
一种热轧加热炉板坯的自动照合方法.pdf

小寄****淑k


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热轧加热炉板坯的自动照合方法.pdf
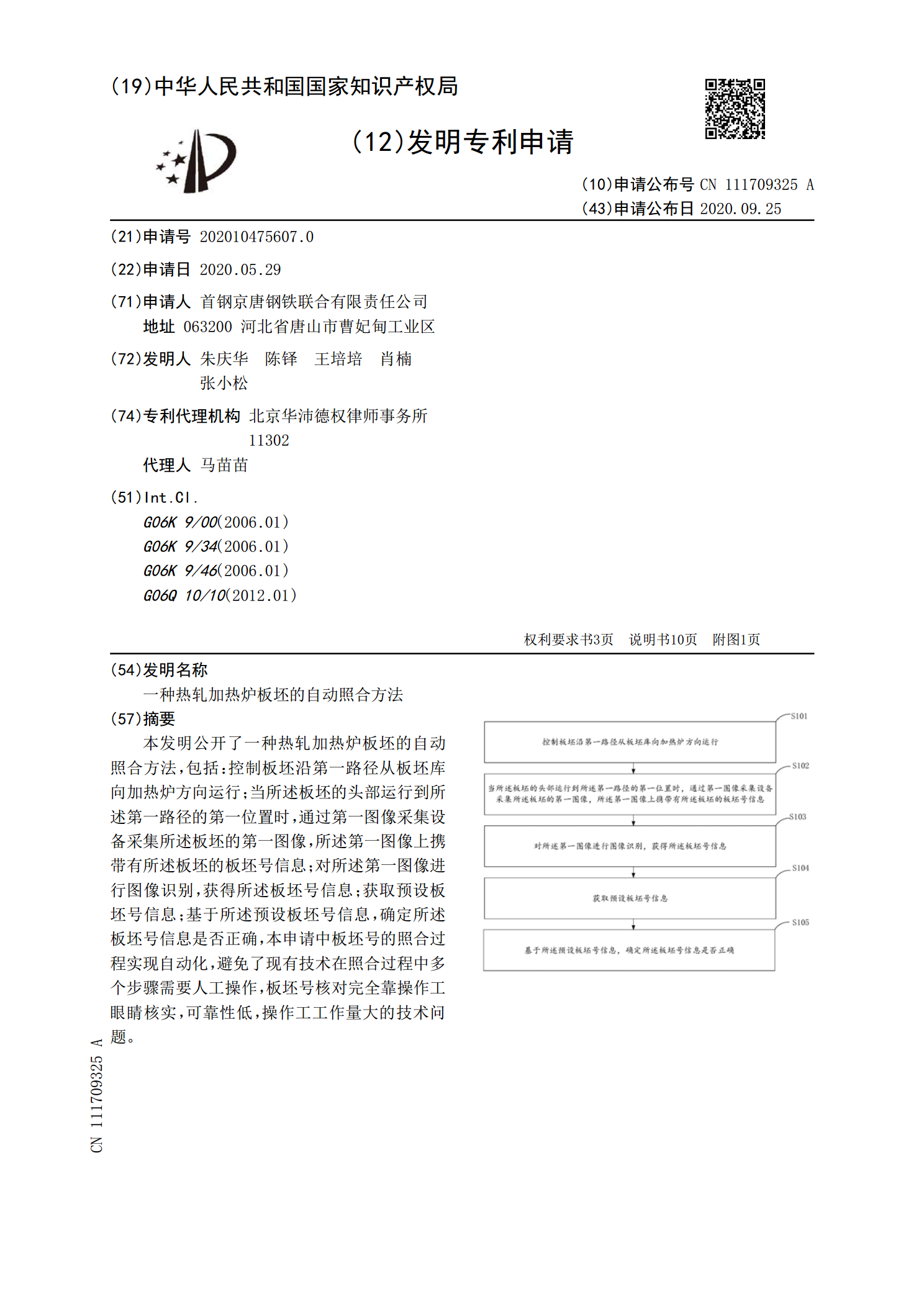
本发明公开了一种热轧加热炉板坯的自动照合方法,包括:控制板坯沿第一路径从板坯库向加热炉方向运行;当所述板坯的头部运行到所述第一路径的第一位置时,通过第一图像采集设备采集所述板坯的第一图像,所述第一图像上携带有所述板坯的板坯号信息;对所述第一图像进行图像识别,获得所述板坯号信息;获取预设板坯号信息;基于所述预设板坯号信息,确定所述板坯号信息是否正确,本申请中板坯号的照合过程实现自动化,避免了现有技术在照合过程中多个步骤需要人工操作,板坯号核对完全靠操作工眼睛核实,可靠性低,操作工工作量大的技术问题。
一种热轧加热炉用板坯燃料消耗计量方法.pdf
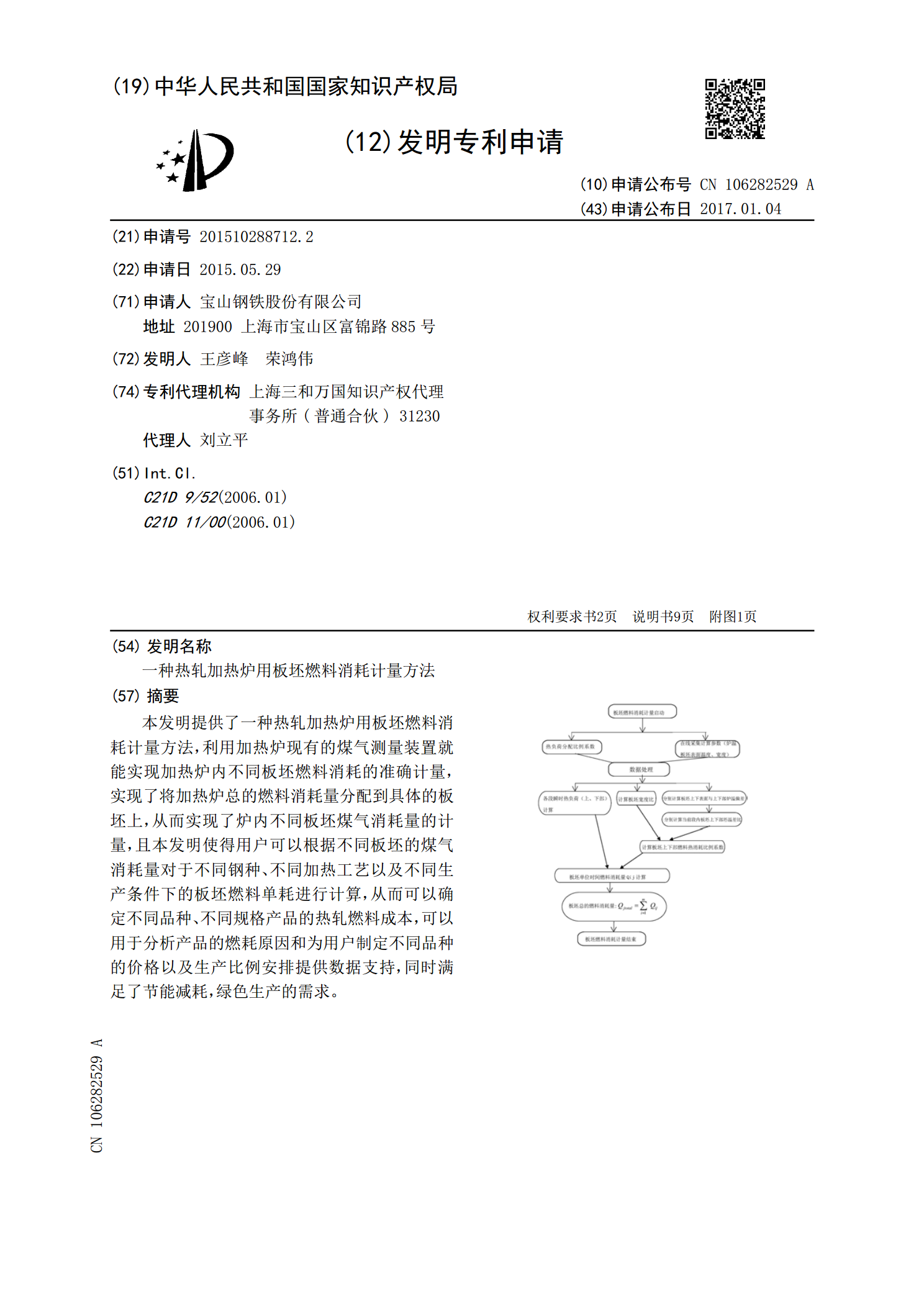
