
一种轴承表面自润滑薄膜的制备装置及方法.pdf

高格****gu


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴承表面自润滑薄膜的制备装置及方法.pdf
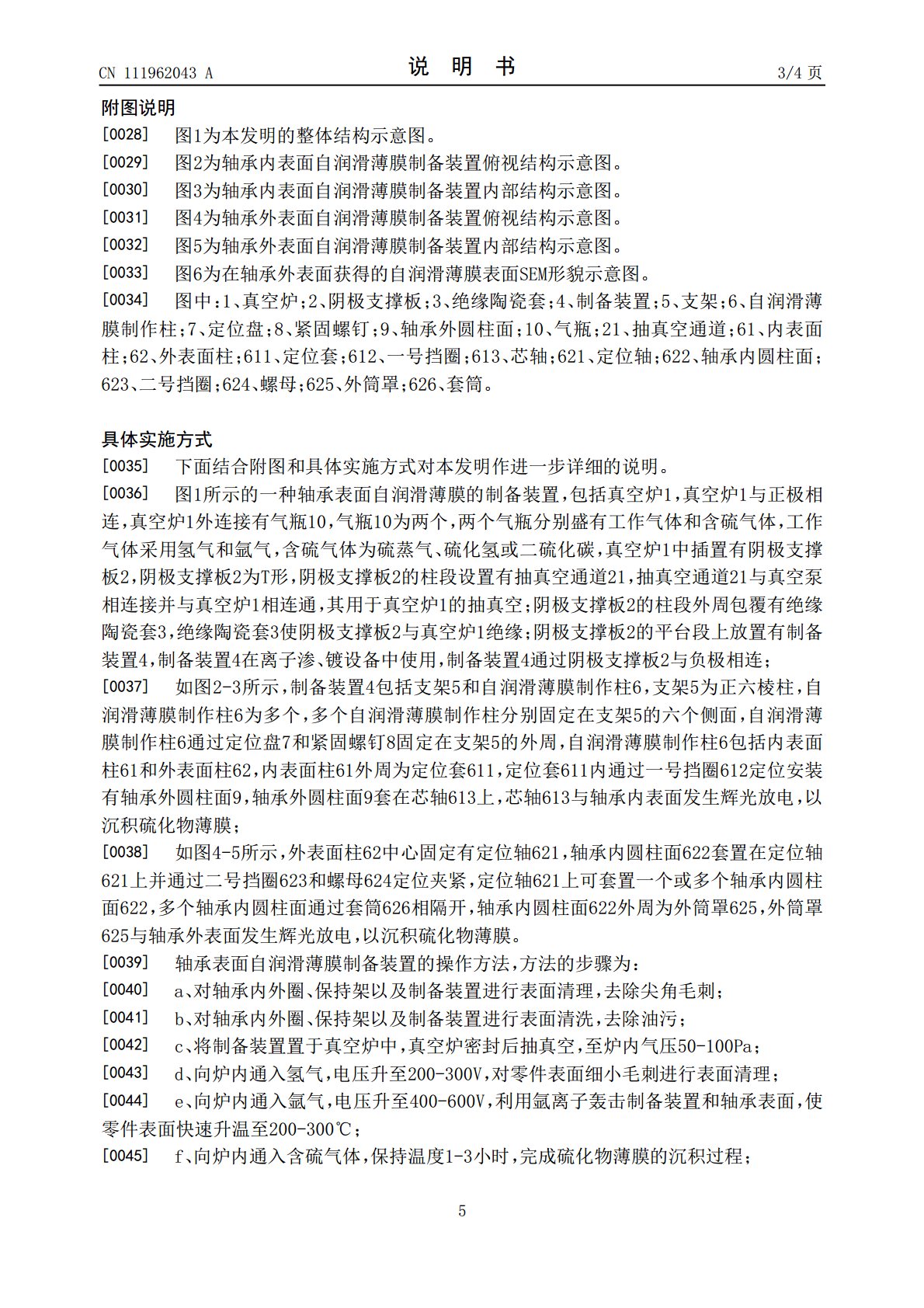
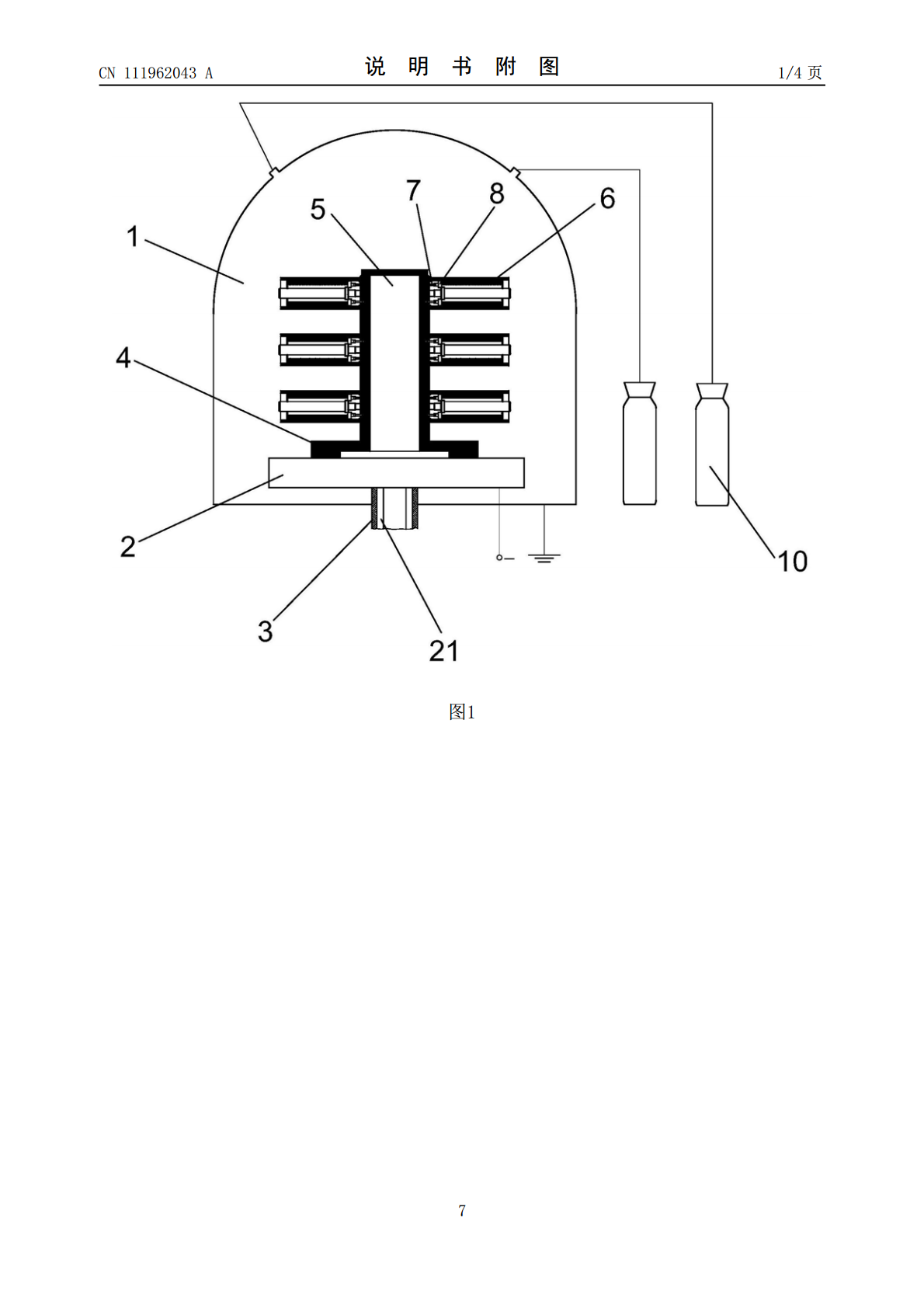
本发明公开了一种轴承表面自润滑薄膜的制备装置,包括真空炉,真空炉与正极相连,真空炉中插置有阴极支撑板,阴极支撑板为T形,阴极支撑板的柱段外周包覆有绝缘陶瓷套,绝缘陶瓷套使阴极支撑板与真空炉绝缘;阴极支撑板的平台段上放置有制备装置,制备装置通过阴极支撑板与负极相连,制备装置包括支架和自润滑薄膜制作柱,自润滑薄膜制作柱通过定位盘和紧固螺钉固定在支架的外周,自润滑薄膜制作柱包括内表面柱和外表面柱。其操作方法为首先清理轴承和装置,其次对装置进行抽真空,随后向装置中通入工作气体和含硫气体,最后冷却并取出轴承,将其在

