
板带多模式连铸连轧控制方法.pdf

贤惠****66

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
板带多模式连铸连轧控制方法.pdf
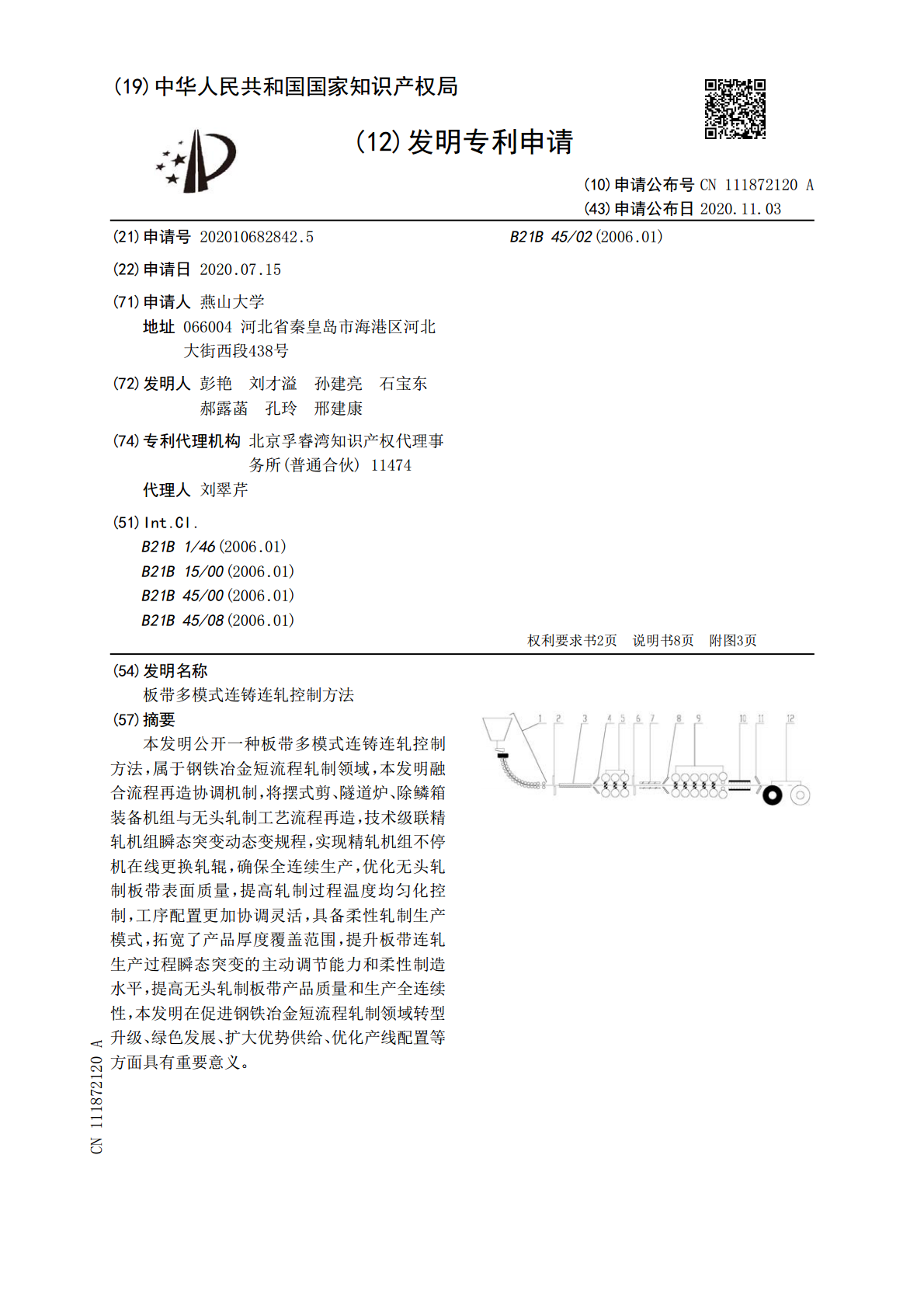
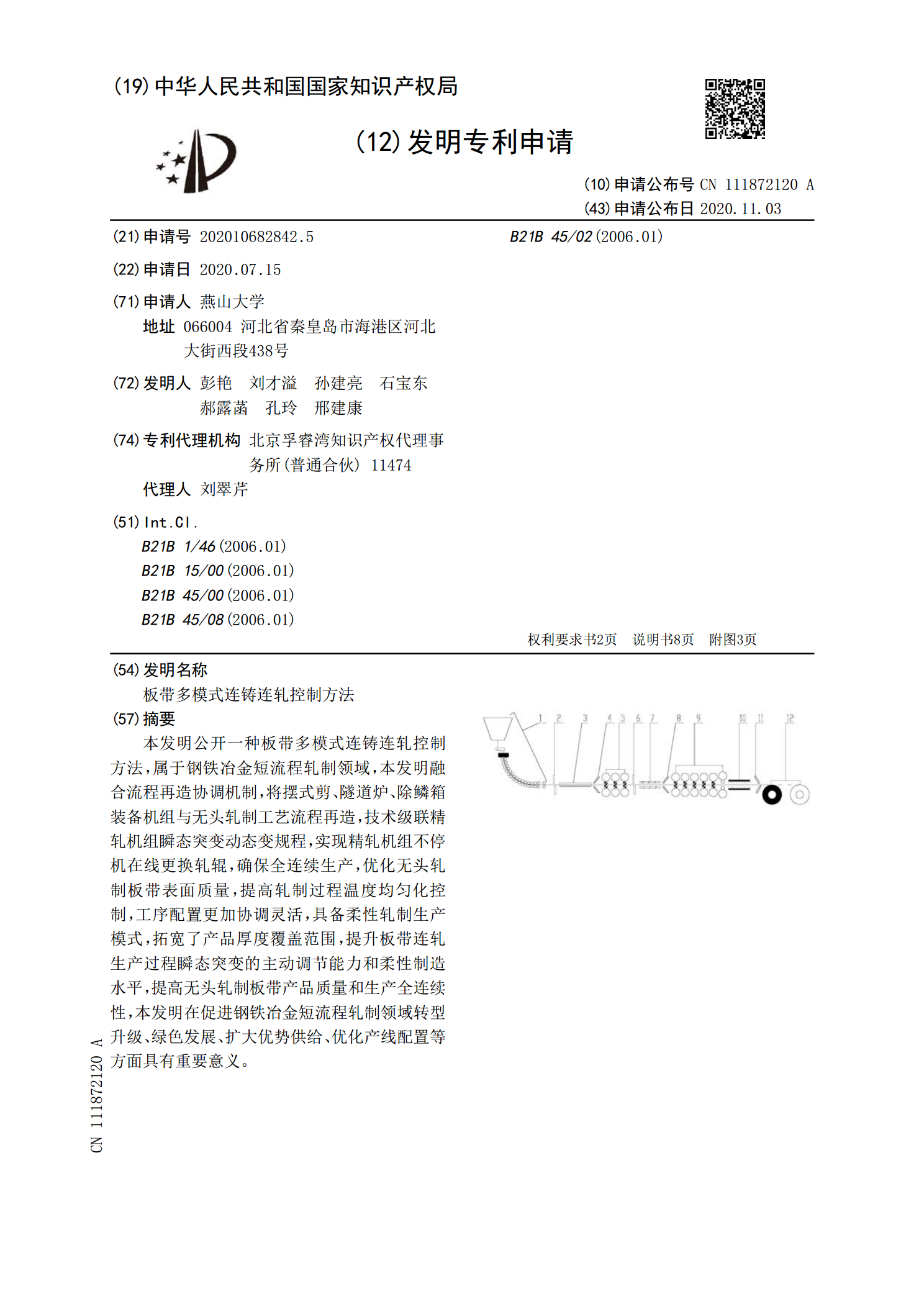
本发明公开一种板带多模式连铸连轧控制方法,属于钢铁冶金短流程轧制领域,本发明融合流程再造协调机制,将摆式剪、隧道炉、除鳞箱装备机组与无头轧制工艺流程再造,技术级联精轧机组瞬态突变动态变规程,实现精轧机组不停机在线更换轧辊,确保全连续生产,优化无头轧制板带表面质量,提高轧制过程温度均匀化控制,工序配置更加协调灵活,具备柔性轧制生