
一种高韧性铝合金型材热处理工艺.pdf

小云****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高韧性铝合金型材热处理工艺.pdf
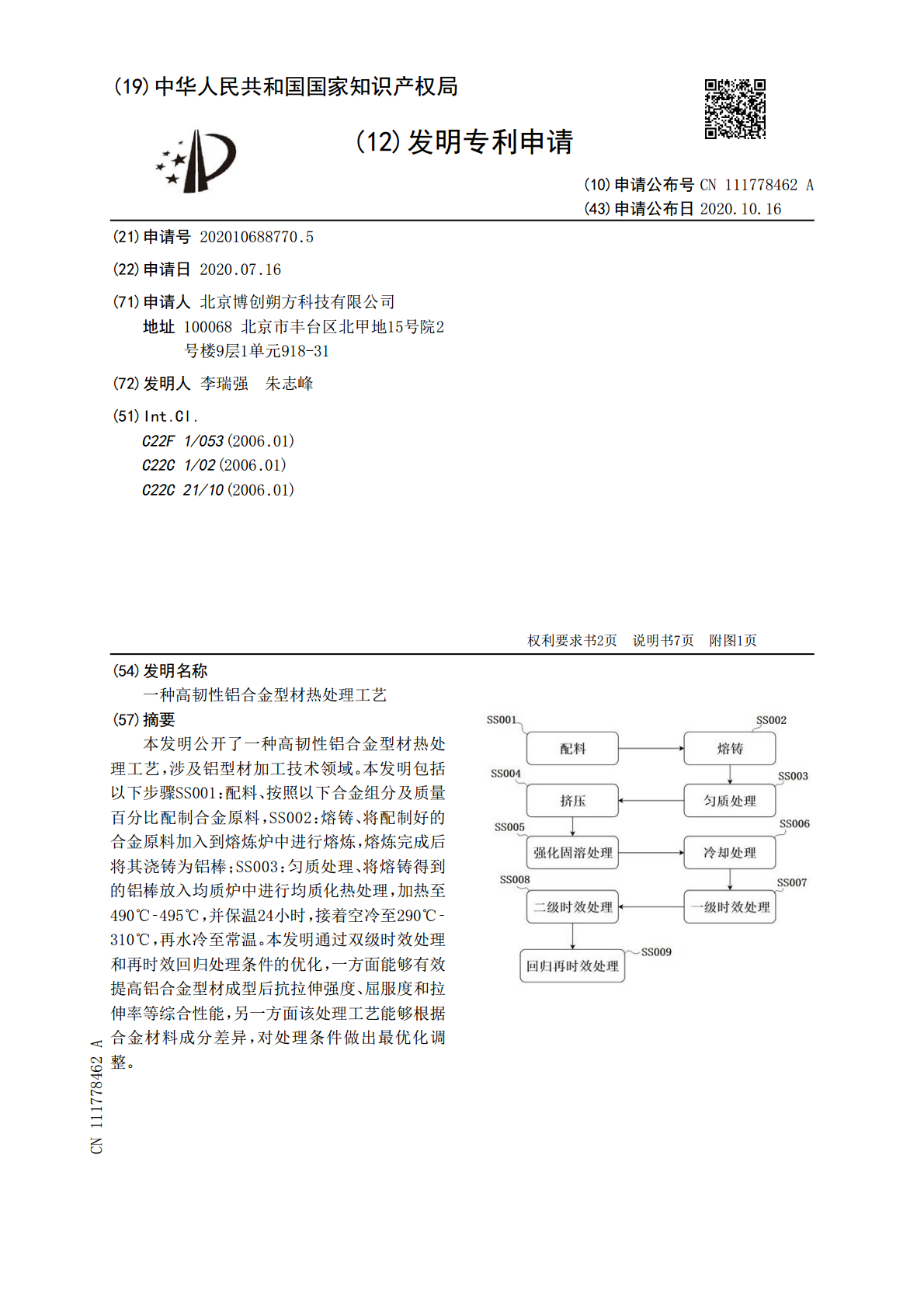
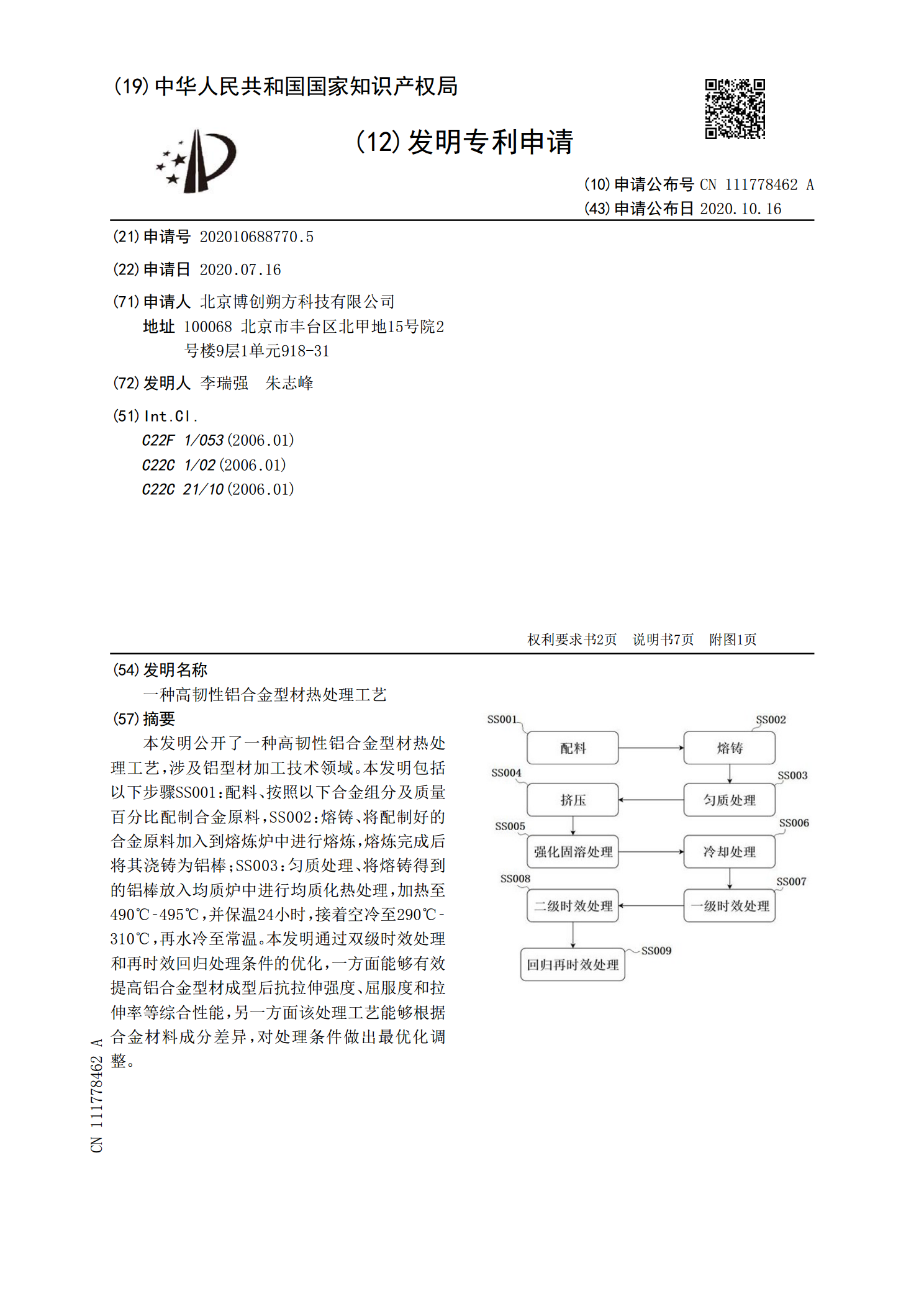
本发明公开了一种高韧性铝合金型材热处理工艺,涉及铝型材加工技术领域。本发明包括以下步骤SS001:配料、按照以下合金组分及质量百分比配制合金原料,SS002:熔铸、将配制好的合金原料加入到熔炼炉中进行熔炼,熔炼完成后将其浇铸为铝棒;SS003:匀质处理、将熔铸得到的铝棒放入均质炉中进行均质化热处理,加热至490℃‑495℃,并保温24小时,接着空冷至290℃‑310℃,再水冷至常温。本发明通过双级时效处理和再时效回归处理条件的优化,一方面能够有效提高铝合金型材成型后抗拉伸强度、屈服度和拉伸率等综合性能,另

