
大型L形中空薄壁管道的模锻成形模具及模锻成形方法.pdf

灵慧****89

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型L形中空薄壁管道的模锻成形模具及模锻成形方法.pdf
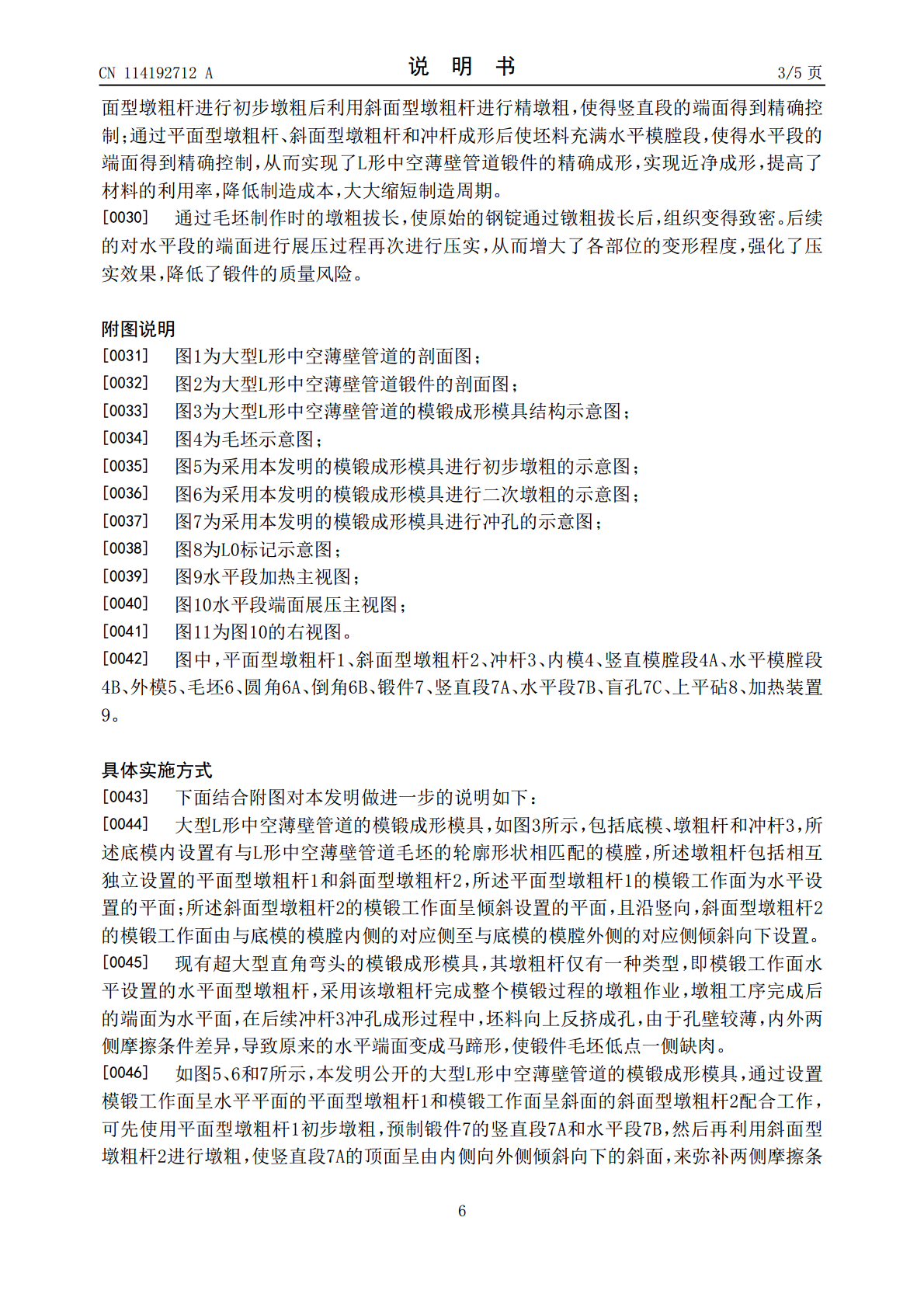
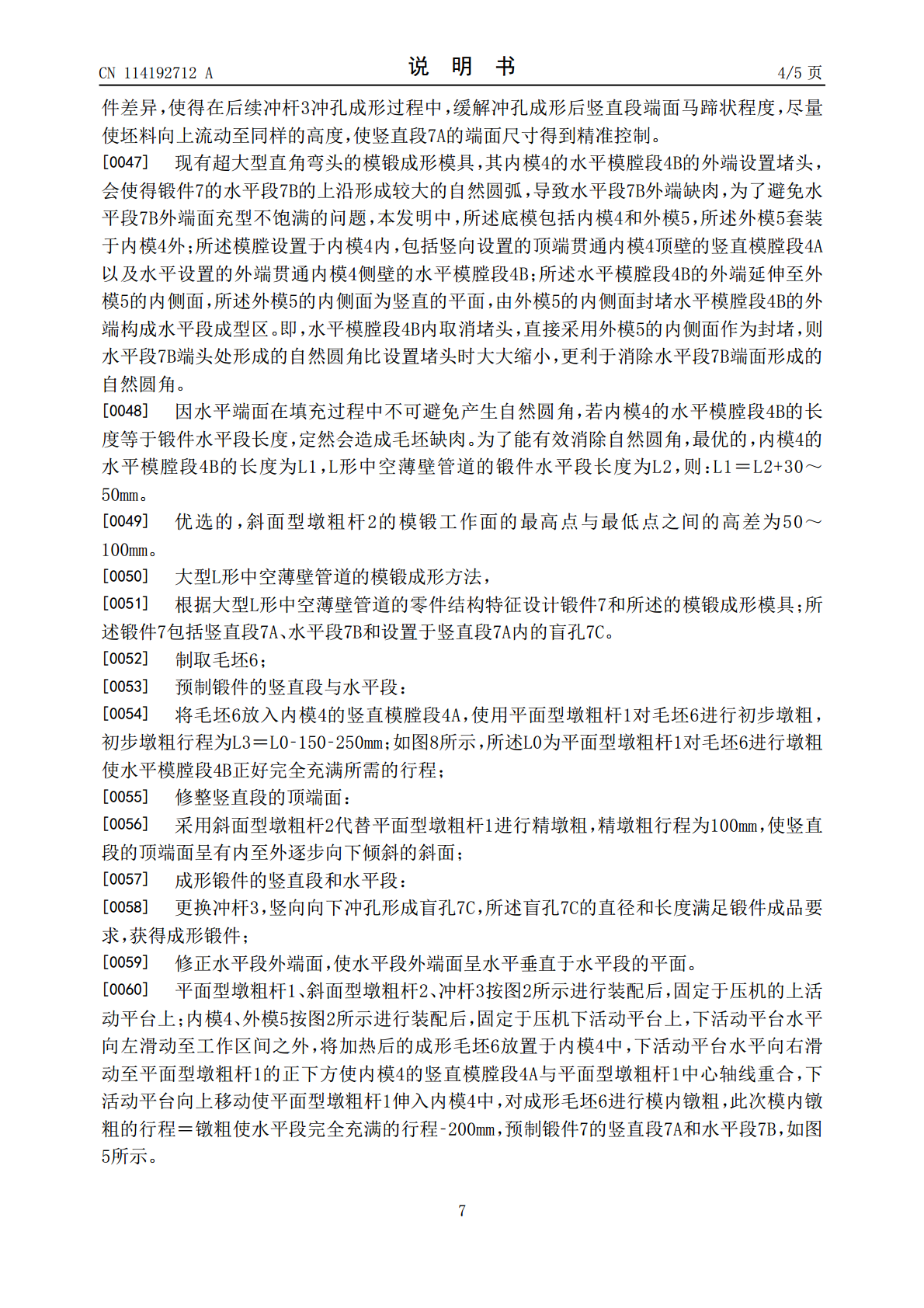