本发明提供了一种热轧加热炉用板坯燃料消耗计量方法,利用加热炉现有的煤气测量装置就能实现加热炉内不同板坯燃料消耗的准确计量,实现了将加热炉总的燃料消耗量分配到具体的板坯上,从而实现了炉内不同板坯煤气消耗量的计量,且本发明使得用户可以根据不同板坯的煤气消耗量对于不同钢种、不同加热工艺以及不同生产条件下的板坯燃料单耗进行计算,从而可以确定不同品种、不同规格产品的热轧燃料成本,可以用于分析产品的燃耗原因和为用户制定不同品种的价格以及生产比例安排提供数据支持,同时满足了节能减耗,绿色生产的需求。

一种热轧加热炉入炉板坯综合控制方法.pdf
本发明涉及一种热轧加热炉入炉板坯综合控制方法,所述方法包括以下步骤:S1、对板坯重量相关数据进行校验;S2、对板坯实测温度数据进行校验;S3、对板坯长度相关数据进行校验;S4、对板坯宽度相关数据进行校验。该方案不仅能有效提高热轧加热炉入炉板坯的精度和合理性,保证入炉板坯信息的准确性,还能对后续轧线生产控制起到一定作用,充分保证每一块入炉板坯的合理性,具有较大的使用价值。

