
一种炉卷轧机带钢头部位置跟踪方法.pdf

星菱****23

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉卷轧机带钢头部位置跟踪方法.pdf
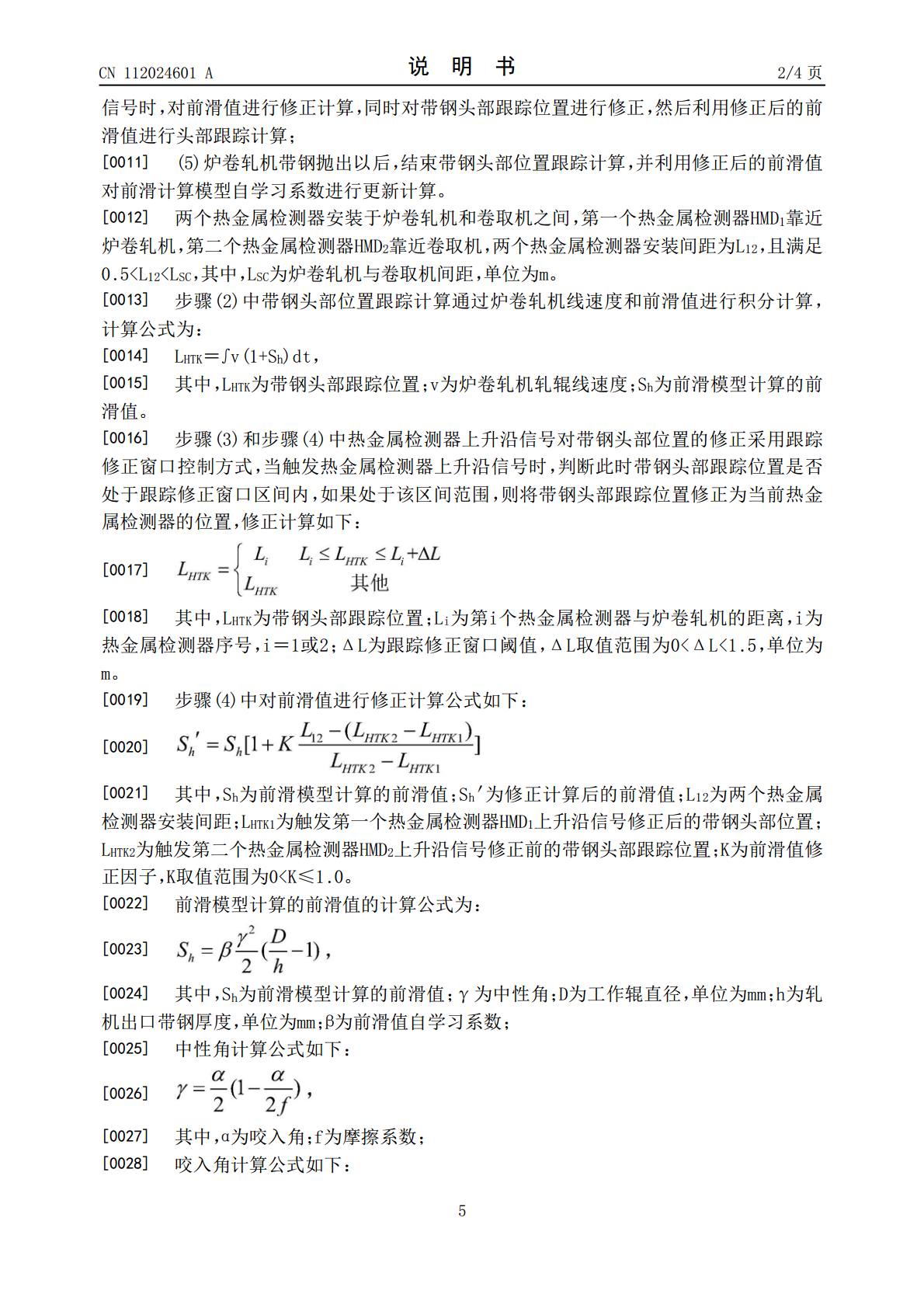
