
一种整体焊接的铝管铝片换热器及其制作方法.pdf

猫巷****松臣


1/7

2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种整体焊接的铝管铝片换热器及其制作方法.pdf
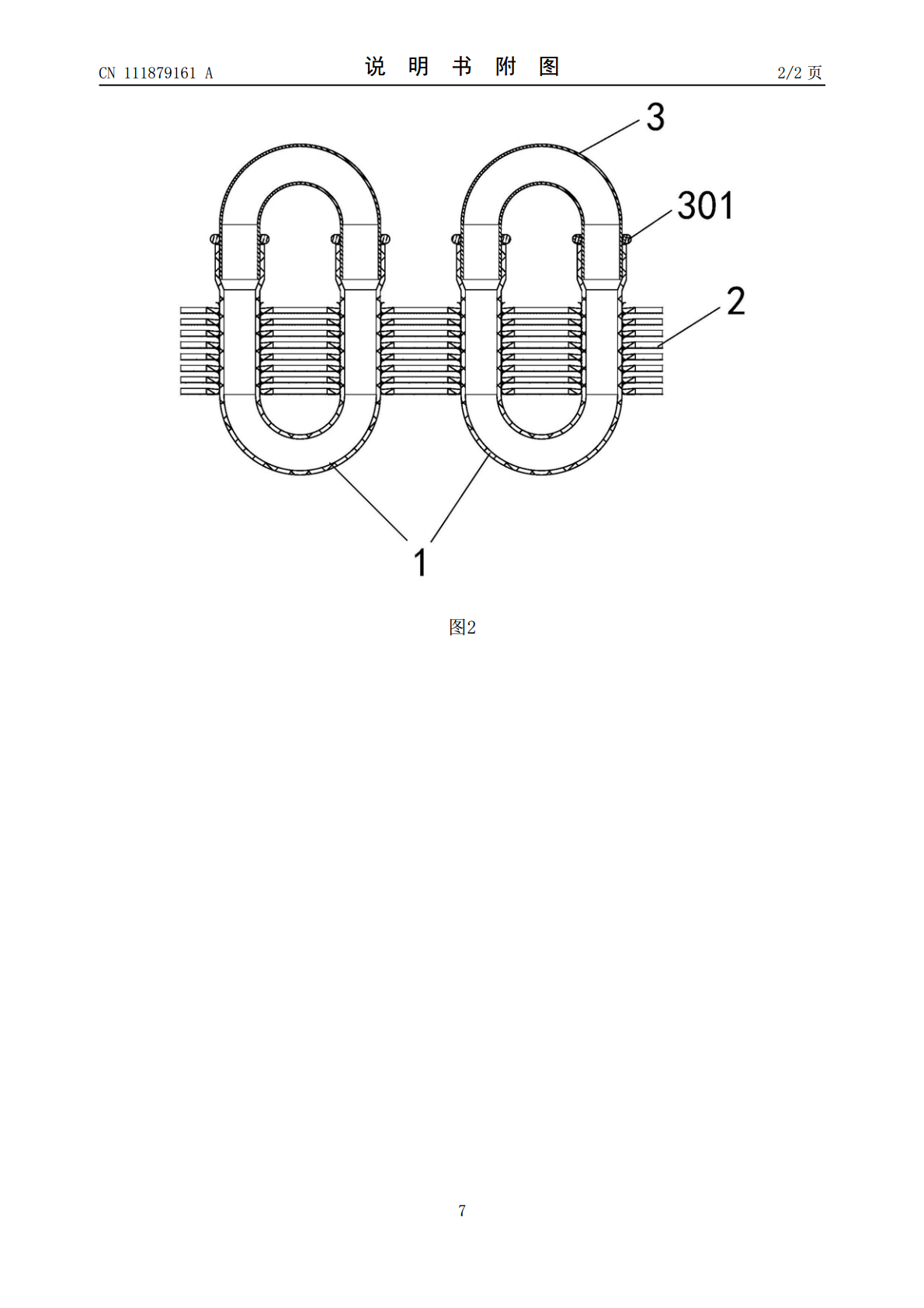
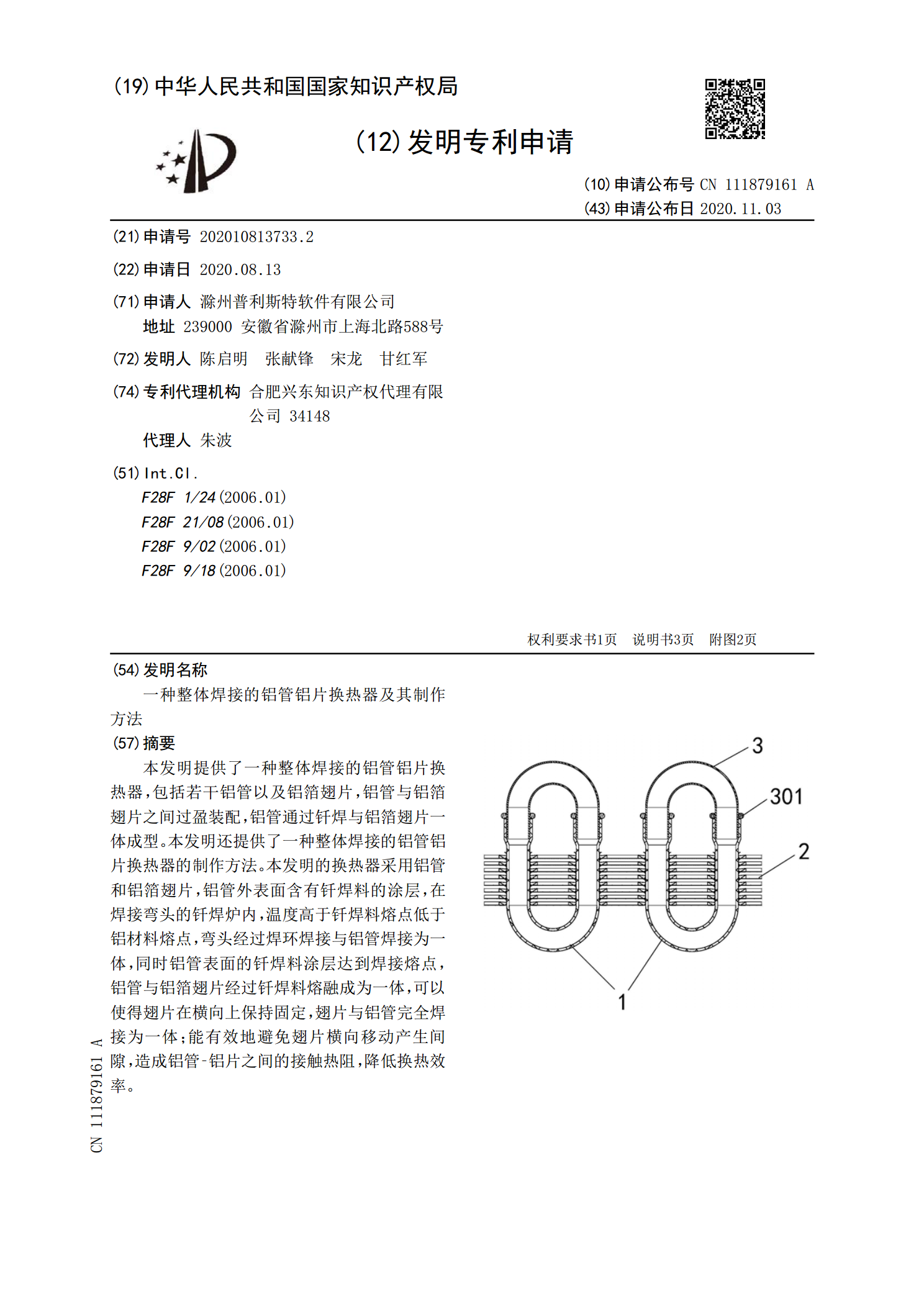
本发明提供了一种整体焊接的铝管铝片换热器,包括若干铝管以及铝箔翅片,铝管与铝箔翅片之间过盈装配,铝管通过钎焊与铝箔翅片一体成型。本发明还提供了一种整体焊接的铝管铝片换热器的制作方法。本发明的换热器采用铝管和铝箔翅片,铝管外表面含有钎焊料的涂层,在焊接弯头的钎焊炉内,温度高于钎焊料熔点低于铝材料熔点,弯头经过焊环焊接与铝管焊接为一体,同时铝管表面的钎焊料涂层达到焊接熔点,铝管与铝箔翅