一种轴承表面自润滑减摩层的制备方法.pdf
本发明涉及一种轴承表面自润滑减摩层的制备方法,属于轴承制造技术领域。本发明所述的自润滑减摩层的材料是硫化亚铁(FeS)。本发明通过采用电化学阳极氧化工艺,在轴承表面沉积一层自润滑减摩层来实现减摩作用。对比常见轴承表面减摩层制备方法,本发明自润滑减摩层的沉积速度快,减摩效果优异,制备方法简单,通过调控工艺参数较易实现自润滑减摩层生成可控,有较好的工业应用前景。本发明的制备方法只需要3~10min时间,即可生成硫化亚铁层,润滑层厚度在5~15μm。
一种表面自润滑金属陶瓷滑动轴承及制备方法.pdf
本发明公开了一种表面自润滑金属陶瓷滑动轴承及制备方法,所述滑动轴承包括轴承基体和自润滑层,所述自润滑层设置在轴承基体的端部或表面,所述轴承基体采用金属陶瓷材料制成,所述自润滑层采用包含石墨固体润滑剂与金属陶瓷的表面自润滑材料制成。先将金属陶瓷粉料压制成轴承基体生坯,再将表面自润滑粉料压制在轴承生坯的端部或表面形成轴承生坯;将压制好的轴承生坯置于直空烧结炉中升温烧结、随炉冷却后得到轴承毛坯。通过本发明所述制备方法制备的滑动轴承具有较好的整体的强度与承载能力,又能实现其接触端表面具有较好的自润滑性能,且该方法
一种环保耐磨自润滑轴承材料板制备方法.pdf
本发明公开了一种环保耐磨自润滑轴承材料板,由底层、中间层和表层自下而上叠加而成,所述底层为0.5-3.0mm厚的08F冷轧钢板,所述中间层为0.1-0.3mm厚的锡青铜粉,所述表层为0.01-0.06mm厚的改性聚四氟乙烯材料;其制备方法如下:(a)首先通过常规电镀工艺对钢板进行镀铜;(b)接着采用网带烧结炉烧结铜粉;(c)然后采用真空烧结炉烧结改性聚四氟乙烯层;(d)最后采用通用轧机进行精密轧制。本发明的优点是,这种环保耐磨自润滑轴承材料板制备方法使纯聚四氟乙烯变为改性聚四氟乙烯,符合环保要求,适应干摩