铝合金型材的热处理工艺.pdf
本发明涉及铝合金型材技术领域,且公开了铝合金型材的热处理工艺,包括以下步骤,S1,退火处理,将铝合金铸件加热,保温一段时间,之后随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集;S2,淬火,把铝合金铸件加热到较高的温度,保温一段时间,然后,急速淬入60‑100°C的水中,使铸件急冷;S3,时效处理,把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷,直至室温;S4,循环处理,把铝合金铸件冷却到零下某个温度,并保温一定时间,再把铸件加热到350°C以下。该铝合金型材的热处理工艺,能显著提高铝

一种铝合金挤压型材的加工热处理工艺.pdf
本发明提供了一种铝合金挤压型材的加工热处理工艺,包括以下步骤:(1)将6063铝合金铸锭进行均匀化热处理;铝合金铸锭、挤压模具、挤压机的挤压筒分别进行加热处理,挤压;(2)将得到的6063铝合金挤压型材进行淬火处理、回火处理;(3)将铝合金挤压型材进行五级时效热处理,第一级时效热处理,温度为425‑450℃,时间为2‑3h,水冷;第二级时效热处理,温度为320‑340℃,时间为4‑6h,空冷;第三级时效热处理,温度为245‑265℃,时间为5‑8h,空冷;第四级时效热处理,温度为180‑215℃,时间为5
一种高韧性钢带热处理淬火工艺.pdf
本发明的提供一种高韧性钢带热处理淬火工艺,包括预热处理、淬火预备热处理、淬火处理、回火处理、抛光处理、表面镀锌、裁切入库。本发明提供的一种高韧性钢带热处理淬火工艺,在淬火前进行初步加热、正火以及高温回火处理,初步加热用来对钢带的突然高温产生缓冲,正火处理将钢带晶粒细化以及碳化物分布均匀化,用来改善钢带的韧性,降低其硬度,且在正火处理时使用真空罩炉内操作,对钢带的表面进行保护,改善其表面质量,减少酸洗工序,降低成本;高温回火在于消除正火冷却时产生的应力,进一步做增加钢带的韧性;在钢带表面进行镀锌,增加钢带的
一种铝合金型材的热处理方法.pdf
本发明公开了一种铝合金型材的热处理方法,包括以下步骤:①将铝合金型材加热到450~500℃,保持1~2小时;②随炉温冷却至350~300℃;③以25℃每秒的速度降温至室温;④再次升温至280~300℃,保温2~3h;⑤最后,随炉冷却到室温。本发明可以消除铝合金型材的内部应力,可以提高铝合金型材的尺寸稳定性和塑性,并减少变形、翘曲。