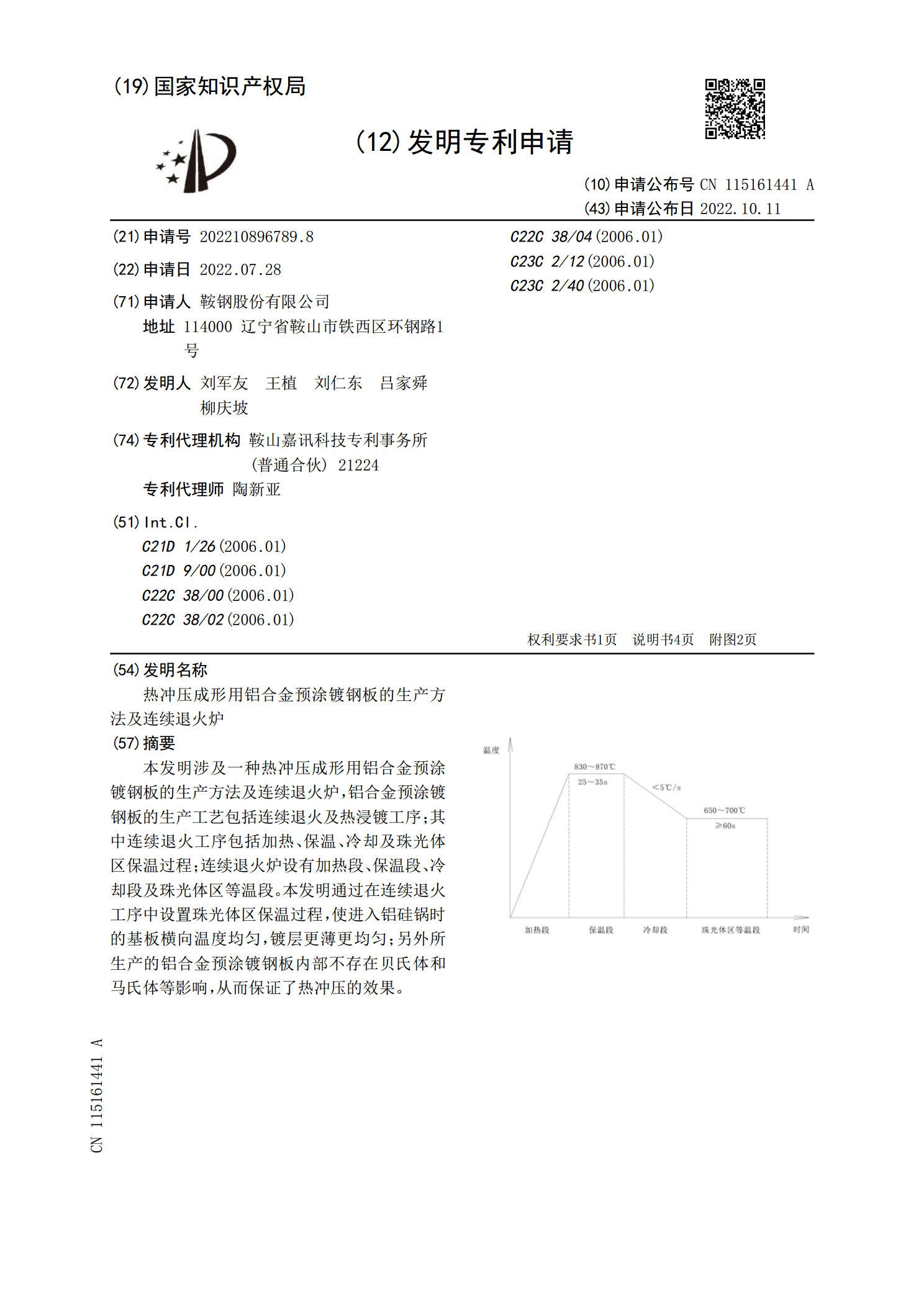
本发明涉及一种热冲压成形用铝合金预涂镀钢板的生产方法及连续退火炉,铝合金预涂镀钢板的生产工艺包括连续退火及热浸镀工序;其中连续退火工序包括加热、保温、冷却及珠光体区保温过程;连续退火炉设有加热段、保温段、冷却段及珠光体区等温段。本发明通过在连续退火工序中设置珠光体区保温过程,使进入铝硅锅时的基板横向温度均匀,镀层更薄更均匀;另外所生产的铝合金预涂镀钢板内部不存在贝氏体和马氏体等影响,从而保证了热冲压的效果。

用于制造涂覆钢板的方法.pdf
本发明涉及用于制造涂覆钢板的方法。

用于制造经压制硬化的涂覆钢部件的方法和能够用于制造所述部件的预涂覆钢板.pdf
本发明涉及一种用于制造压制硬化部件的经冷轧、退火和预涂覆的钢板,所述钢板由用于热处理的碳含量C