
一种大断面异型材直轧生产方法.pdf

小沛****文章

1/8
2/8

3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大断面异型材直轧生产方法.pdf
本发明涉及一种大断面异型材直轧生产方法,包括材料的准备、炼钢、连铸、重压下、高温轧制、切割冷却、成品入库,本发明可以用小轧制力的常规轧机代替原先大轧制力重型轧机生产大断面异型材,该工艺避免了为了生产大断面异型材,需要巨额投资新建大轧制力重型粗轧机、所配套的大型加热炉、以及大断面炼钢连铸装备,只需要在原有连铸机上增加一组重压下设备和一组常规轧机,通过高温轧制得到大断面异型材成品,该技术绿色环保节能、投资较少、易操作、易于实现。
一种长条异型材辊轧成形方法.pdf
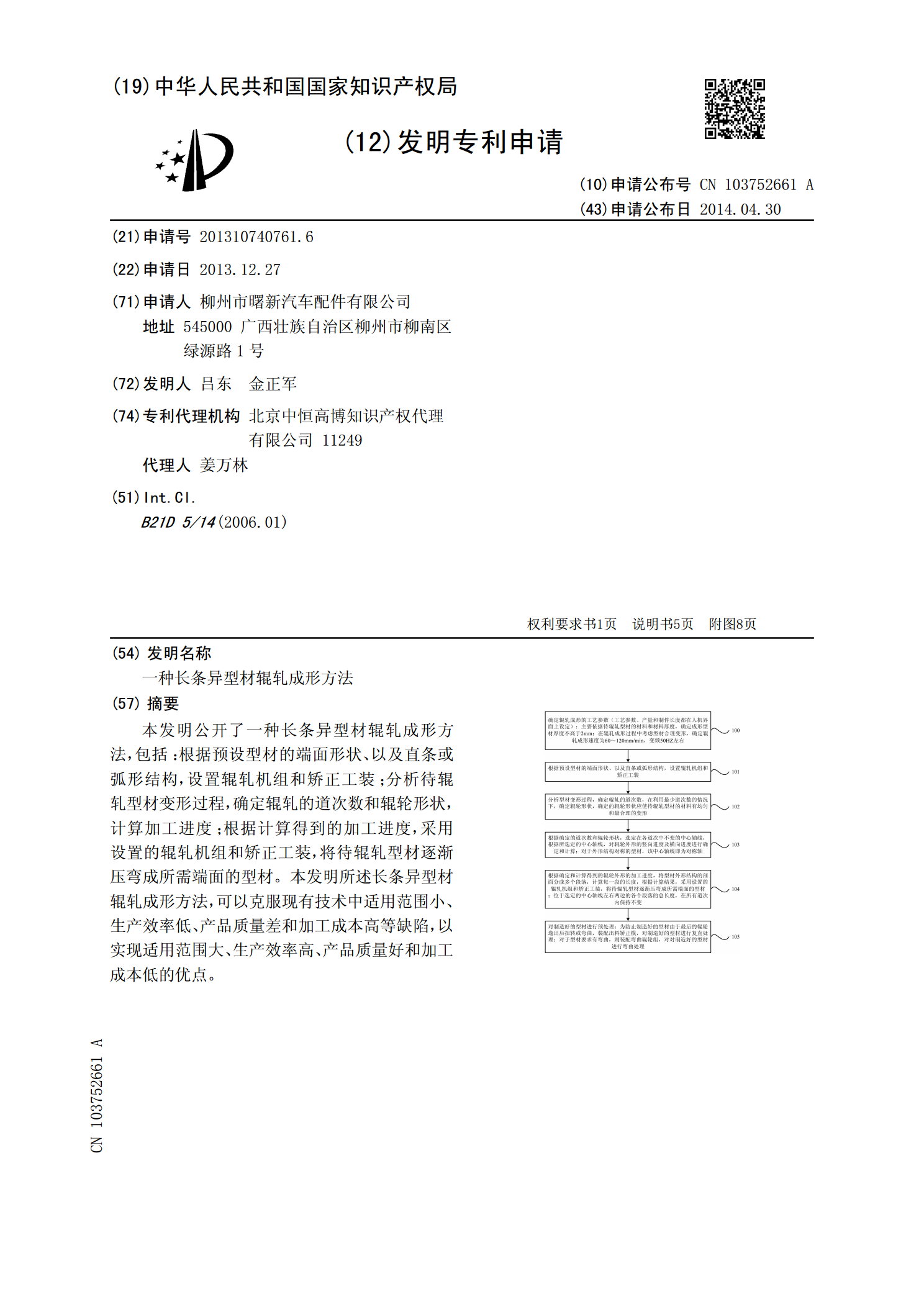
本发明公开了一种长条异型材辊轧成形方法,包括:根据预设型材的端面形状、以及直条或弧形结构,设置辊轧机组和矫正工装;分析待辊轧型材变形过程,确定辊轧的道次数和辊轮形状,计算加工进度;根据计算得到的加工进度,采用设置的辊轧机组和矫正工装,将待辊轧型材逐渐压弯成所需端面的型材。