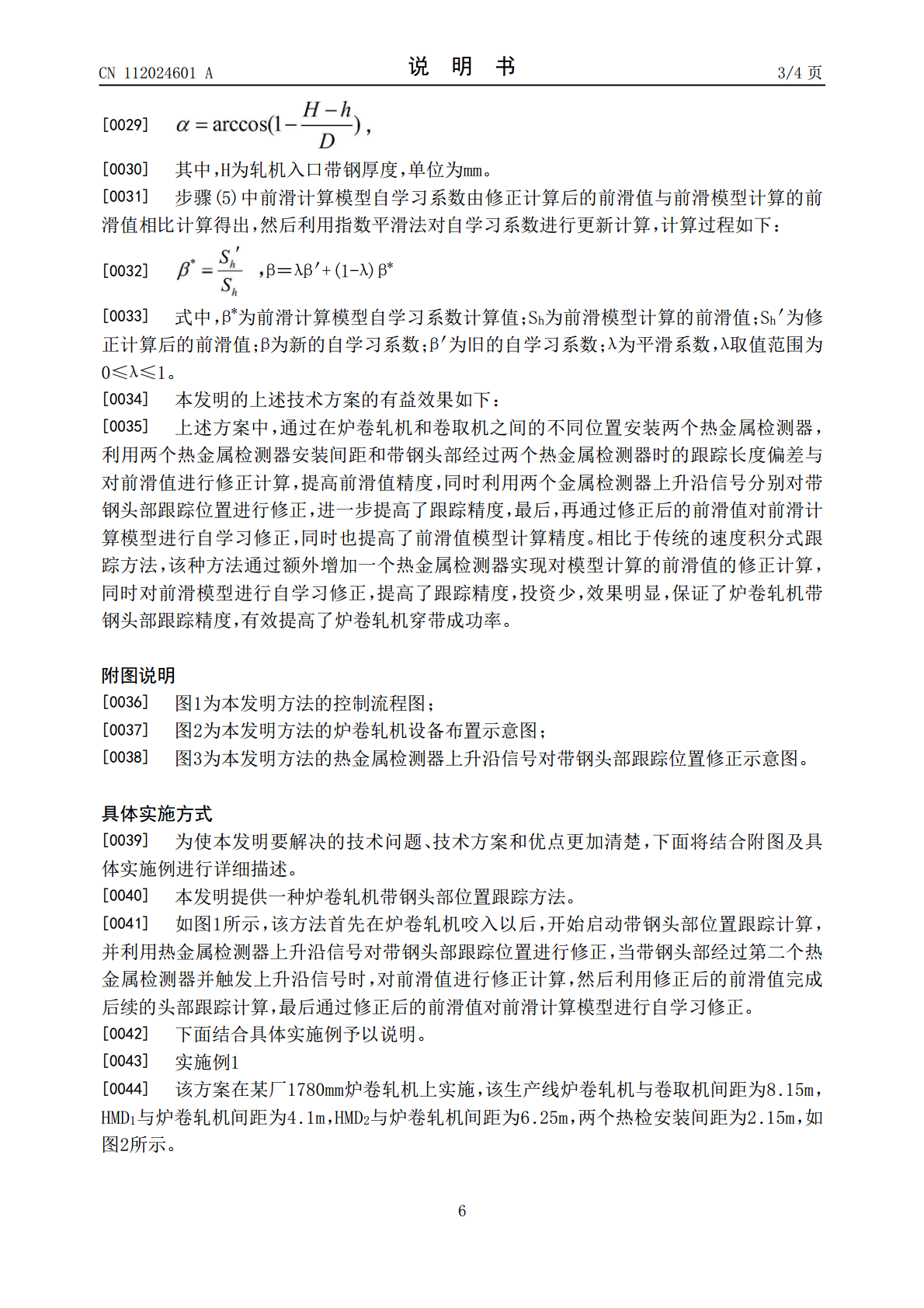
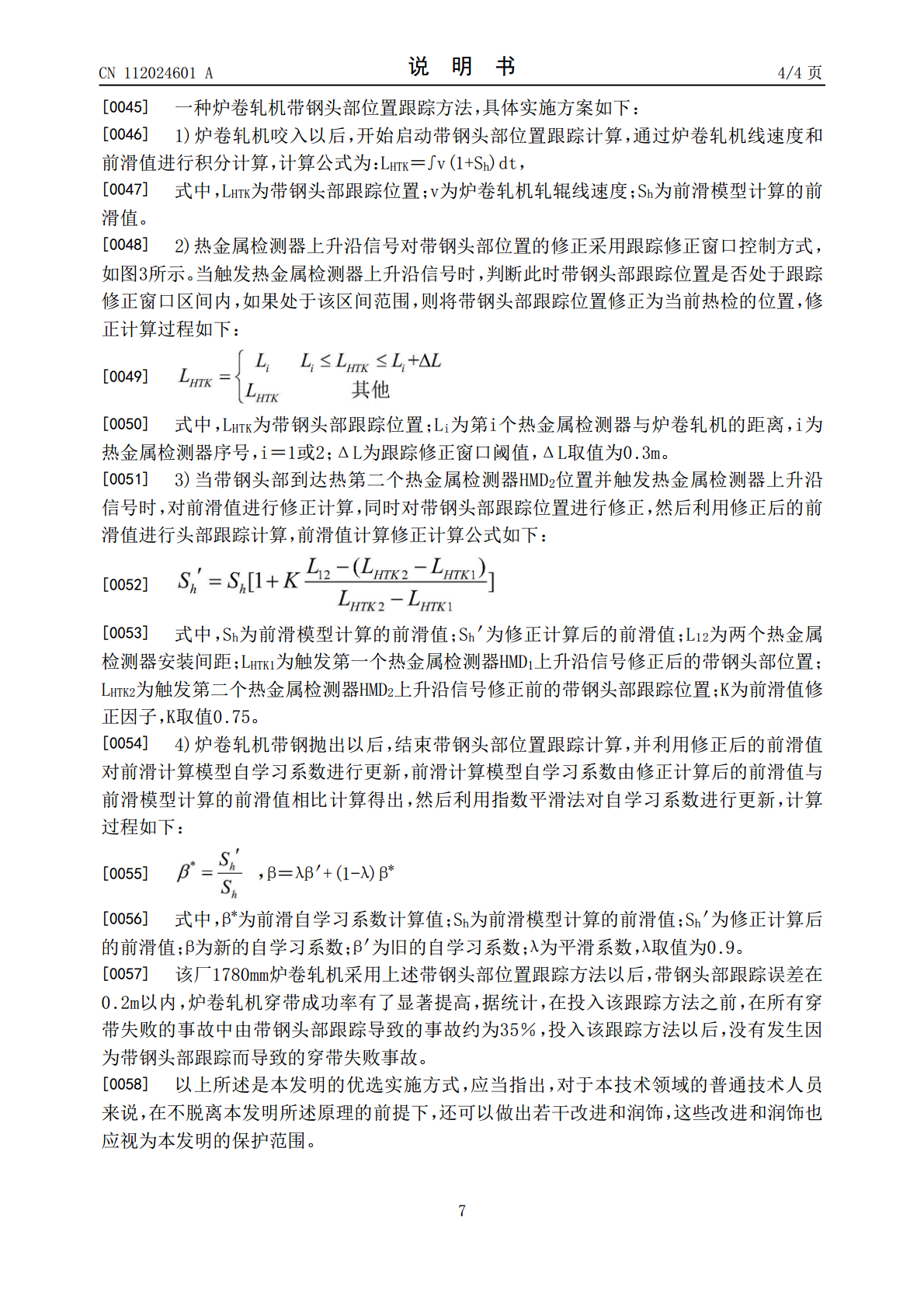