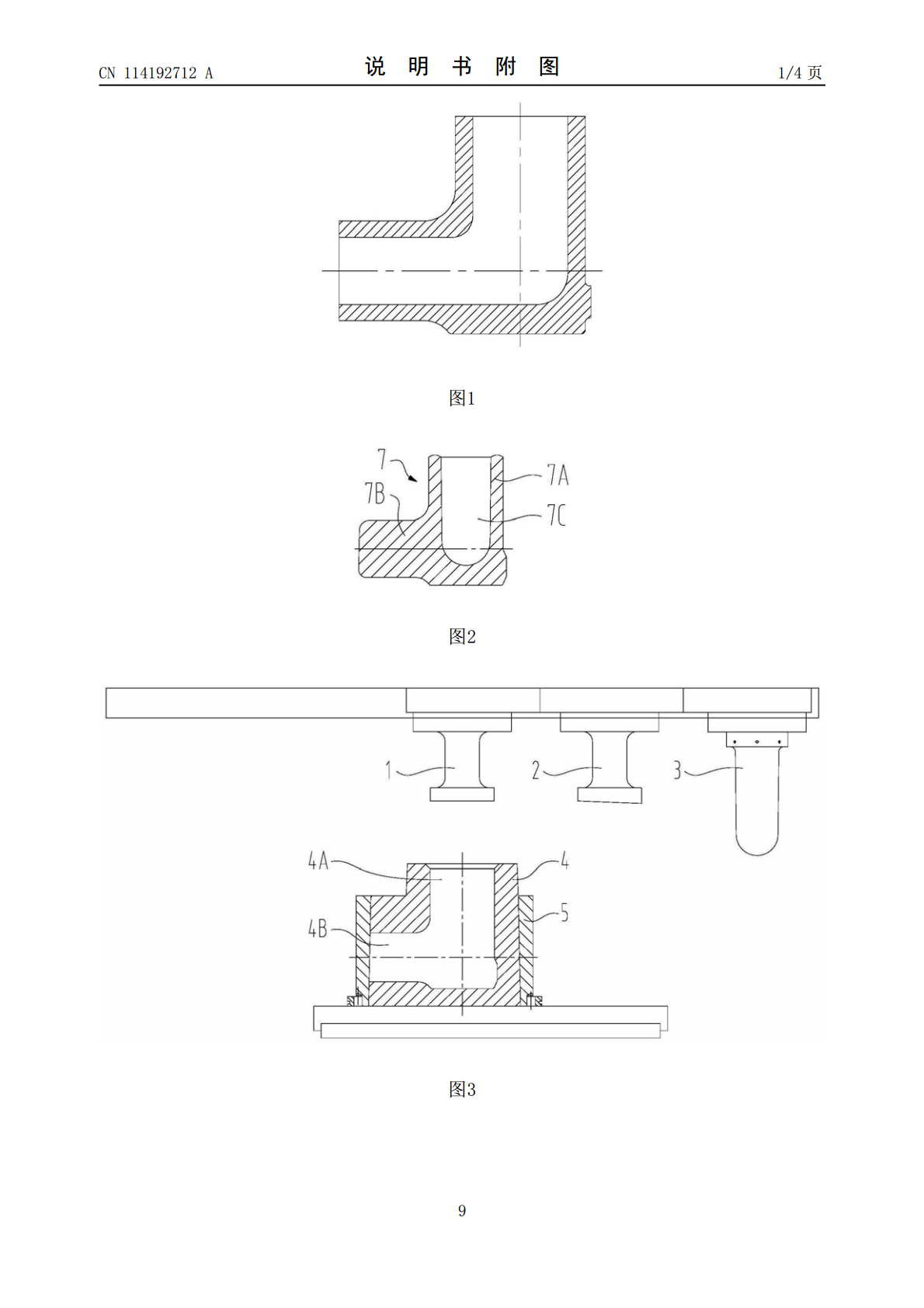
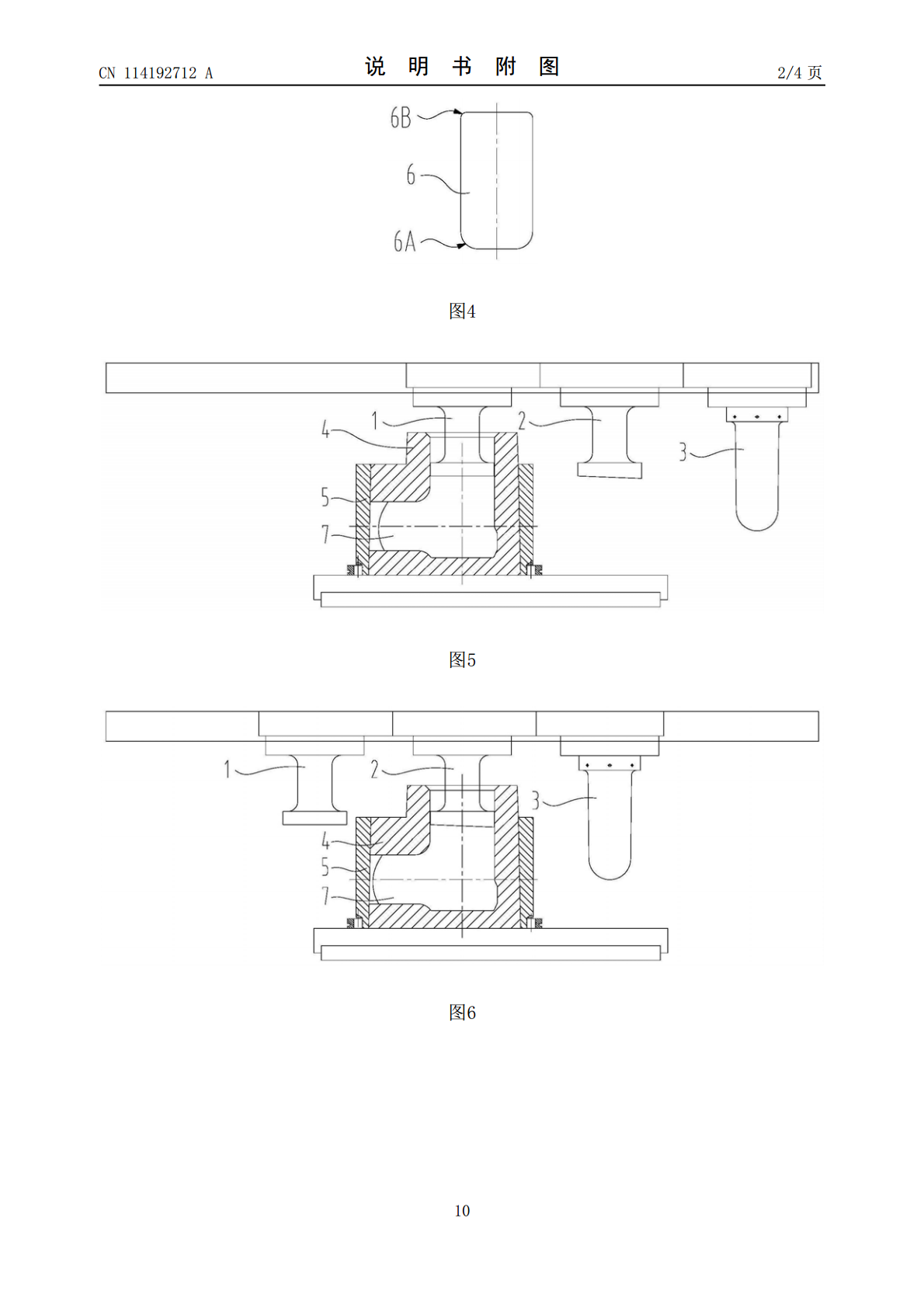
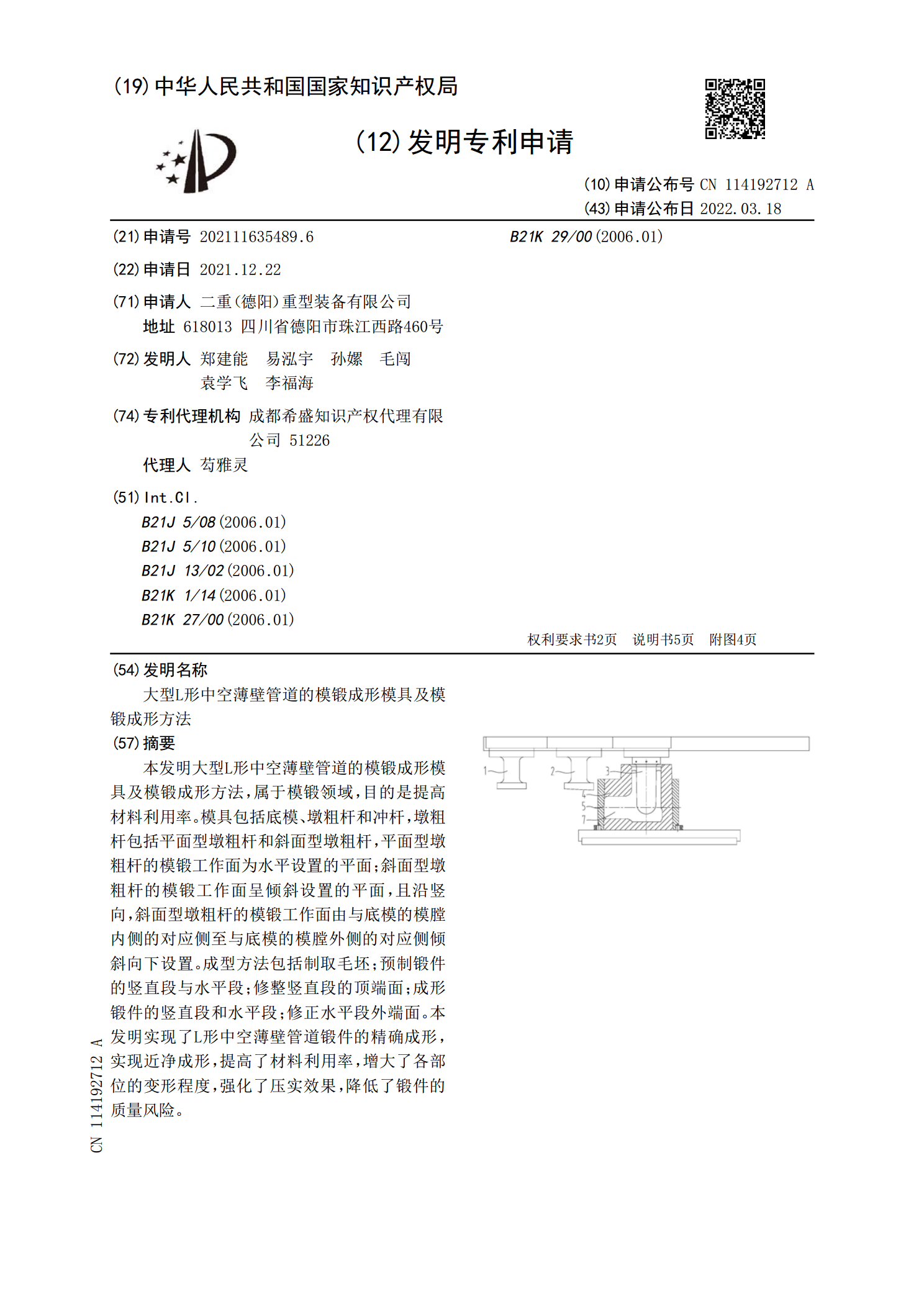
本发明大型L形中空薄壁管道的模锻成形模具及模锻成形方法,属于模锻领域,目的是提高材料利用率。模具包括底模、墩粗杆和冲杆,墩粗杆包括平面型墩粗杆和斜面型墩粗杆,平面型墩粗杆的模锻工作面为水平设置的平面