本发明所述长条异型材辊轧成形方法,可以克服现有技术中适用范围小、生产效率低、产品质量差和加工成本高等缺陷,以实现适用范围大、生产效率高、产品质量好和加工成本低的优点。

一种方坯免加热直送直轧生产方法.pdf
本发明公开了一种方坯免加热直送直轧生产方法,包括通过MMS系统编制棒线材直送直轧计划并下发计划;通过人工确认浇次计划并安排炼钢生产;铁水预处理生产实绩信息与炉次生产实绩关联后执行炼钢生产计划产生钢水;钢水到达铸机后,棒线PES判断炼钢PES传递的信息后将轧制计划下发给高级二线;方坯产出并进入辊道后,棒线二级确认方坯轧制计划;棒线材产出。本发明的有益效果为能够替代原常规生产计划模式,减少业务流程,降低岗位配合难度,减少生产过程中的材料损耗和能源损耗,降低碳排放,提高经济效益。
一种钢材免加热直轧系统及方法.pdf
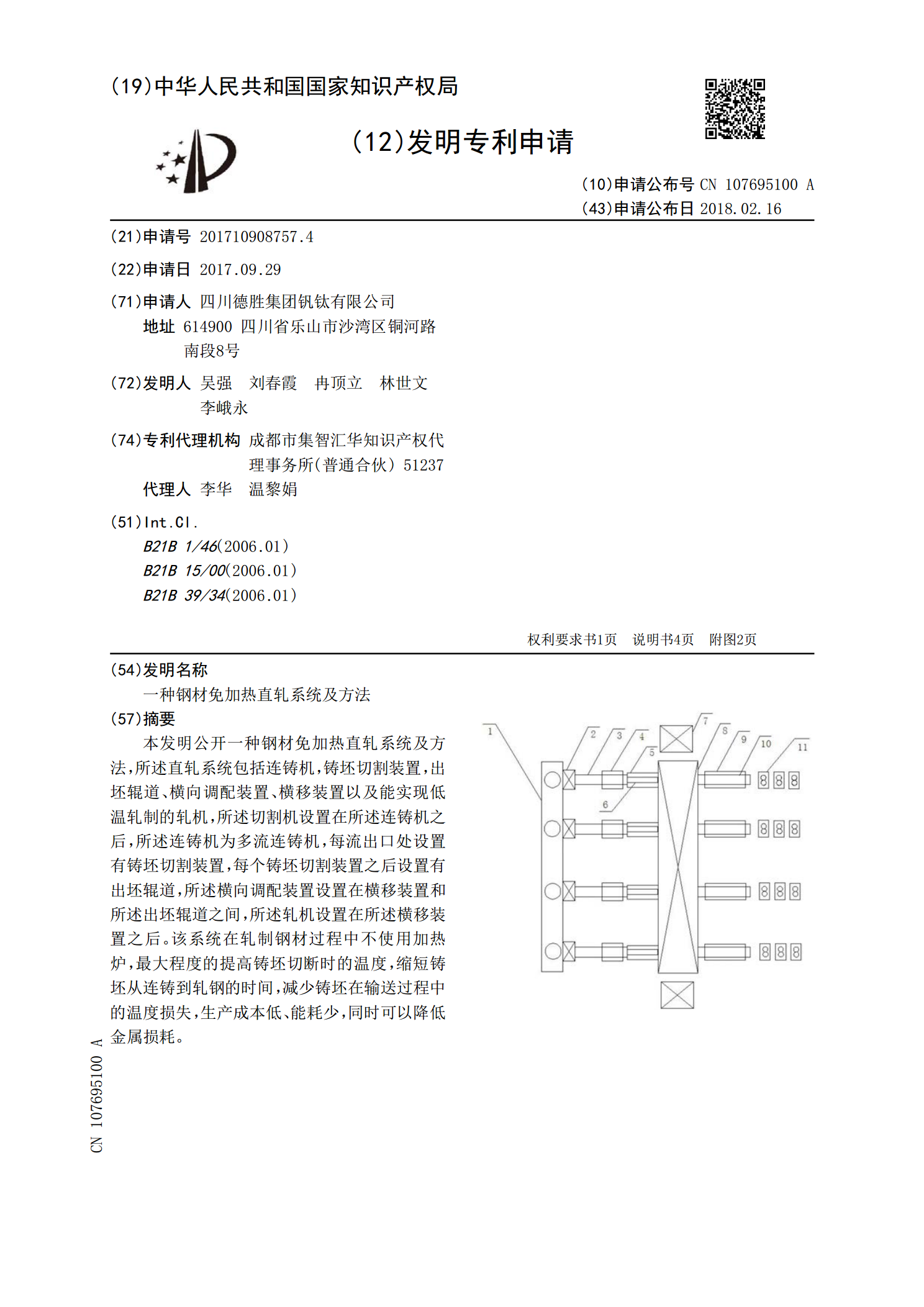