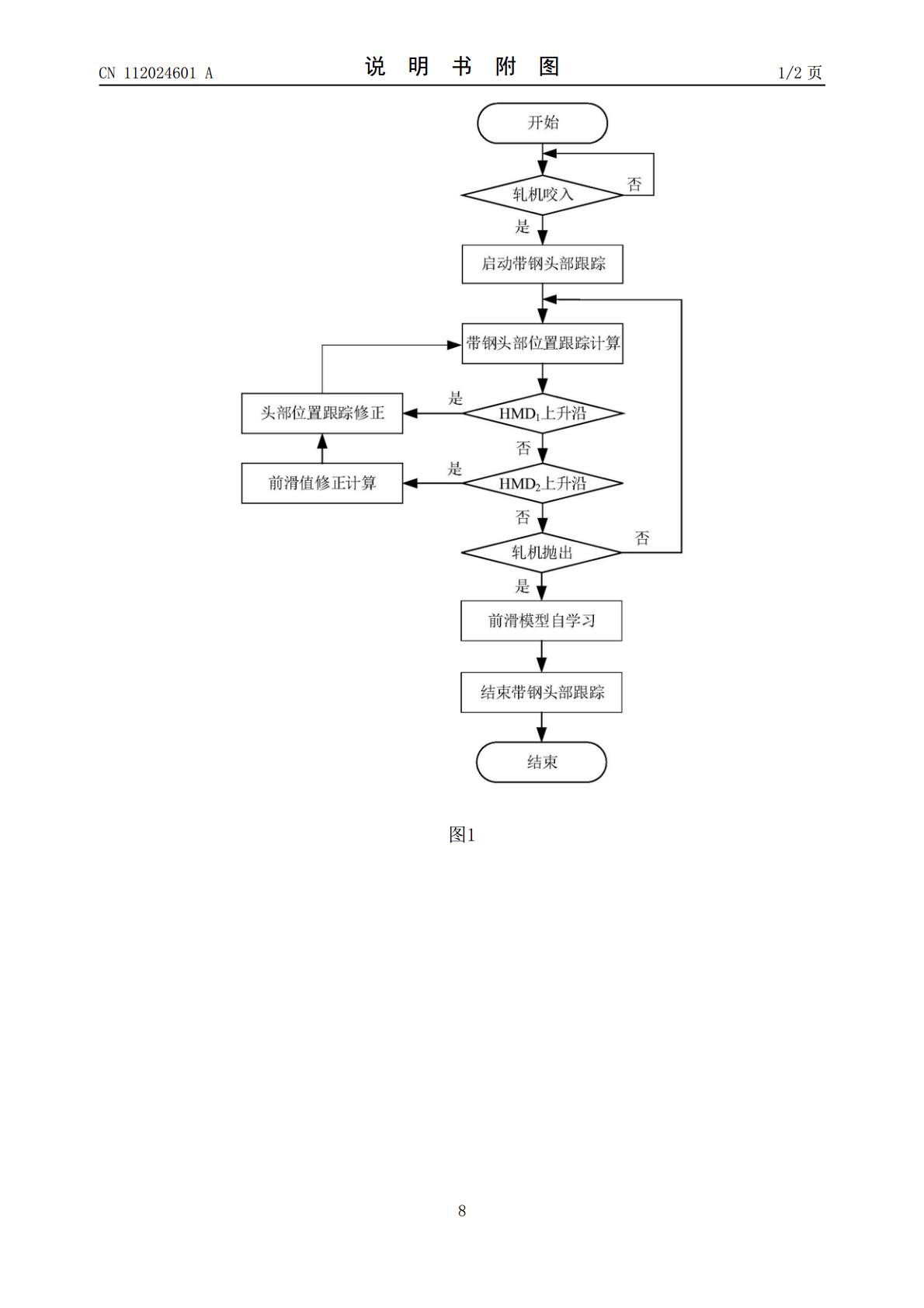
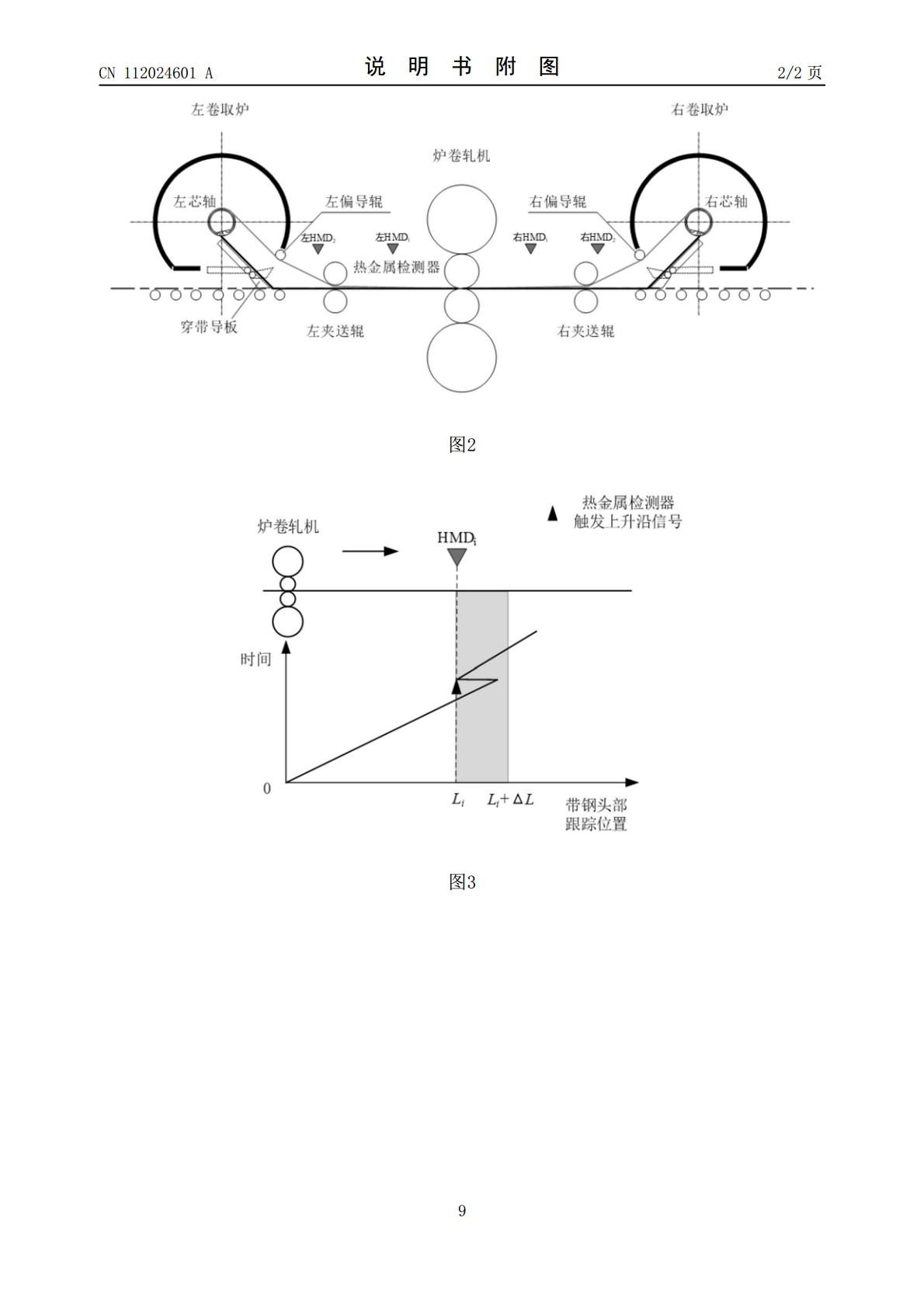
