
梅花头螺钉头模锻装置及其模锻方法.pdf

明钰****甜甜

1/9
2/9

3/9
4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
梅花头螺钉头模锻装置及其模锻方法.pdf
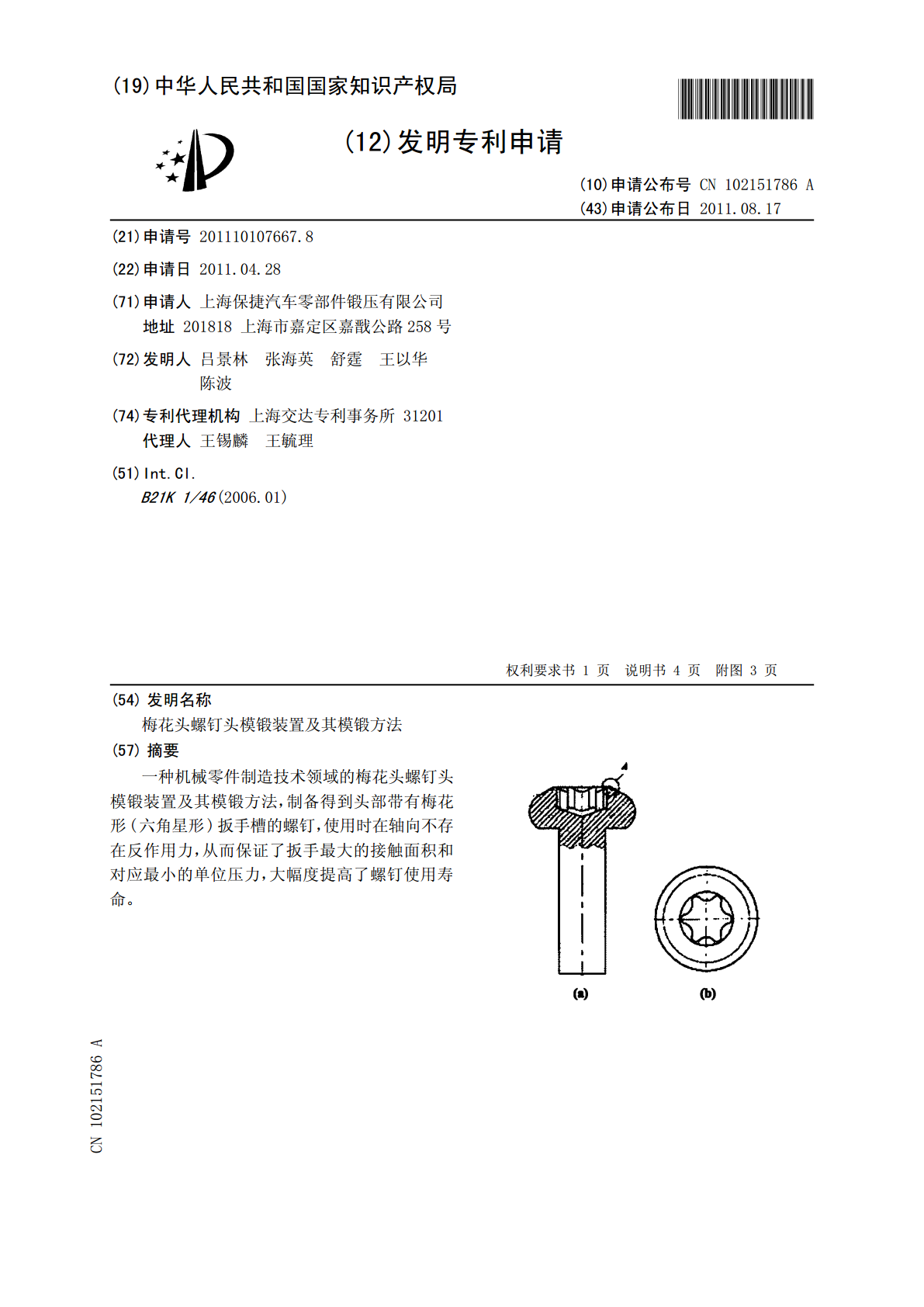
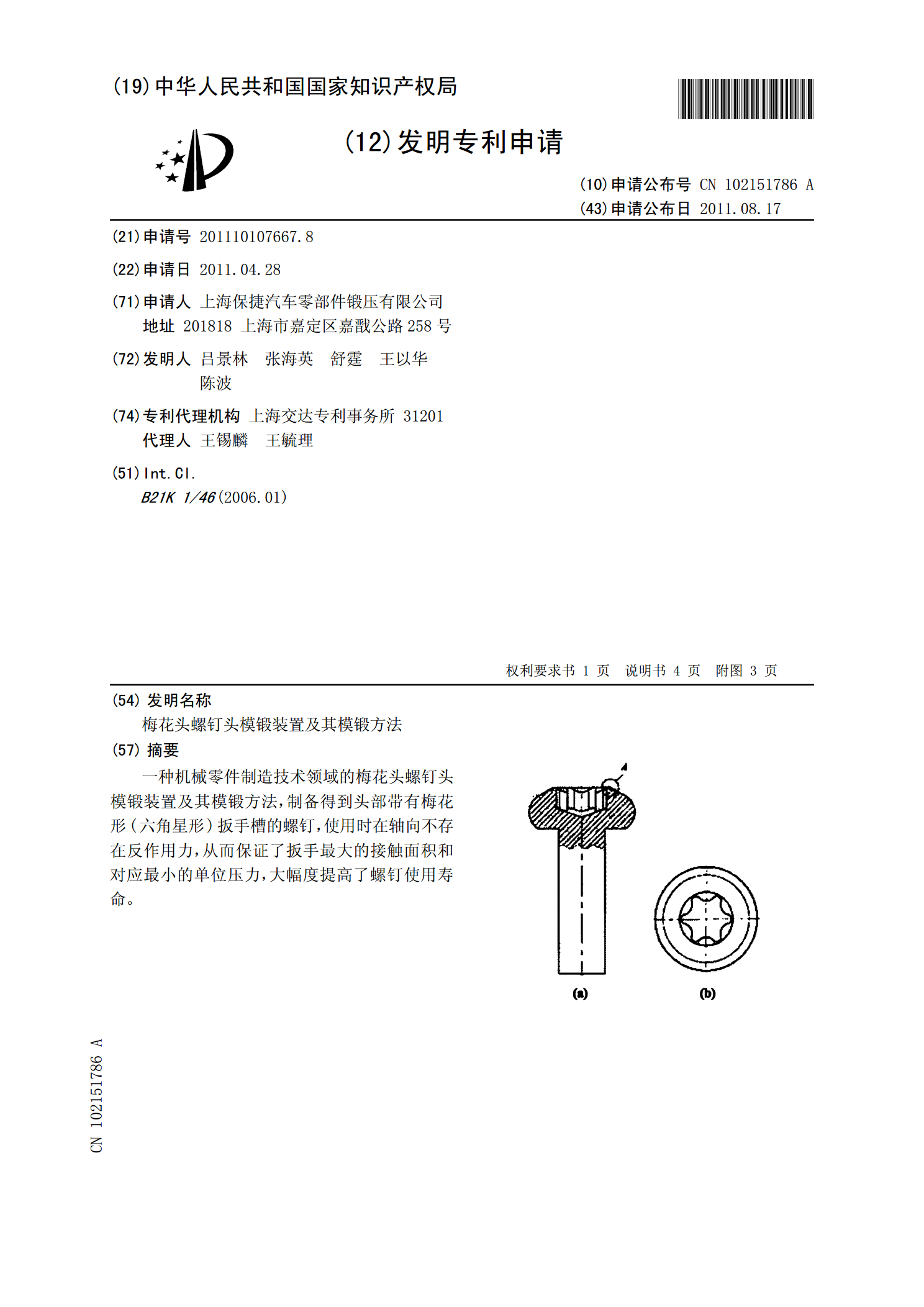
一种机械零件制造技术领域的梅花头螺钉头模锻装置及其模锻方法,制备得到头部带有梅花形(六角星形)扳手槽的螺钉,使用时在轴向不存在反作用力,从而保证了扳手最大的接触面积和对应最小的单位压力,大幅度提高了螺钉使用寿命。

一种大型三通高效自动化模锻装置及其模锻方法.pdf