片经过钎焊料熔融成为一体,可以使得翅片在横向上保持固定,翅片与铝管完全焊接为一体;能有效地避免翅片横向移动产生间隙,造成铝管‑
一种铝杆制造软质铝管用铝圆片的方法.pdf
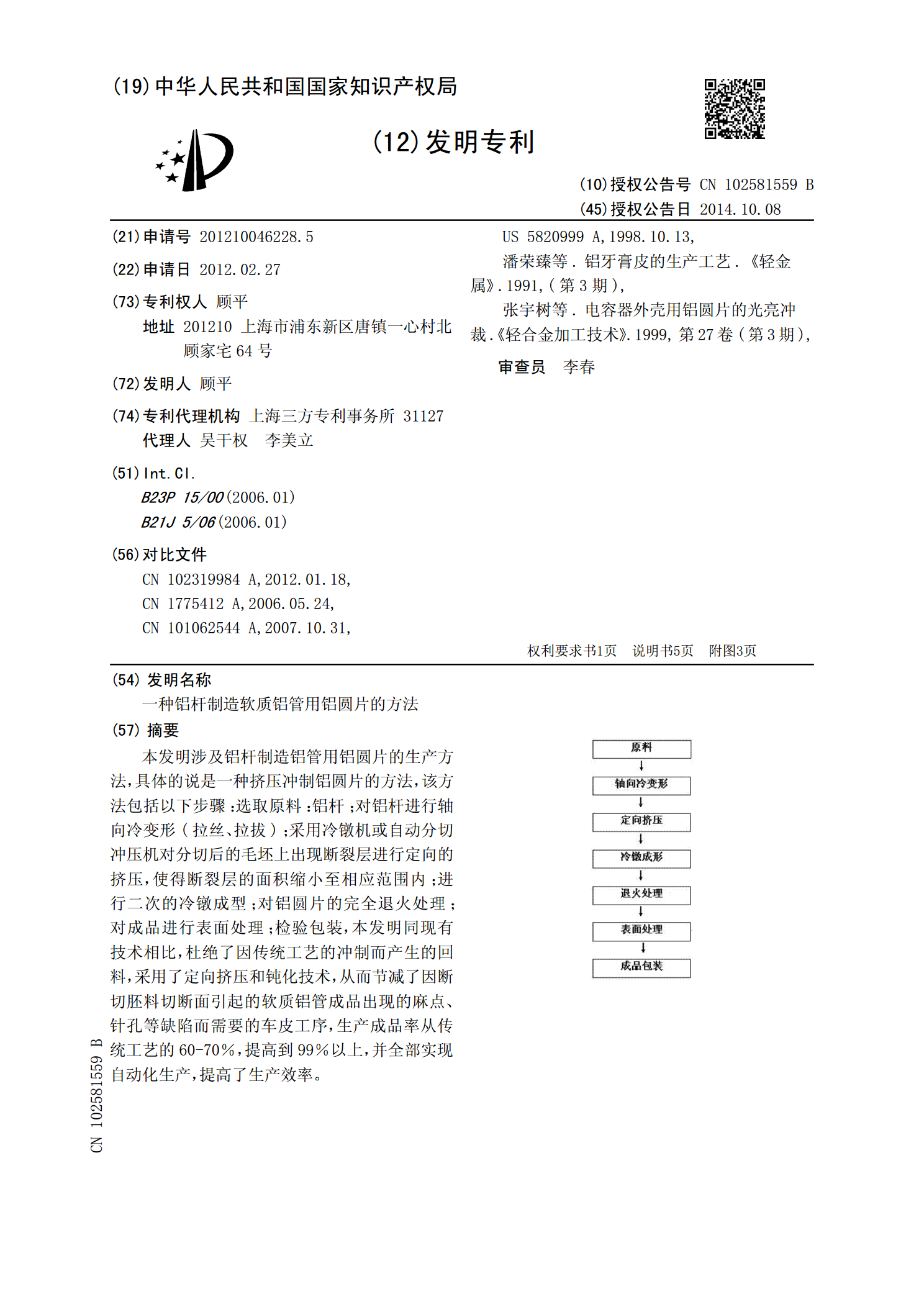
本发明涉及铝杆制造铝管用铝圆片的生产方法,具体的说是一种挤压冲制铝圆片的方法,该方法包括以下步骤:选取原料:铝杆;对铝杆进行轴向冷变形(拉丝、拉拔);采用冷镦机或自动分切冲压机对分切后的毛坯上出现断裂层进行定向的挤压,使得断裂层的面积缩小至相应范围内;进行二次的冷镦成型;对铝圆片的完全退火处理;对成品进行表面处理;检验包装,本发明同现有技术相比,杜绝了因传统工艺的冲制而产生的回料,采用了定向挤压和钝化技术,从而节减了因断切胚料切断面引起的软质铝管成品出现的麻点、针孔等缺陷而需要的车皮工序,生产成品率从传统