一种金属表面Cr/CrN/CrCN/Cr-DLC多层复合自润滑薄膜及其制备方法.pdf
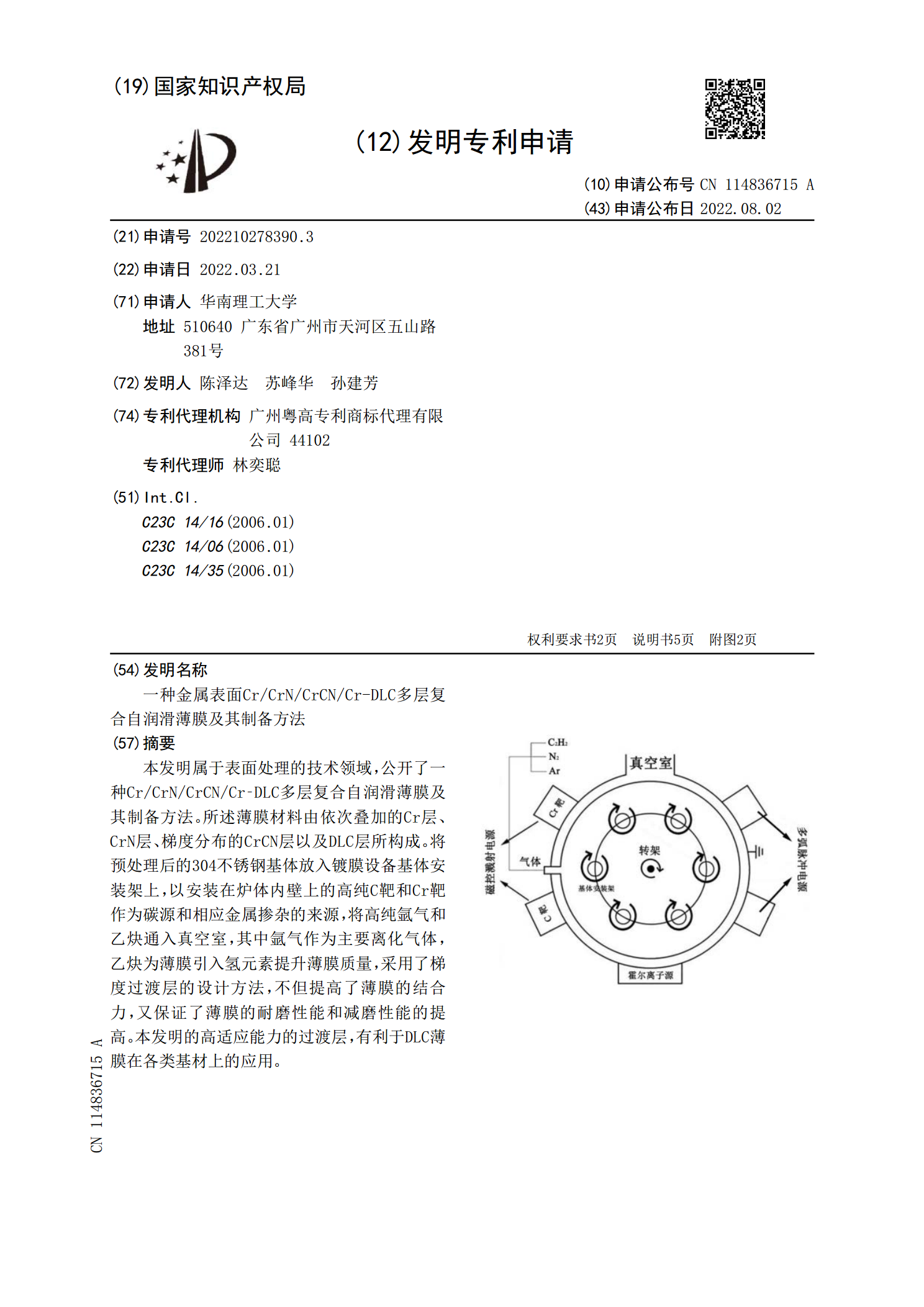
本发明属于表面处理的技术领域,公开了一种Cr/CrN/CrCN/Cr‑DLC多层复合自润滑薄膜及其制备方法。所述薄膜材料由依次叠加的Cr层、CrN层、梯度分布的CrCN层以及DLC层所构成。将预处理后的304不锈钢基体放入镀膜设备基体安装架上,以安装在炉体内壁上的高纯C靶和Cr靶作为碳源和相应金属掺杂的来源,将高纯氩气和乙炔通入真空室,其中氩气作为主要离化气体,乙炔为薄膜引入氢元素提升薄膜质量,采用了梯度过渡层的设计方法,不但提高了薄膜的结合力,又保证了薄膜的耐磨性能和减磨性能的提高。本发明的高适应能力的