;斜面型墩粗杆的模锻工作面呈倾斜设置的平面,且沿竖向,斜面型墩粗杆的模锻工作面由与底模的模膛内侧的对应侧至与底模的模膛外侧的对应侧倾斜向下设置。成型方法包括制取毛坯;预制锻件的竖直段与水平段;修整竖直段的顶端面;成形锻件的竖直段和水平段;修正水平段外端面。本发明实现了L形中空薄壁管道锻件的精确成形,实现近净成形

铝合金车轮液态模锻成形模具.pdf
本发明公开了一种铝合金车轮液态模锻成形模具,U型模柄(1)通过螺栓与连接板(23)连接,顶杆固定板(4)将大顶料杆(9)和小顶杆(21)固定在连接板(23)中,上模芯(10)通过连接螺杆(8)固定在上模固定板(7-1)中;斜导柱(7)固定在上连接板(6)和上模固定板(7-1)的空腔中,发挥边模(12)合模和分模作用;限位板(13)、弹簧组合件(14)辅助边模(12)合模和分模,边模导轨(15)与压板(16)连接,压板(16)与下模(20)、底板(17)通过螺栓连接;冲压导套(19-1)与底板(17)通过螺

一种气压快速充型液态模锻成形装置及成形方法.pdf
一种气压快速充型液态模锻成形装置及成形方法,涉及材料加工工程领域。现有液态模锻技术存在造价高、金属熔液充型过程中容易氧化、金属熔液变形力有限和金属制件力学性能难以提高的问题。液态模锻成形装置包括气压压射装置、液压机、模具型腔、升液管和熔化炉;模具型腔设置在液压机的上、下平台之间;熔化炉设置在液压机下平台的下方,升液管贯穿液压机的下平台,熔化炉的内腔与模具型