
一种大型三通高效自动化模锻装置及其模锻方法.pdf

fu****级甜

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型三通高效自动化模锻装置及其模锻方法.pdf
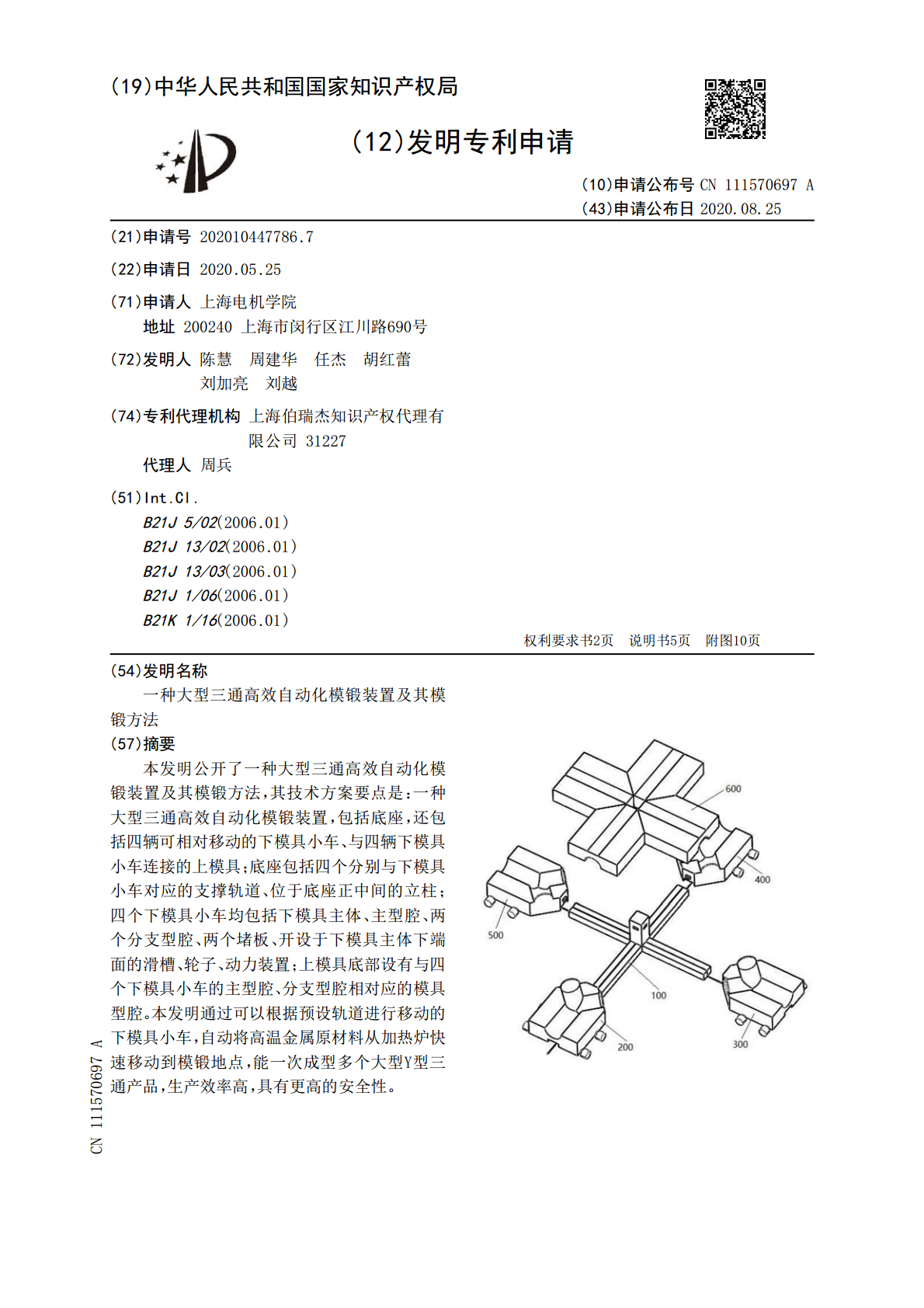
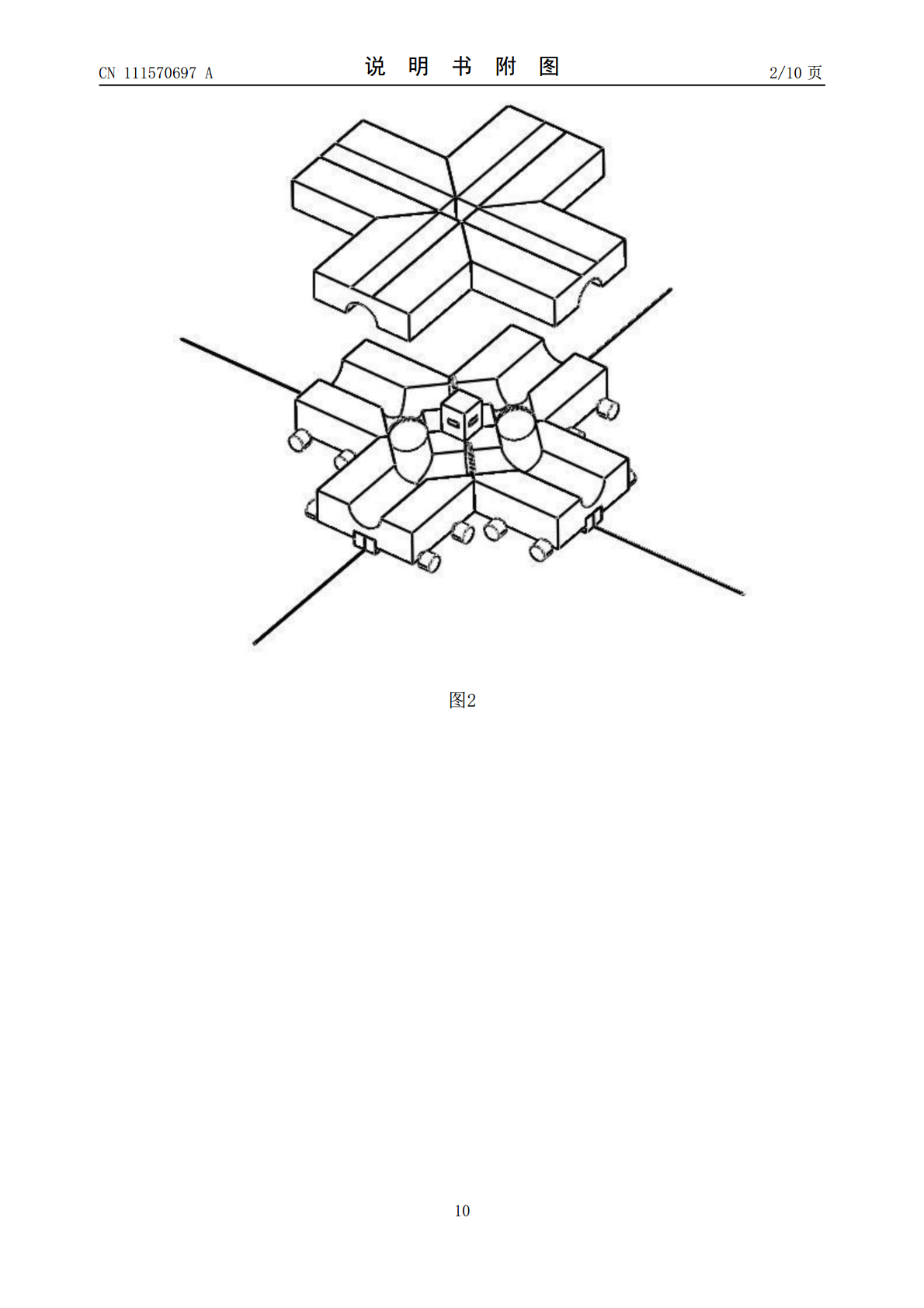
本发明公开了一种大型三通高效自动化模锻装置及其模锻方法,其技术方案要点是:一种大型三通高效自动化模锻装置,包括底座,还包括四辆可相对移动的下模具小车、与四辆下模具小车连接的上模具;底座包括四个分别与下模具小车对应的支撑轨道、位于底座正中间的立柱;四个下模具小车均包括下模具主体、主型腔、两个分支型腔、两个堵板、开设于下模具主体下端面的滑槽、轮子、动力装置;上模具底部设有与四个下模具小车的主型腔、分支型腔相对应的模具型腔。