换热器芯片及其制作方法、换热器及其制作方法.pdf
本发明公开了一种换热器芯片及其制作方法、换热器及其制作方法,该换热器芯片包括芯片本体和储存件,所述储存件成型在所述芯片本体的边缘,在芯片本体焊接前用于储存焊料;该换热器包括上述换热器芯片,每个所述换热器芯片的储存件与相邻的所述换热器芯片的芯片本体之间形成容纳槽,以储存焊料。该换热器的制作方法通过一次刷焊膏,焊料储存在容纳槽中,焊接时盛放于容纳槽内的焊膏通过毛细作用进入相邻两个芯片的焊缝,实现相邻两个芯片的焊接,从而完成换热器主体的焊接,制作效率高,适合批量生产。

换热器及其制作方法.pdf
本发明公开一种换热器,具体地说涉及一种空气换热器,属于热交换设备技术领域。它包括烟气流入端、流出端,其特征在于:所述烟气流入端设有保护管组,占整个换热面积的1/4,烟气流出端设有空气换热器主体,空气换热器主体包括:出口风箱、入口风箱、换热集管、下风箱,占整个换热面积的3/4;保护管组的冷热风箱采用不锈钢板;保护管组集管采用不锈钢材质,并在表面渗铝。本发明还公开了该换热器的制作方法。该换热器在满足用户要求的前提下,能将换热器预热温度提高,使用寿命可延长一倍,维护成本可缩短到原来的1/4;使用寿命由原来的3年

铝管换热器腐蚀研究.docx
铝管换热器腐蚀研究论文题目:铝管换热器腐蚀研究摘要:本论文主要研究铝管换热器的腐蚀问题。铝管换热器是一种常见的热交换设备,在工业生产和日常生活中广泛应用。然而,由于其材料特性,铝管换热器容易受到腐蚀的影响,导致使用寿命缩短、性能下降甚至失效。本研究通过对腐蚀机理、影响因素及防腐措施的分析,旨在为铝管换热器的设计和使用提供参考和建议。关键词:铝管换热器;腐蚀机理;影响因素;防腐措施1.引言铝管换热器在化工、电力、制药等行业具有广泛的应用,其具有体积小、重量轻、传热效果好等优点。然而,由于铝金属的特性,特别是