腔的内腔通过升液管相通,气压压射装置的出气口伸入到熔化炉的内腔中。通过气压压射装置向熔化炉内施加气压,将熔化炉内的金属熔液填充到模具型腔中,再利用液压机
高温钛合金框模锻件整体成形方法.pdf
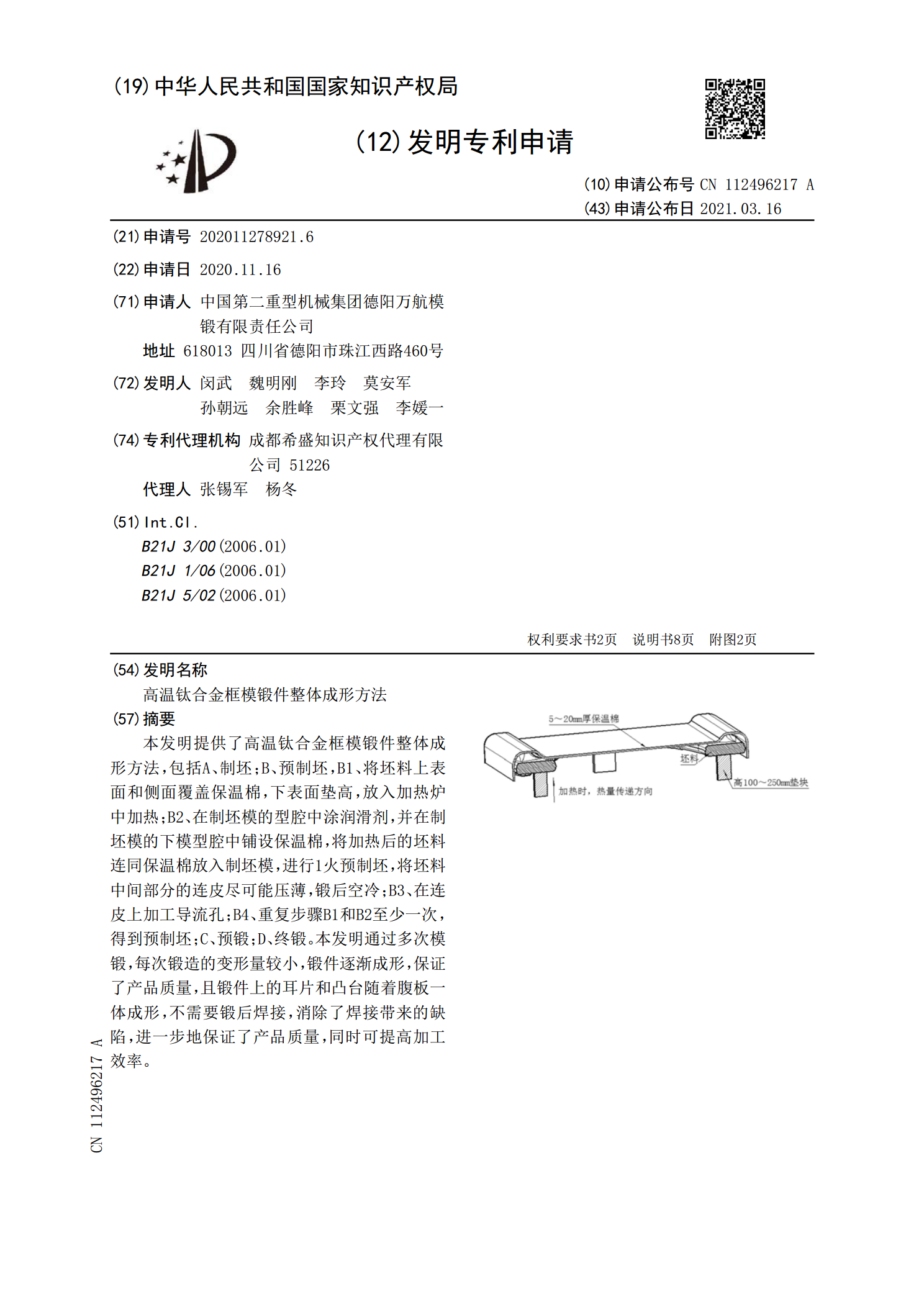
本发明提供了高温钛合金框模锻件整体成形方法,包括A、制坯;B、预制坯,B1、将坯料上表面和侧面覆盖保温棉,下表面垫高,放入加热炉中加热;B2、在制坯