
一种常规热连轧生产线判断直装热装的方法.pdf

是你****平呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种常规热连轧生产线判断直装热装的方法.pdf
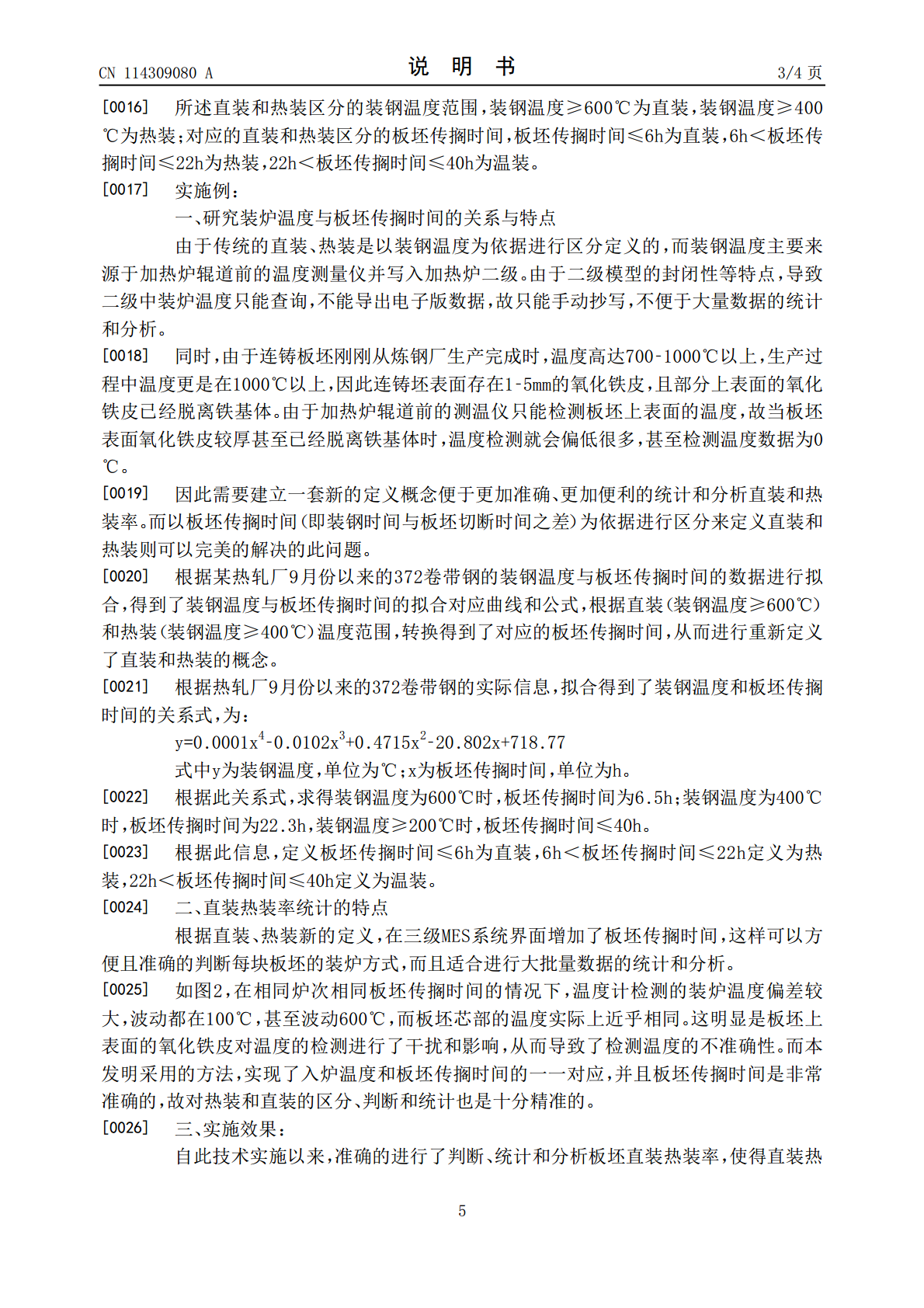
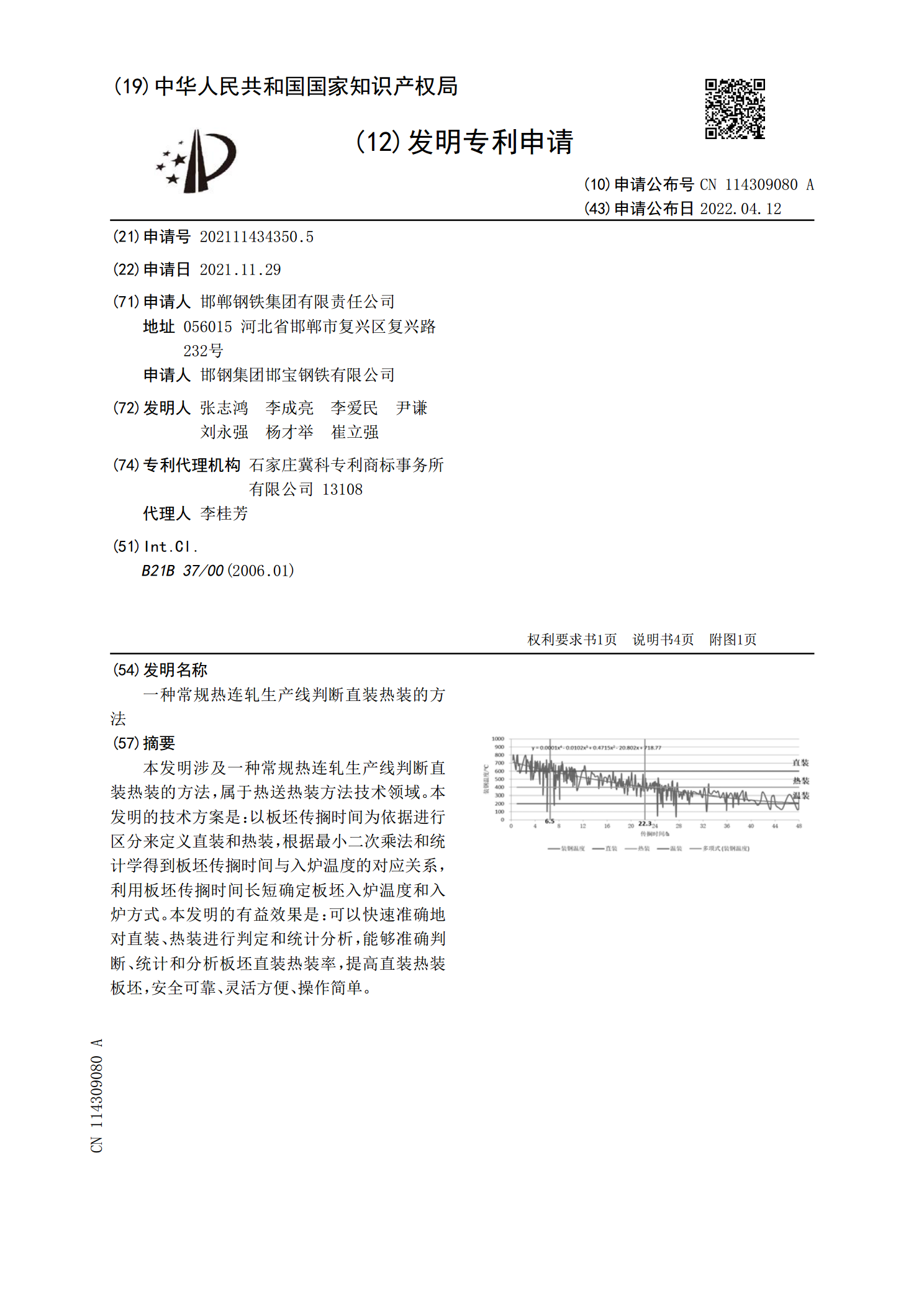
本发明涉及一种常规热连轧生产线判断直装热装的方法,属于热送热装方法技术领域。本发明的技术方案是:以板坯传搁时间为依据进行区分来定义直装和热装,根据最小二次乘法和统计学得到板坯传搁时间与入炉温度的对应关系,利用板坯传搁时间长短确定板坯入炉温度和入炉方式。