本发明公开一种钢材免加热直轧系统及方法,所述直轧系统包括连铸机,铸坯切割装置,出坯辊道、横向调配装置、横移装置以及能实现低温轧制的轧机,所述切割机设置在所述连铸机之后,所述连铸机为多流连铸机,每流出口处设置有铸坯切割装置,每个铸坯切割装置之后设置有出坯辊道,所述横向调配装置设置在横移装置和所述出坯辊道之间,所述轧机设置在所述横移装置之后。该系统在轧制钢材过程中不使用加热炉,最大程度的提高铸坯切断时的温度,缩短铸坯从连铸到轧钢的时间,减少铸坯在输送过程中的温度损失,生产成本低、能耗少,同时可以降低金属损耗。
一种常规热连轧生产线判断直装热装的方法.pdf
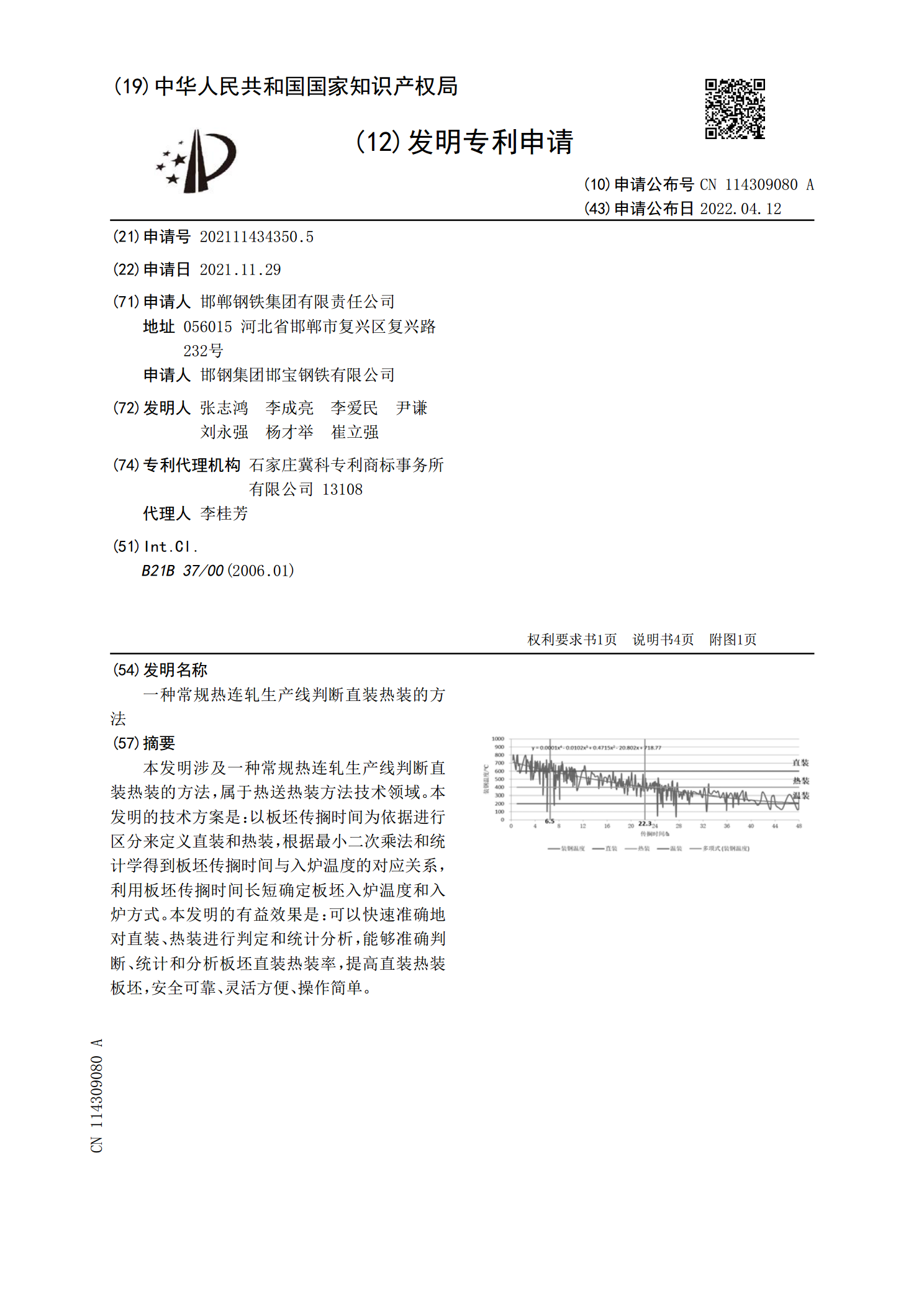
本发明涉及一种常规热连轧生产线判断直装热装的方法,属于热送热装方法技术领域。本发明的技术方案是:以板坯传搁时间为依据进行区分来定义直装和热装,根据最小二次乘法和统计学得到板坯传搁时间与入炉温度的对应关系,利用板坯传搁时间长短确定板坯入炉温度和入炉方式。本发明的有益效果是:可以快速准确地对直装、热装进行判定和统计分析,能够准确判断、统计和分析板坯直装热装率,提高直装热装板坯,安全可靠、灵活方便、操作简单。