
一种热轧加热炉入炉板坯综合控制方法.pdf

论文****酱吖


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种热轧加热炉入炉板坯综合控制方法.pdf
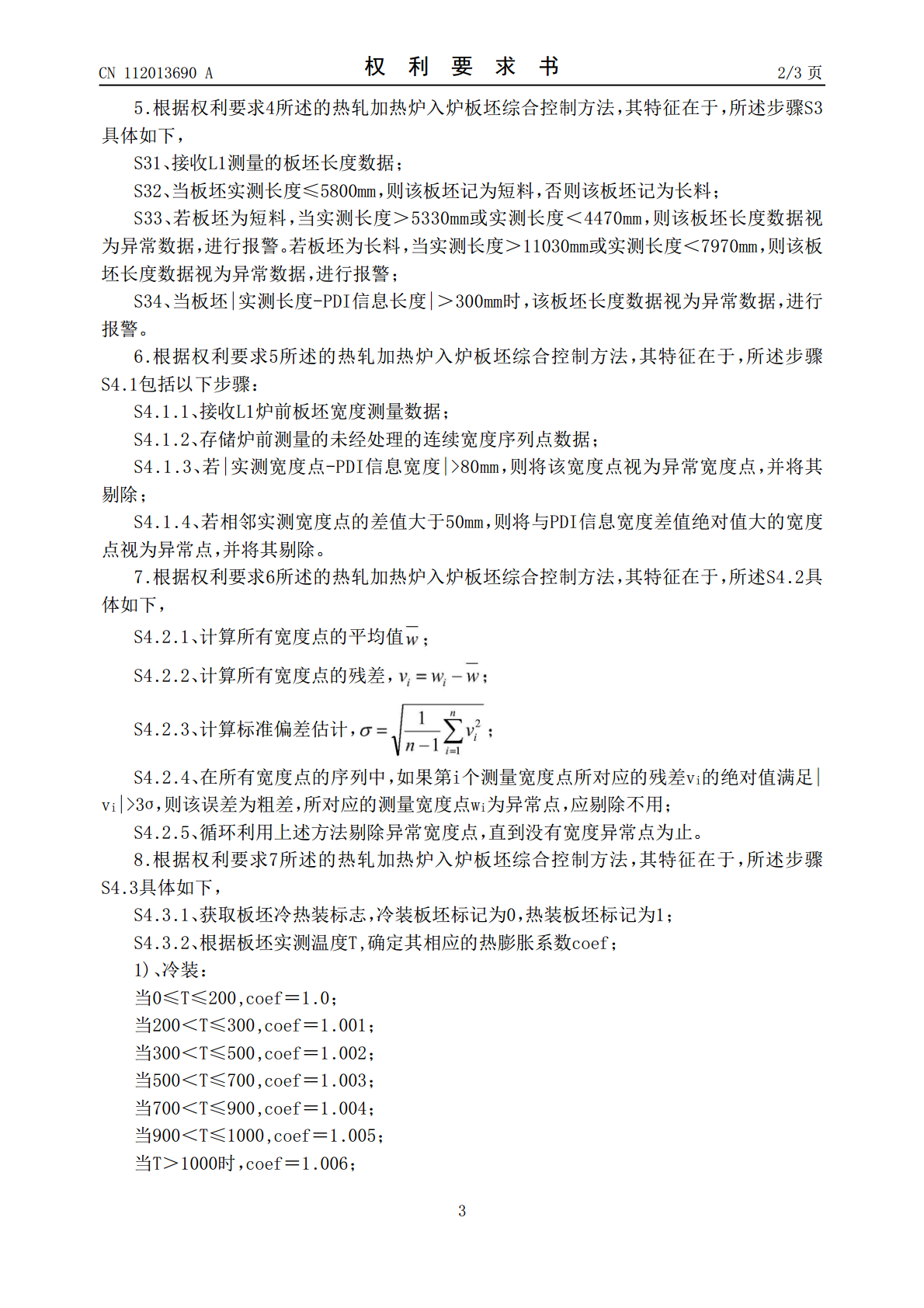
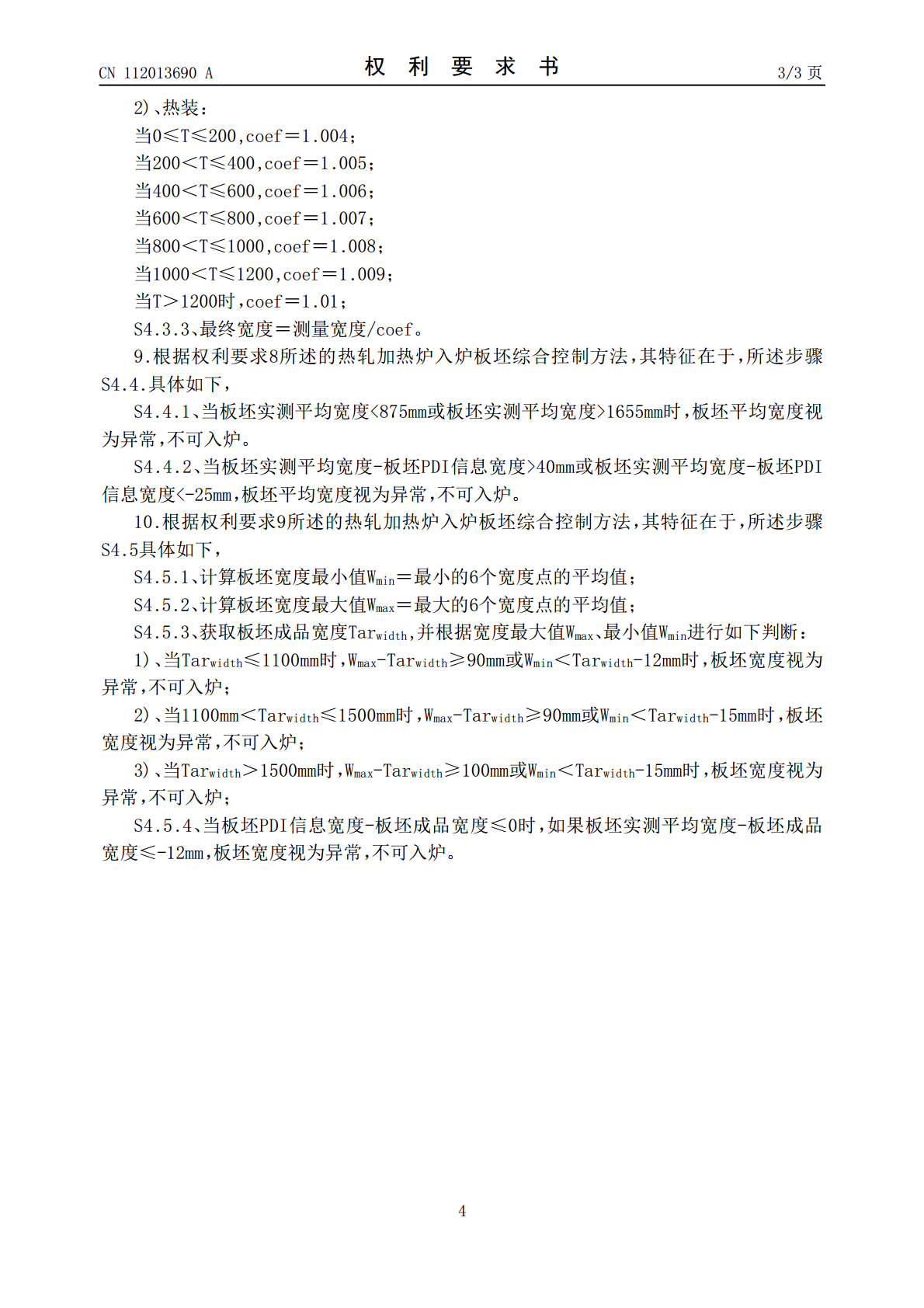
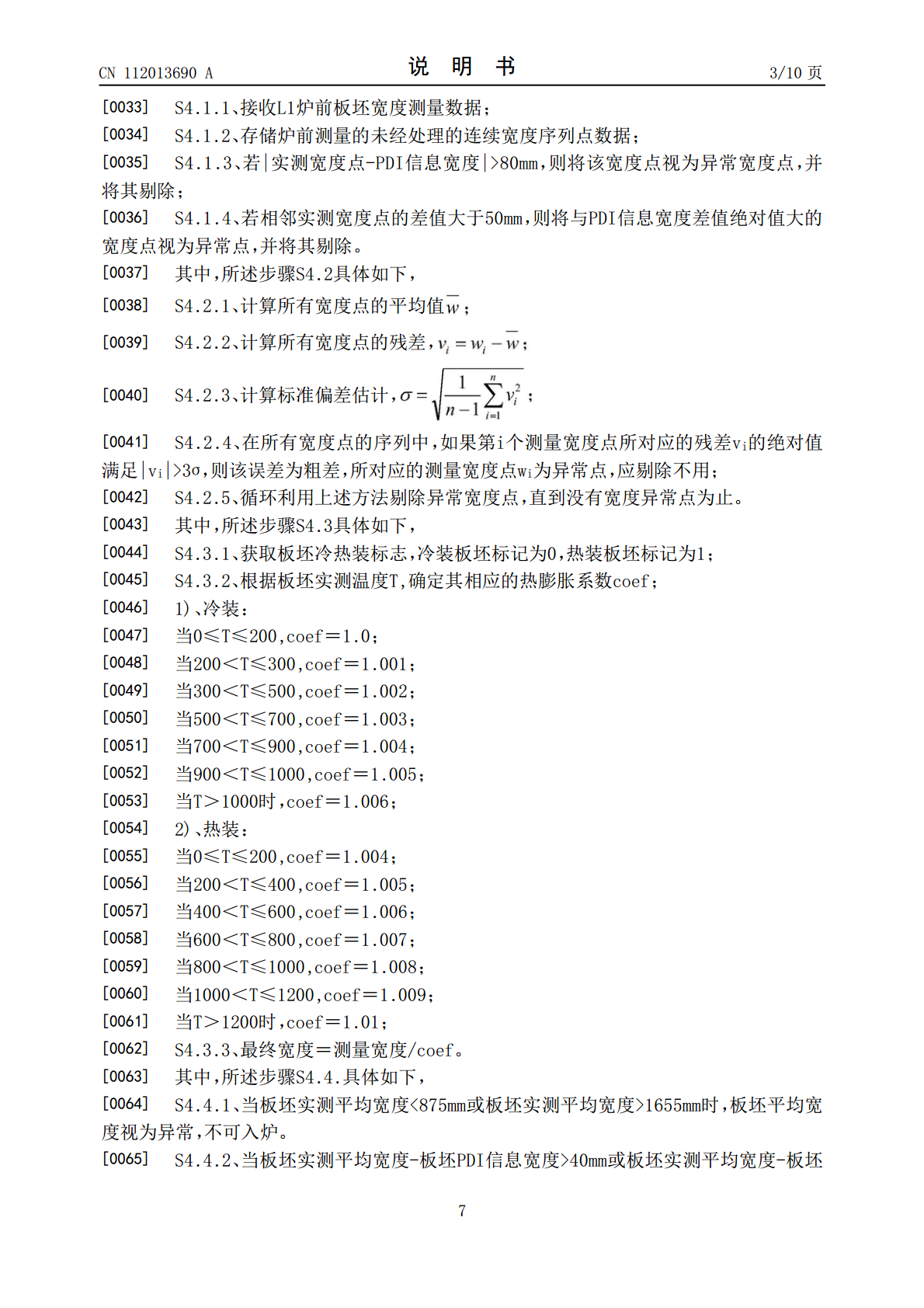
本发明涉及一种热轧加热炉入炉板坯综合控制方法,所述方法包括以下步骤:S1、对板坯重量相关数据进行校验;S2、对板坯实测温度数据进行校验;S3、对板坯长度相关数据进行校验;S4、对板坯宽度相关数据进行校验。