本发明公开了一种大型三通高效自动化模锻装置及其模锻方法,其技术方案要点是:一种大型三通高效自动化模锻装置,包括底座,还包括四辆可相对移动的下模具小车、与四辆下模具小车连接的上模具;底座包括四个分别与下模具小车对应的支撑轨道、位于底座正中间的立柱;四个下模具小车均包括下模具主体、主型腔、两个分支型腔、两个堵板、开设于下模具主体下端面的滑槽、轮子、动力装置;上模具底部设有与四个下模具小车的主型腔、分支型腔相对应的模具型腔。本发明通过可以根据预设轨道进行移动的下模具小车,自动将高温金属原材料从加热炉快速移动到模
多向模锻装置.pdf
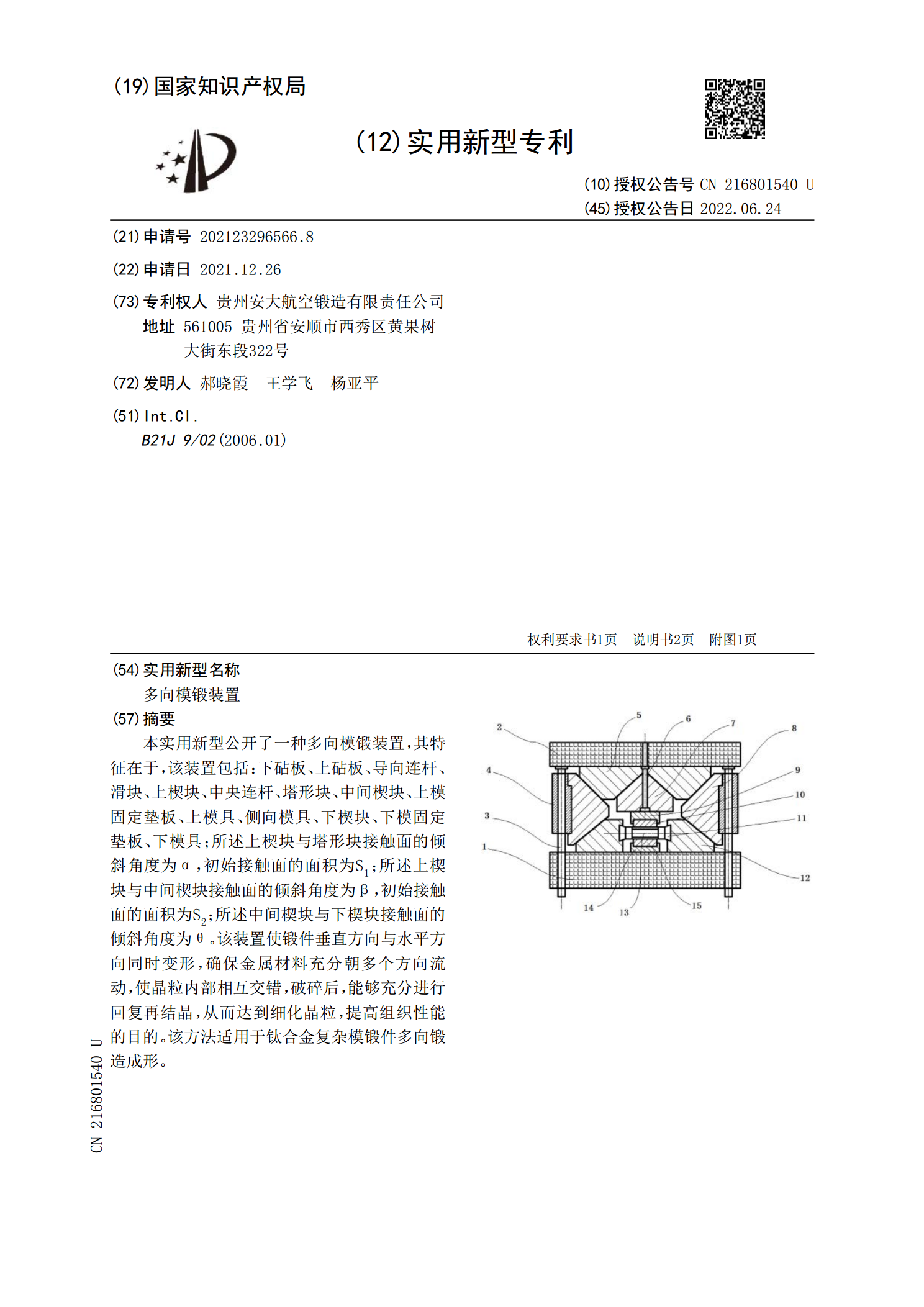
本实用新型公开了一种多向模锻装置,其特征在于,该装置包括:下砧板、上砧板、导向连杆、滑块、上楔块、中央连杆、塔形块、中间楔块、上模固定垫板、上模具、侧向模具、下楔块、下模固定垫板、下模具;所述上楔块与塔形块接