产模式,拓宽了产品厚度覆盖范围,提升板带连轧生产过程瞬态突变的主动调节能力和柔性制造水平,提高无头轧制板带产品质量和生产全连续性,本发明在促进钢铁冶金短流程轧制领域转型升级、绿色发展
板栅连铸连轧装置.pdf
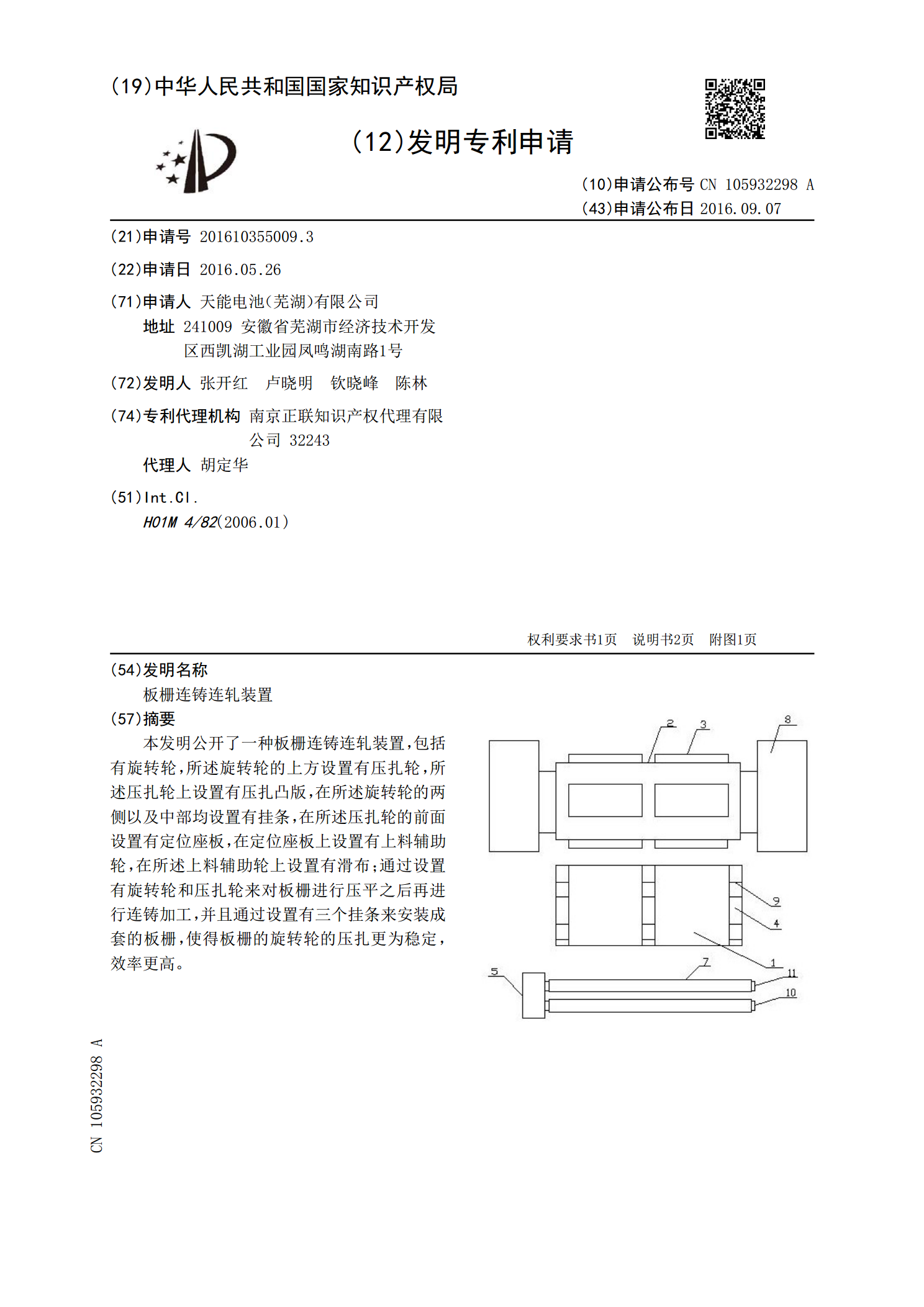
本发明公开了一种板栅连铸连轧装置,包括有旋转轮,所述旋转轮的上方设置有压扎轮,所述压扎轮上设置有压扎凸版,在所述旋转轮的两侧以及中部均设置有挂条,在所述压扎轮的前面设置有定位座板,在定位座板上设置有上料辅助轮,在所述上料辅助轮上设置有滑布;通过设置有旋转轮和压扎轮来对板栅进行压平之后再进行连铸加工,并且通过设置有三个挂条来安装成套的板栅,使得板栅的旋转轮的压扎更为稳定,效率更高。