模的型腔中涂润滑剂,并在制坯模的下模型腔中铺设保温棉,将加热后的坯料连同保温棉放入制坯模,进行1火预制坯,将坯料中间部分的连皮尽可能压薄,锻后空冷;B3、在连皮上加工导流孔;B4、重复步骤B1和B2至少一次,得到预制坯;C、预锻;D、终锻。本发明通过多次模锻,每次锻造的变形量较小,锻件逐渐成形,保证了产品质量,且锻件上的耳片和凸台随着腹板一体成形,不需要锻后焊
液态模锻超轻型轮盘总成成形工艺方法及模具和系统.pdf
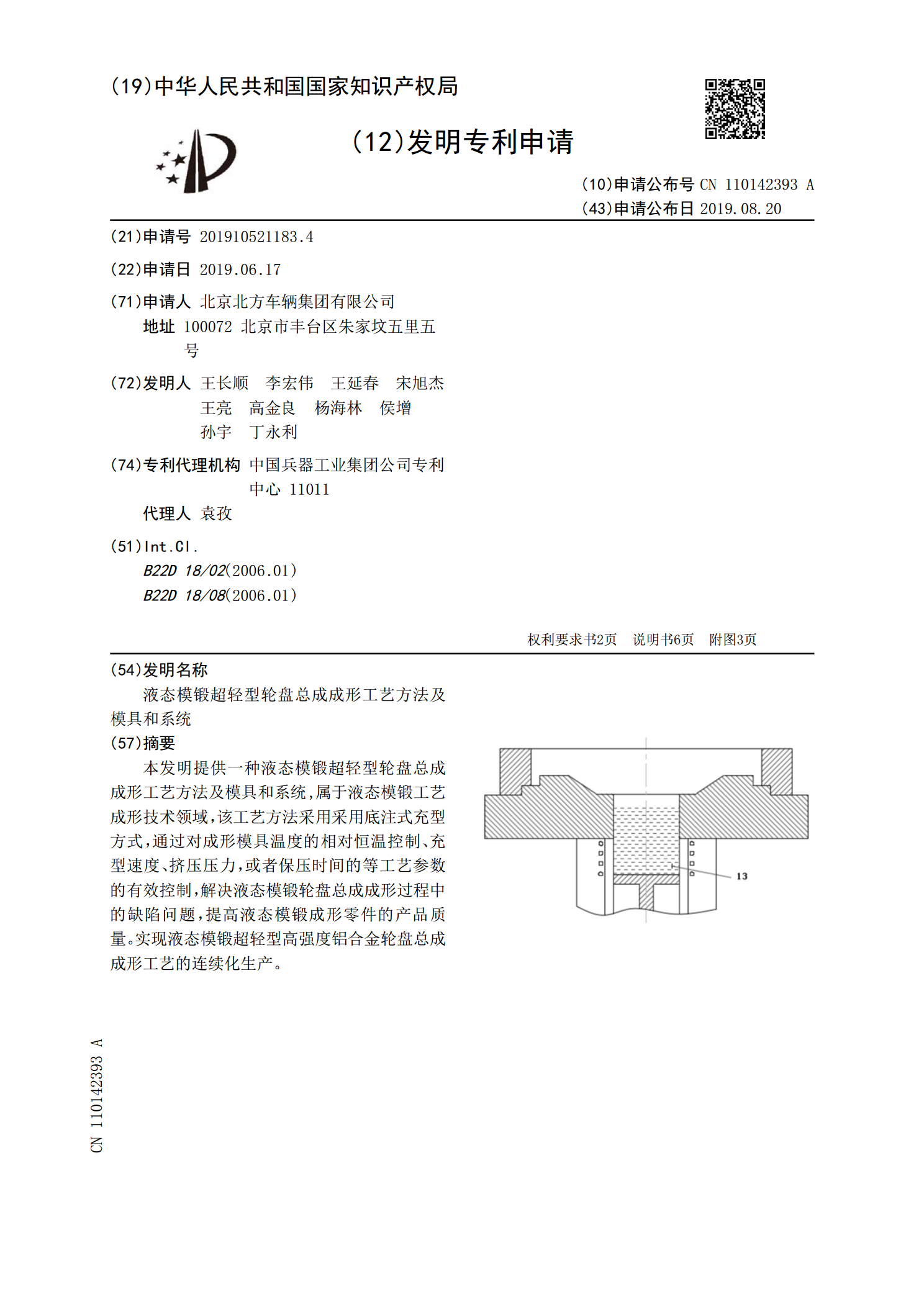
本发明提供一种液态模锻超轻型轮盘总成成形工艺方法及模具和系统,属于液态模锻工艺成形技术领域,该工艺方法采用采用底注式充型方式,通过对成形模具温度的相对恒温控制、充型速度、挤压压力,或者保压时间的等工艺参数的有效控制,解决液态模锻轮盘总成成形过程中的缺陷问题,提高液态模锻成形零件的产品质量。实现液态模锻超轻型高强度铝合金轮盘总成成形工艺的连续化生产。