一种热轧加热炉板坯表面温度检测方法.pdf
本发明揭示了一种热轧加热炉板坯表面温度检测方法,通过在出料侧安装双光路高温摄像机,通过角度调整对板坯全长温度进行测量,获得板坯表面的准确数据;通过激光检测器、加热炉模型控制系统、温度测量系统的信息交换,确认出炉前板坯表面温度并进行数据存档,从而能够准确测量板坯表面温度,提高板坯表面加热质量,降低后工序质量控制风险。
一种加热炉板坯自动定位方法及系统.pdf
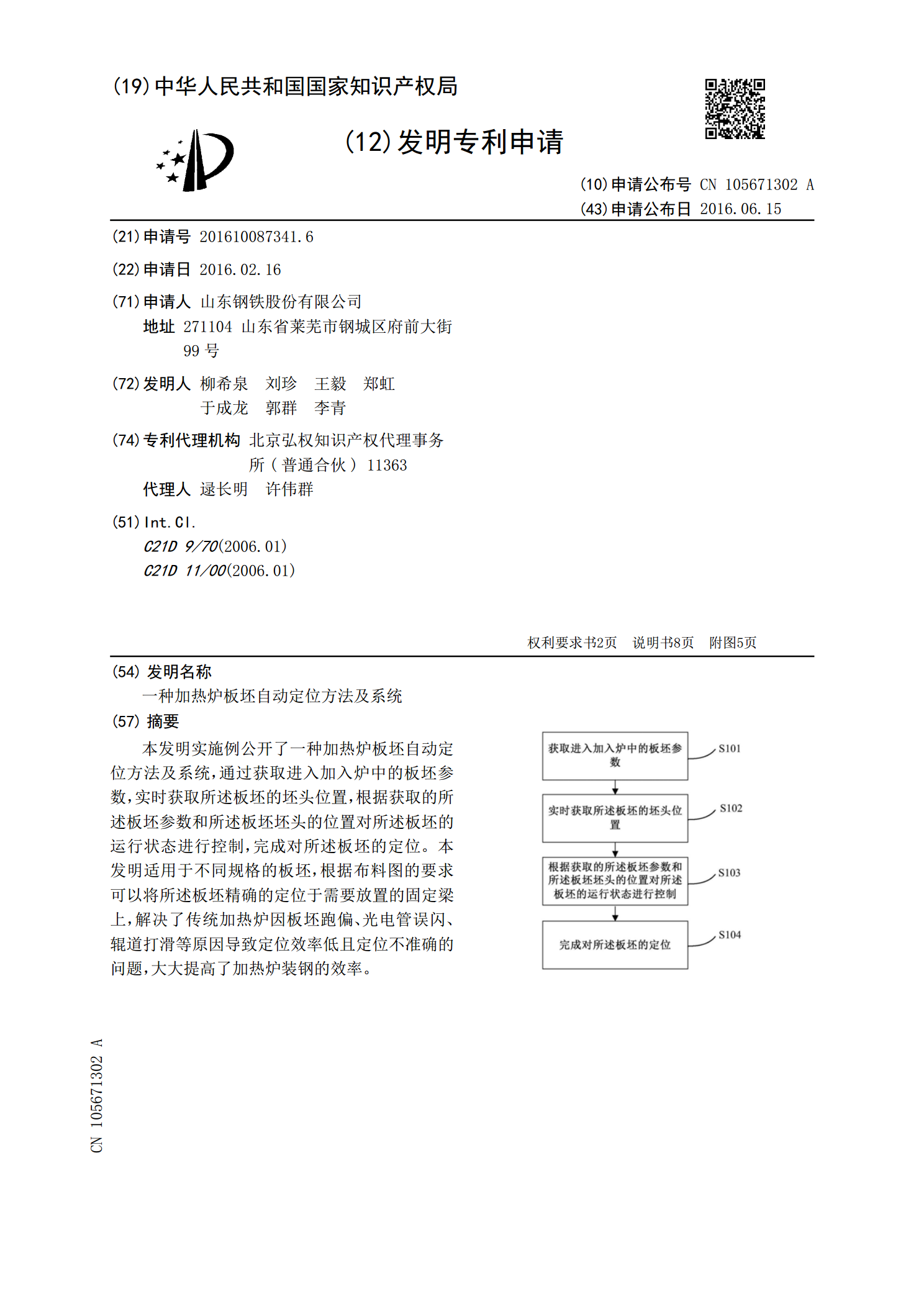
本发明实施例公开了一种加热炉板坯自动定位方法及系统,通过获取进入加入炉中的板坯参数,实时获取所述板坯的坯头位置,根据获取的所述板坯参数和所述板坯坯头的位置对所述板坯的运行状态进行控制,完成对所述板坯的定位。本发明适用于不同规格的板坯,根据布料图的要求可以将所述板坯精确的定位于需要放置的固定梁上,解决了传统加热炉因板坯跑偏、光电管误闪、辊道打滑等原因导致定位效率低且定位不准确的问题,大大提高了加热炉装钢的效率。