本发明通过可以根据预设轨道进行移动的下模具小车,自动将高温金属原材料从加热炉快速移动到模
梅花头螺钉头模锻装置及其模锻方法.pdf
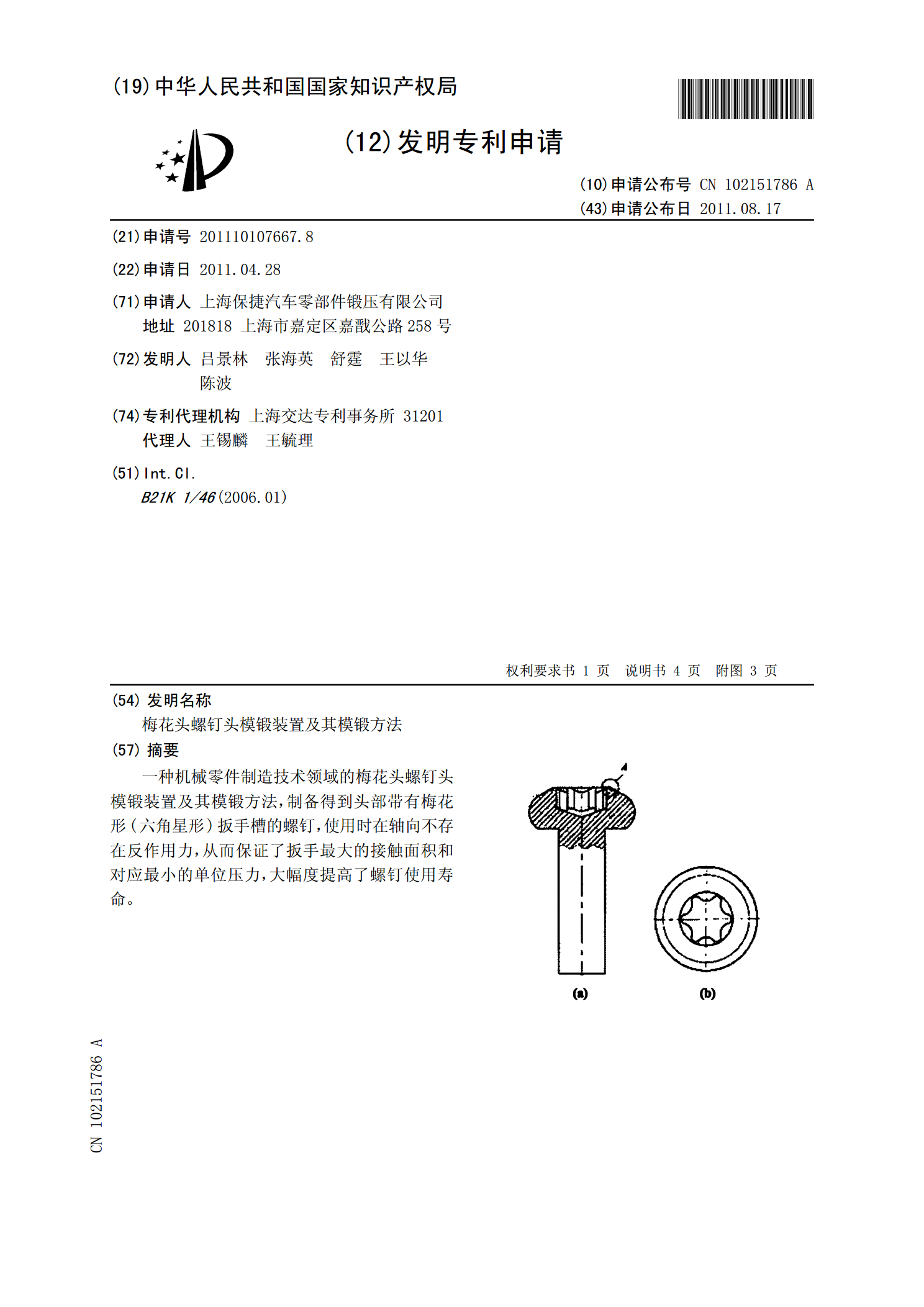
一种机械零件制造技术领域的梅花头螺钉头模锻装置及其模锻方法,制备得到头部带有梅花形(六角星形)扳手槽的螺钉,使用时在轴向不存在反作用力,从而保证了扳手最大的接触面积和对应最小的单位压力,大幅度提高了螺钉使用寿命。

一种肘节式精密冷间模锻机及其模锻方法.pdf
本发明属于模锻机技术领域,且公开了一种肘节式精密冷间模锻机,包括本体、导向柱、下模和上模,所述本体内壁的右侧活动铰接有油缸,所述油缸的伸缩端固定安装有连接器,所述连接器的内部分别活动铰接有支撑杆和传动杆,所述传动杆的底端通过连接器活动连接有移动板,所述支撑杆的顶端通过连接器活动连接有支撑板。