该方案不仅能有效提高热轧加热炉入炉板坯的精度和合理性,保证入炉板坯信息的准确性,还能对后续轧线生产控制起到一定作用,充分保证每一块入炉板坯的合理性,具有较大的使用价值。
热轧加热炉板坯温度自学习控制方法.pdf
本发明涉及热轧板坯加热温度控制技术领域,尤其涉及一种热轧加热炉板坯温度自学习控制方法。根据粗轧区域测得的两个粗轧机出口温度RDT,利用回归分析和计算轧机温降,反推板坯的出炉实际温度,再与板坯目标温度比较,实现板坯温度自学习,完成对加热炉二级控制模型参数的调整。本发明方法的应用不仅可以改善因为出炉温度无法准确测量造成的加热质量问题,还能优化加热炉自动燃烧模型,提高产品质量,降低燃料消耗。显著提高钢坯加热温度控制准确性,提升粗轧出口目标温度RDT指标。改善钢坯加热质量,提高成材率,减少封锁量和废品量。更重要的
一种热轧加热炉板坯的自动照合方法.pdf
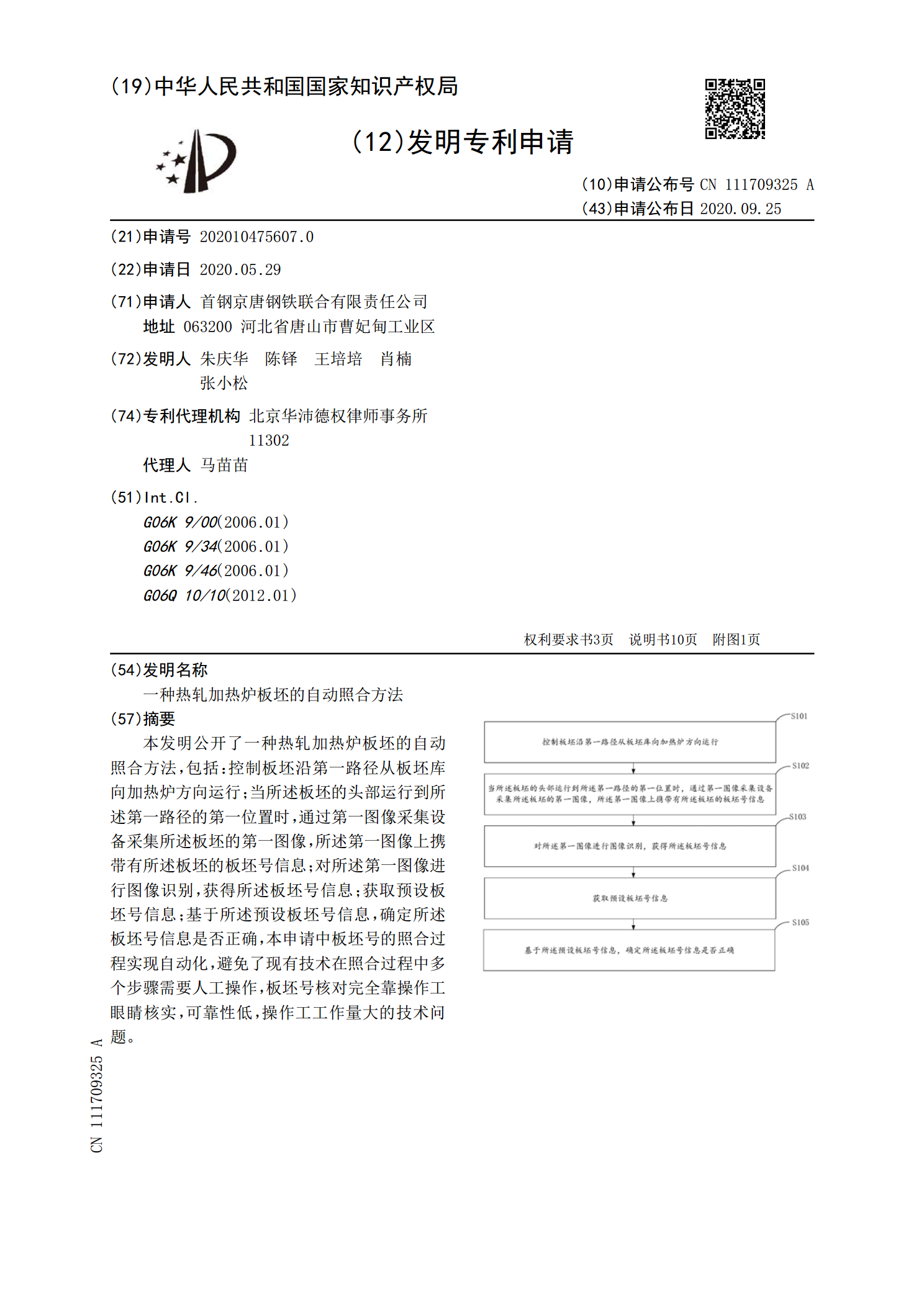
本发明公开了一种热轧加热炉板坯的自动照合方法,包括:控制板坯沿第一路径从板坯库向加热炉方向运行;当所述板坯的头部运行到所述第一路径的第一位置时,通过第一图像采集设备采集所述板坯的第一图像,所述第一图像上携带有所述板坯的板坯号信息;对所述第一图像进行图像识别,获得所述板坯号信息;获取预设板坯号信息;基于所述预设板坯号信息,确定所述板坯号信息是否正确,本申请中板坯号的照合过程实现自动化,避免了现有技术在照合过程中多个步骤需要人工操作,板坯号核对完全靠操作工眼睛核实,可靠性低,操作工工作量大的技术问题。

一种加热炉入炉板坯盲区消除方法.pdf
本发明公开了一种加热炉入炉板坯盲区消除方法,涉及冶金加热炉设备领域,在现有的大量程高温计基础上,再在板坯核对的周围位置安装小量程高温计,大量程高温计的温度范围是300~1300℃,小量程高温计的温度范围是0~400℃;将大量程高温计和小量程高温计信号接入PLC系统中,对两个高温计的读数进行对比后,PLC系统选择合适的高温计进行数据处理、计算和发送至加热炉二级系统加热炉二级系统根据接收到的温度,精确计算出目标模型温度。本发明主要致力于降低加热炉燃烧成本,提高经济效益,提高企业生存力。

一种热轧加热炉板坯表面温度检测方法.pdf
本发明揭示了一种热轧加热炉板坯表面温度检测方法,通过在出料侧安装双光路高温摄像机,通过角度调整对板坯全长温度进行测量,获得板坯表面的准确数据;通过激光检测器、加热炉模型控制系统、温度测量系统的信息交换,确认出炉前板坯表面温度并进行数据存档,从而能够准确测量板坯表面温度,提高板坯表面加热质量,降低后工序质量控制风险。