触面的倾斜角度为α,初始接触面的面积为S<base:Sub>1</base:Sub>;所述上楔块与中间楔块接触面的倾斜角度为β,初始接触面的面积为S<base:Sub>2</base:Sub>;所述中间楔块与下楔块接触面的倾斜角度为θ。该装置使锻件垂直方向与水平方向同时变形,确保金属材料充分朝多个方向

一种肘节式精密冷间模锻机及其模锻方法.pdf
本发明属于模锻机技术领域,且公开了一种肘节式精密冷间模锻机,包括本体、导向柱、下模和上模,所述本体内壁的右侧活动铰接有油缸,所述油缸的伸缩端固定安装有连接器,所述连接器的内部分别活动铰接有支撑杆和传动杆,所述传动杆的底端通过连接器活动连接有移动板,所述支撑杆的顶端通过连接器活动连接有支撑板。本发明通过接触柱在移动过程中带动连杆转动,从而带动移动块和磁石同步下移,在弹簧被压缩至极限时两者的距离刚好够磁吸固定距离,从而使得油缸的冲击惯性被弹簧吸收后,通过磁石与传动柱之间的磁吸固定力维持与弹簧之间的动态受力平衡
石油钻杆接头水平模锻工艺与模锻装置.pdf
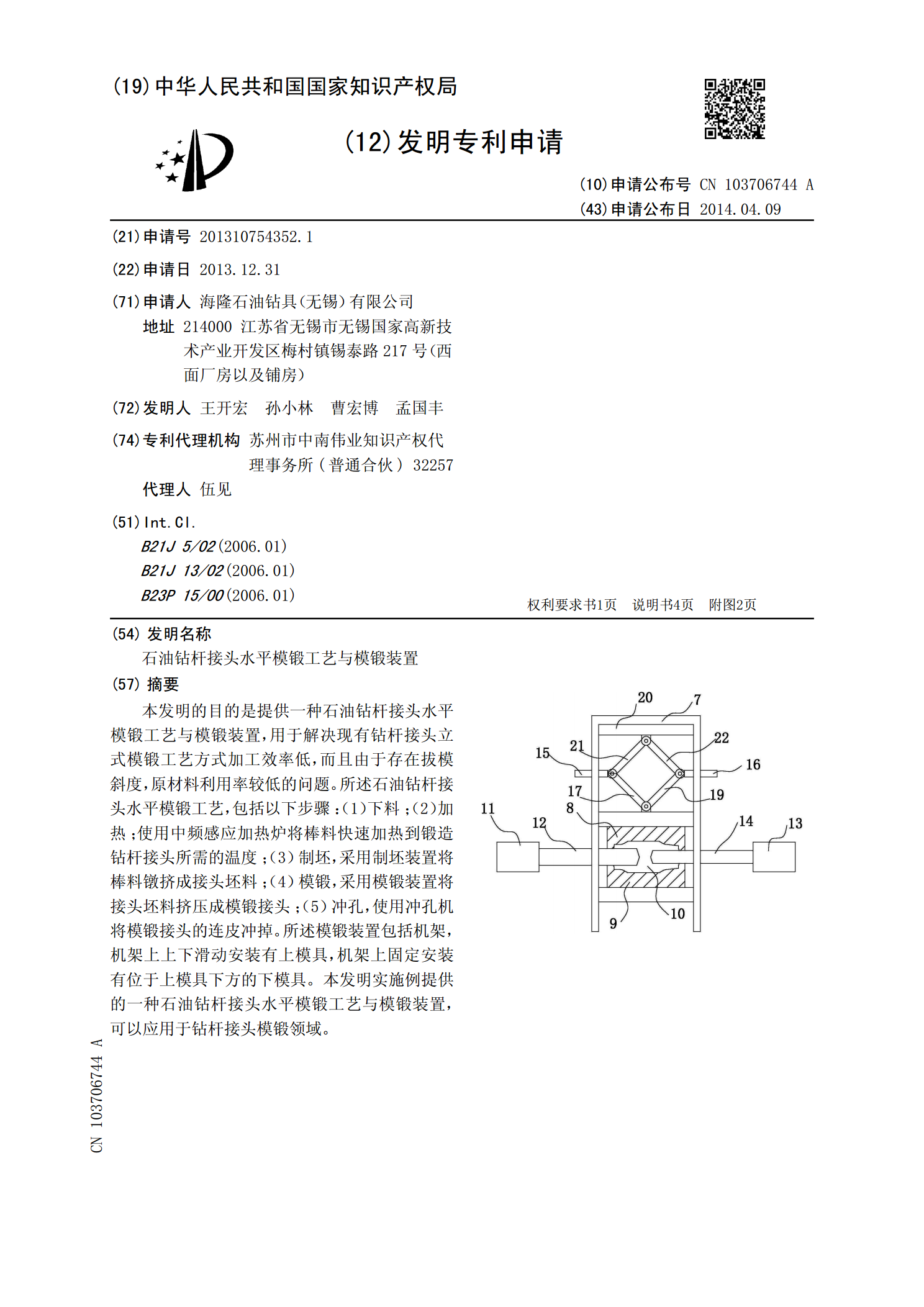
本发明的目的是提供一种石油钻杆接头水平模锻工艺与模锻装置,用于解决现有钻杆接头立式模锻工艺方式加工效率低,而且由于存在拔模斜度,原材料利用率较低的问题。所述石油钻杆接头水平模锻工艺,包括以下步骤:(1)下料;(2)加热;使用中频感应加热炉将棒料快速加热到锻造钻杆接头所需的温度;(3)制坯,采用制坯装置将棒料镦挤成接头坯料;(4)模锻,采用模锻装置将接头坯料挤压成模锻接头;(5)冲孔,使用冲孔机将模锻接头的连皮冲掉。所述模锻装置包括机架,机架上上下滑动安装有上模具,机架上固定安装有位于上模具下方的下模具。本