本发明的有益效果是:可以快速准确地对直装、热装进行判定和统计分析,能够准确判断、统计和分析板坯直装热装率,提高直装热装板坯,安全可靠、灵活方便、操作简单。
一种热连轧生产线.pdf
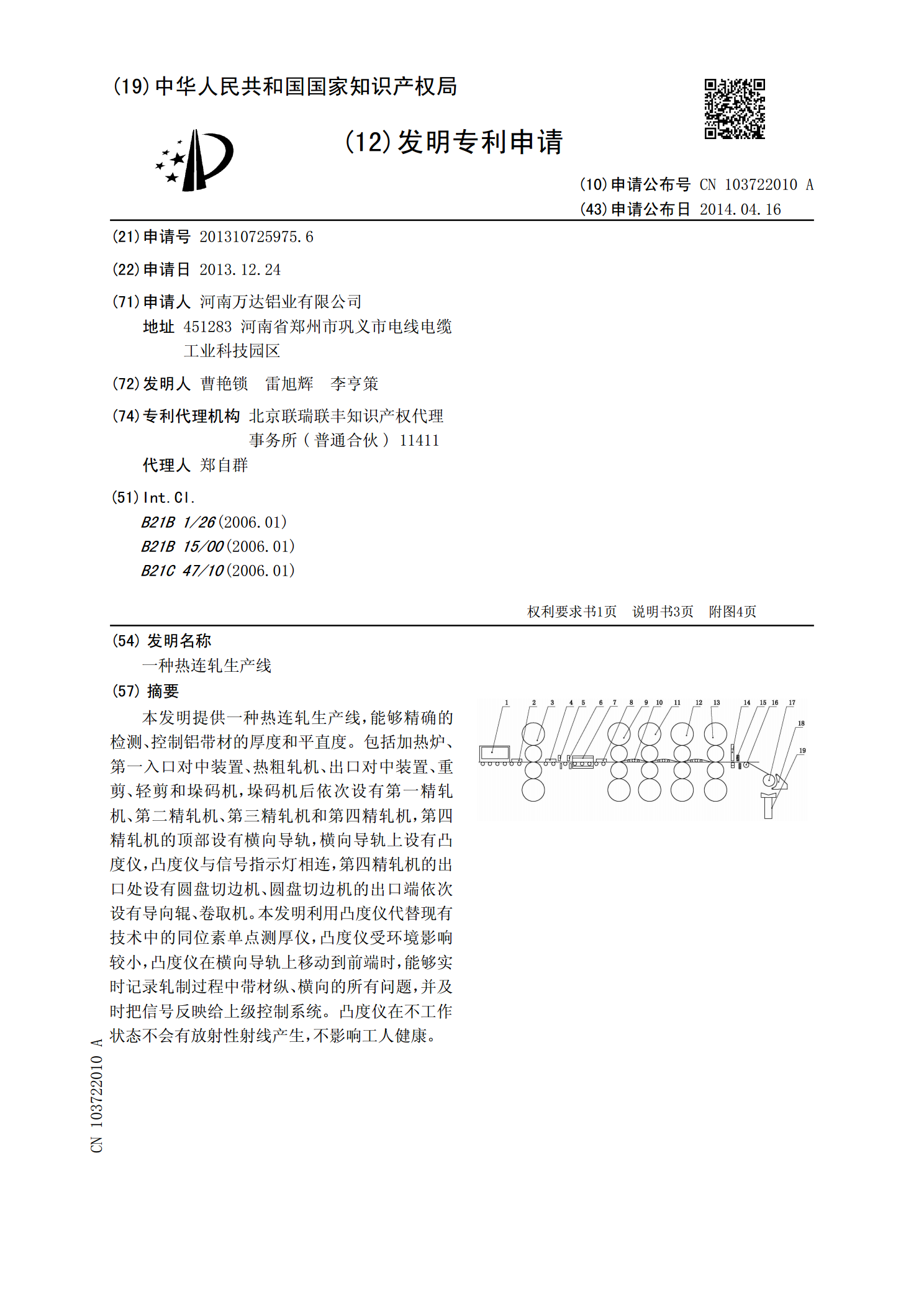
本发明提供一种热连轧生产线,能够精确的检测、控制铝带材的厚度和平直度。包括加热炉、第一入口对中装置、热粗轧机、出口对中装置、重剪、轻剪和垛码机,垛码机后依次设有第一精轧机、第二精轧机、第三精轧机和第四精轧机,第四精轧机的顶部设有横向导轨,横向导轨上设有凸度仪,凸度仪与信号指示灯相连,第四精轧机的出口处设有圆盘切边机、圆盘切边机的出口端依次设有导向辊、卷取机。