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
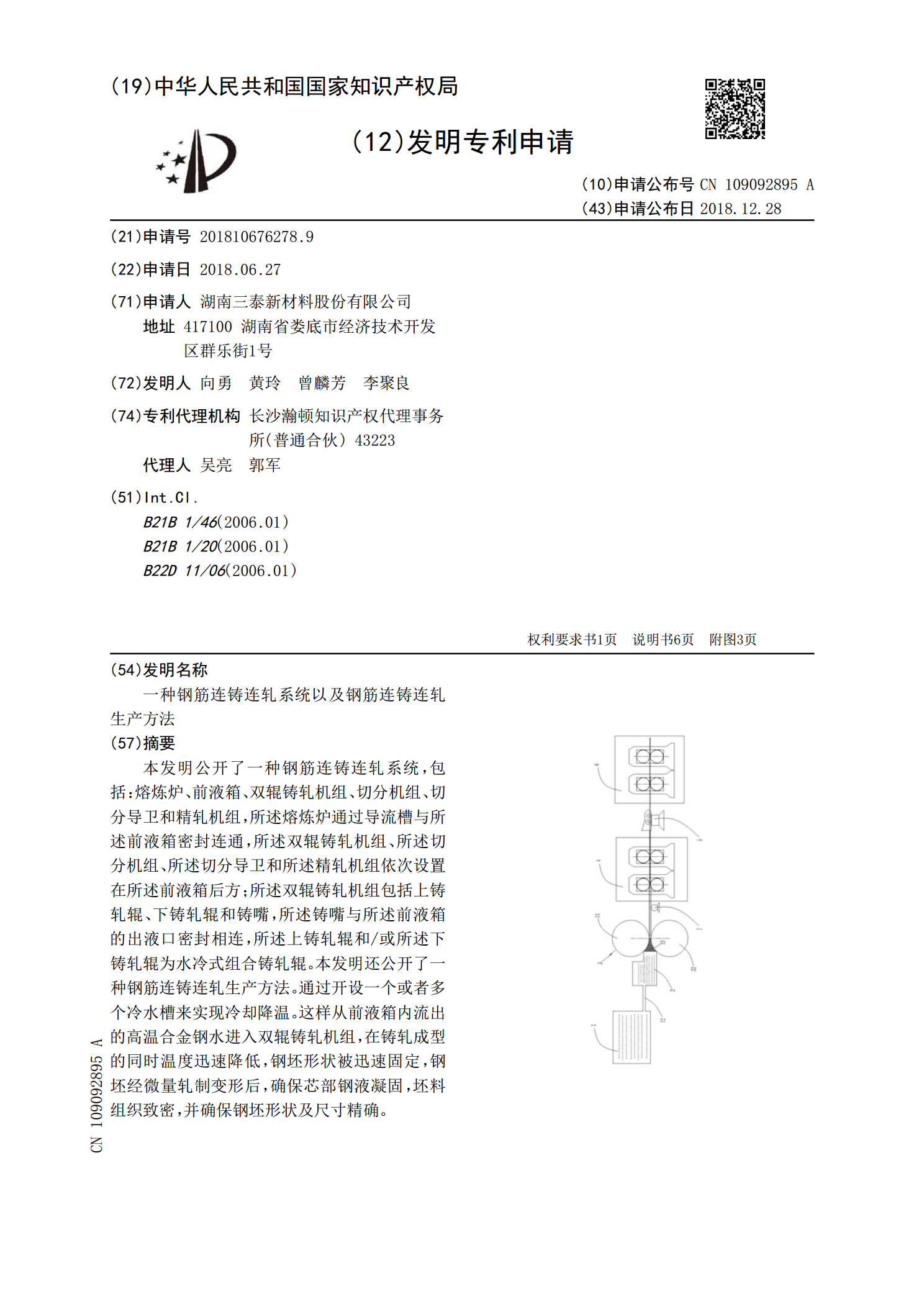
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温

制备板栅用铅带的连铸连轧成套设备.pdf
本发明涉及连铸连轧成套设备,尤其是一种制备板栅用铅带的连铸连轧成套设备,包括钢带轮式连铸机、第一轧机、第二轧机、第一轧机和第二轧机之间的强制冷却设备及连接各设备的辊道;第二轧机各道次的轧辊分别由调速电机独立驱动,卷取机构由调速电机驱动;强制冷却设备包括至少一个冷却水槽,冷却水槽的两侧上部分别设置有开口,开口内分别设置有上限位辊和下限位辊,冷却水槽内设置有压下结构,由压下结构及两侧下限位辊形成的铅带输送面呈开口向上的拱形。通过第一轧机、强制冷却设备和第二轧机对铅带实施多温度段的连轧,使得所生产铅带的性能优于
薄板坯连铸连轧生产集装箱板的方法.pdf
本发明公开了一种薄板坯连铸连轧生产集装箱板的方法,其包括转炉冶炼、LF精炼、薄板坯连铸、加热炉加热和热连轧工序,所述LF精炼工序中,控制出钢钢水成分的质量百分比为:C?0.05~0.09%,Si?0.30~0.50%,Mn?0.40~0.60%,P?0.070~0.120%,S?0.001~0.015%,Cr?0.30~0.50%,Ni?0.03~0.10%,Cu?0.25~0.40%,余量为Fe和不可避免的杂质。本方法采用上述工艺,从全流程工艺角度出发,消除连铸坯的内部偏析、降低合金加入量,降低全工序能