本发明通过接触柱在移动过程中带动连杆转动,从而带动移动块和磁石同步下移,在弹簧被压缩至极限时两者的距离刚好够磁吸固定距离,从而使得油缸的冲击惯性被弹簧吸收后,通过磁石与传动柱之间的磁吸固定力维持与弹簧之间的动态受力平衡

一种液态模锻高强韧铝合金及其液态模锻方法.pdf
一种液态模锻高强韧铝合金及其液态模锻方法,其成分及质量百分比为:Si6.5~7.5%,Mg0.25~0.35%,Cu0.05~0.15%,Mn0.05~0.1%,Ni0.025~0.05%,Ti0.005~0.01%,C0.001~0.002%,Re0.01~0.03%,Fe≤0.2%,余量为Al和不可避免的其它杂质元素。液态模锻方法包括配料、熔炼铝合金液、精炼除气除渣、液态模锻成形和固溶时效处理。本发明液态模锻铝合金具有强度高、塑性好的优点,适合于液态模锻汽车受力结构件,如铝合金车轮、转
大型L形中空薄壁管道的模锻成形模具及模锻成形方法.pdf
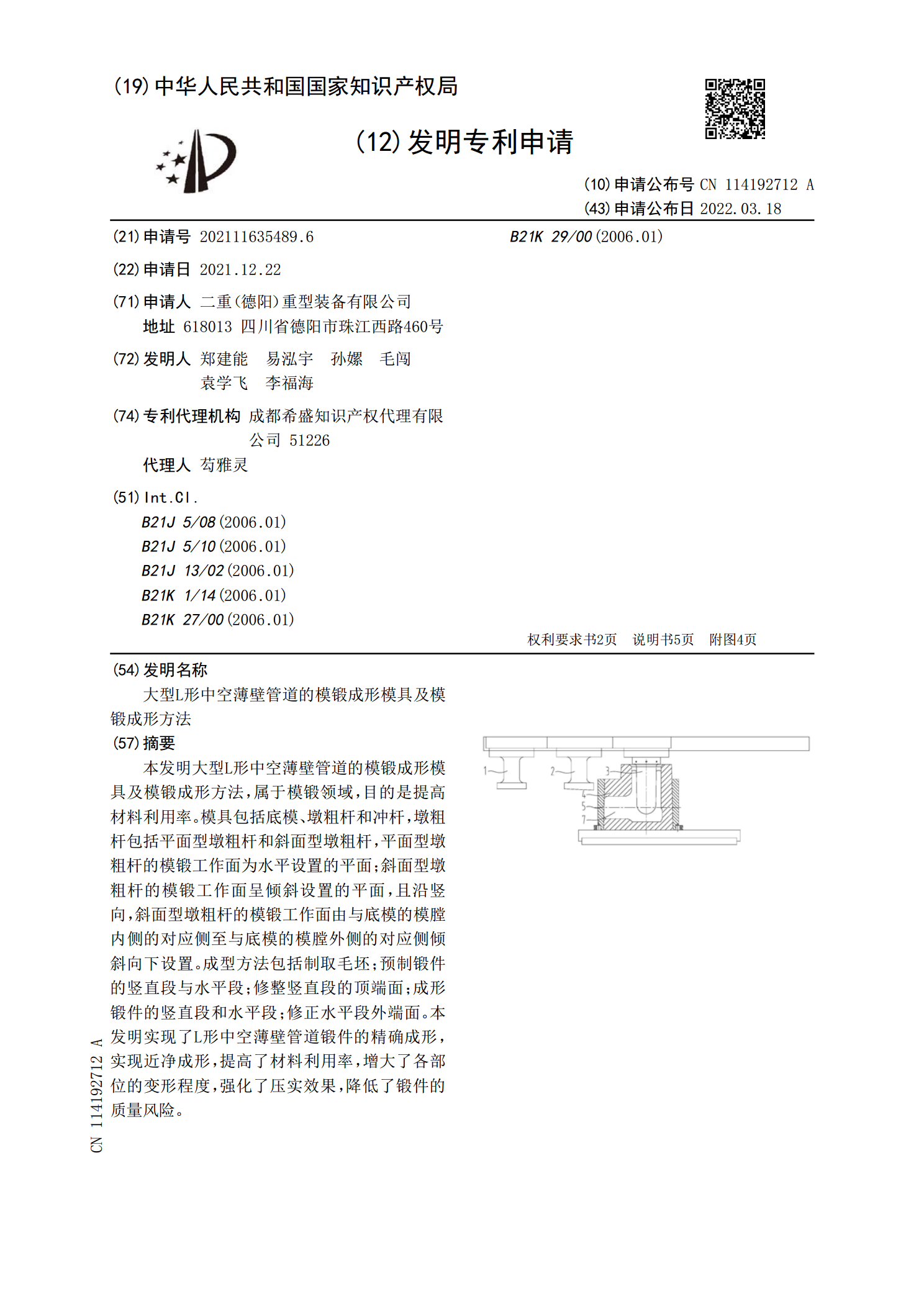
本发明大型L形中空薄壁管道的模锻成形模具及模锻成形方法,属于模锻领域,目的是提高材料利用率。模具包括底模、墩粗杆和冲杆,墩粗杆包括平面型墩粗杆和斜面型墩粗杆,平面型墩粗杆的模锻工作面为水平设置的平面;斜面型墩粗杆的模锻工作面呈倾斜设置的平面,且沿竖向,斜面型墩粗杆的模锻工作面由与底模的模膛内侧的对应侧至与底模的模膛外侧的对应侧倾斜向下设置。成型方法包括制取毛坯;预制锻件的竖直段与水平段;修整竖直段的顶端面;成形锻件的竖直段和水平段;修正水平段外端面。本发明实现了L形中空薄壁管道锻件的精确成形,实现近净成形