本发明利用凸度仪代替现有技术中的同位素单点测厚仪,凸度仪受环境影响较小,凸度仪在横向导轨上移动到前端时,能够实时记录轧制过程中带材纵、横向的所有问题,
一种高炉渣热装热送的方法.pdf
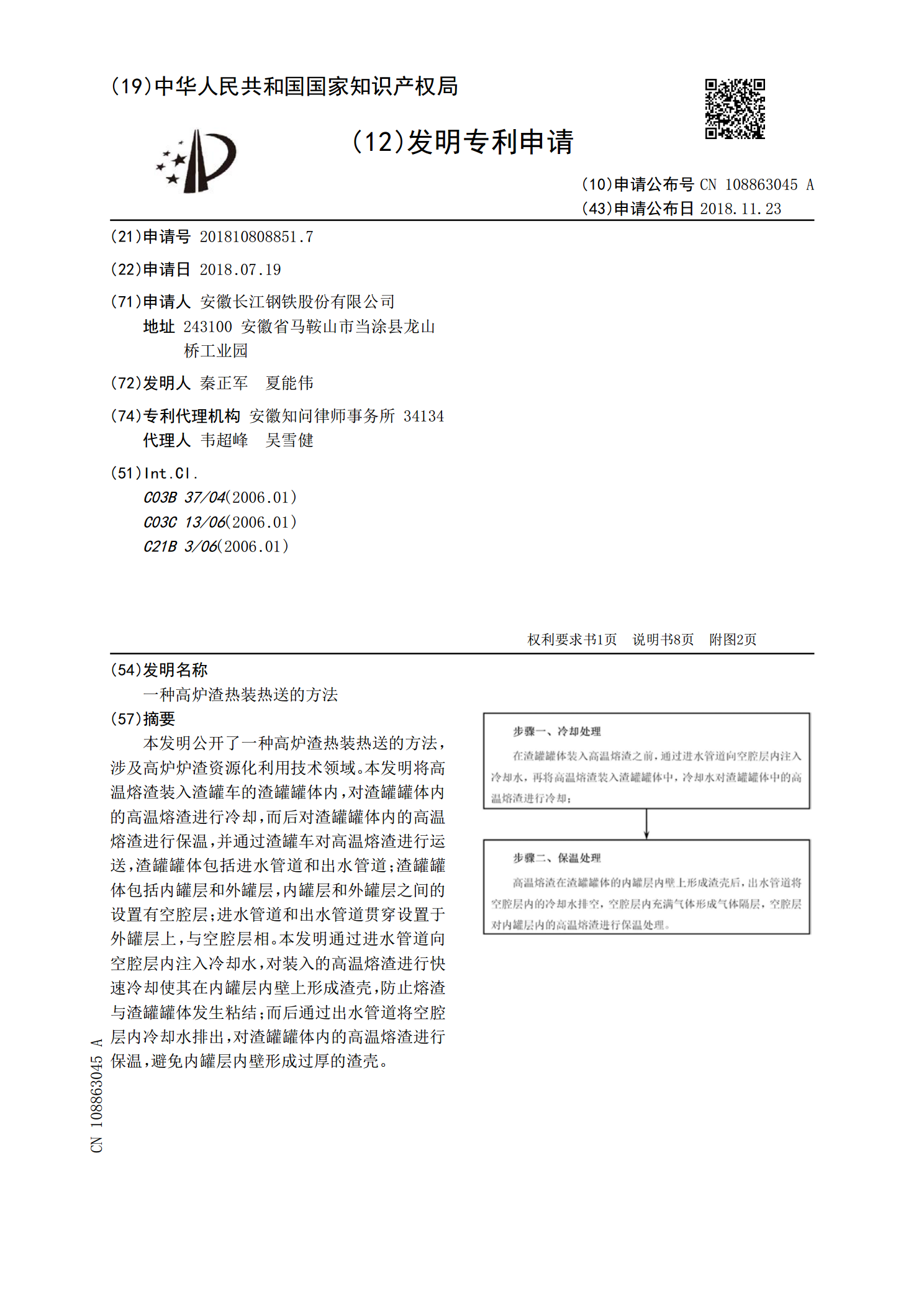
本发明公开了一种高炉渣热装热送的方法,涉及高炉炉渣资源化利用技术领域。本发明将高温熔渣装入渣罐车的渣罐罐体内,对渣罐罐体内的高温熔渣进行冷却,而后对渣罐罐体内的高温熔渣进行保温,并通过渣罐车对高温熔渣进行运送,渣罐罐体包括进水管道和出水管道;渣罐罐体包括内罐层和外罐层,内罐层和外罐层之间的设置有空腔层;进水管道和出水管道贯穿设置于外罐层上,与空腔层相。本发明通过进水管道向空腔层内注入冷却水,对装入的高温熔渣进行快速冷却使其在内罐层内壁上形成渣壳,防止熔渣与渣罐罐体发生粘结;而后通过出水管道将空腔层内冷却水
一种宽厚板坯热装热送方法.pdf
本发明公开了一种宽厚板坯热装热送方法,其特征在于,包括以下步骤:(1)、将样坯切割完毕后直接放入冷却水槽内,快速冷却后立即做表面质量检查;(2)、将等待表面质量检查的板坯临时下线放到缓冷区缓冷;(3)、根据步骤(1)铸坯表面质量检查的结果决定后序板坯及临时下线板坯是否热装。本发明的目的是提供一种宽厚板坯热装热送方法,降低产品制造成本。

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!