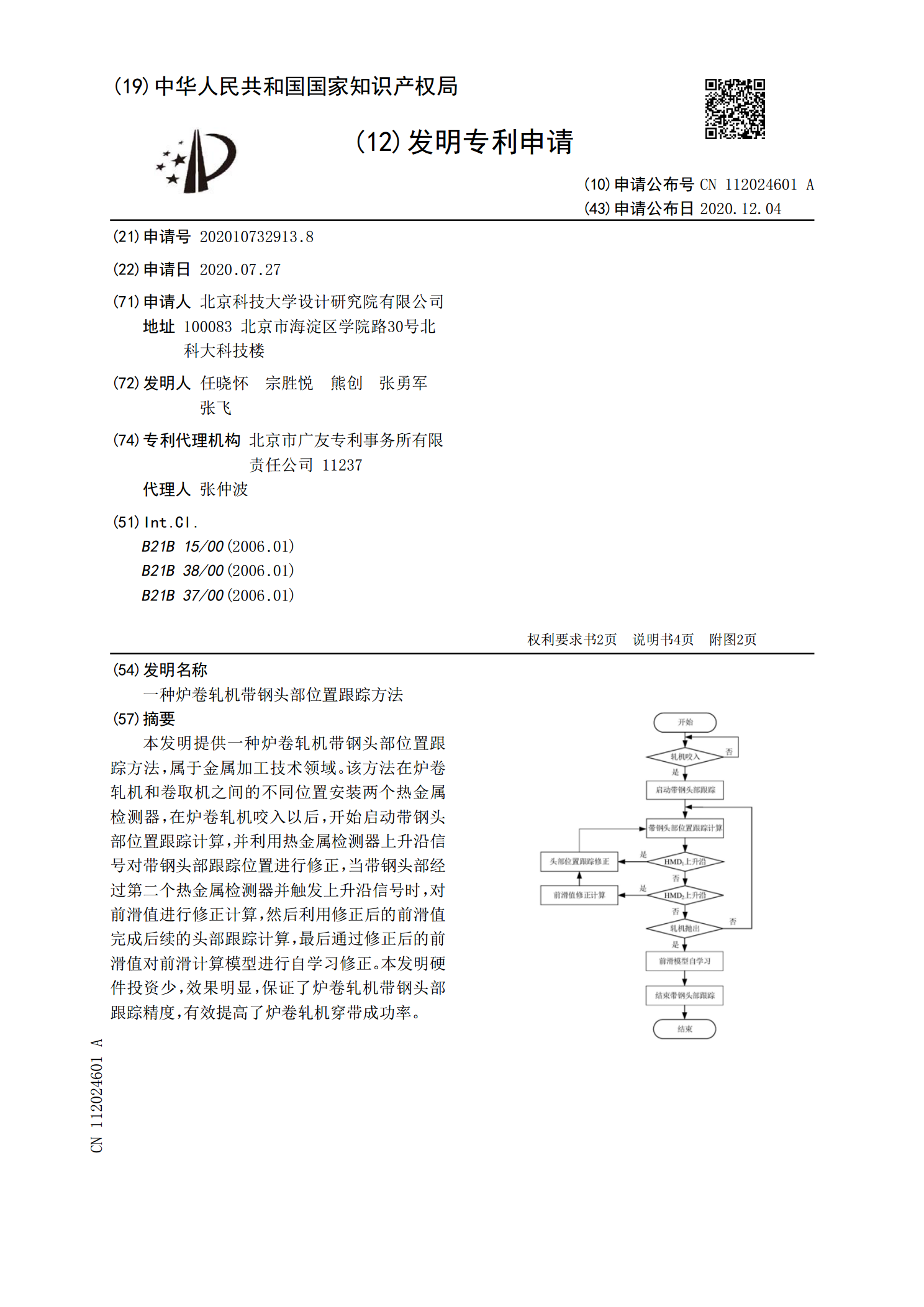
本发明提供一种炉卷轧机带钢头部位置跟踪方法,属于金属加工技术领域。该方法在炉卷轧机和卷取机之间的不同位置安装两个热金属检测器,在炉卷轧机咬入以后,开始启动带钢头部位置跟踪计算,并利用热金属检测器上升沿信号对带钢头部跟踪位置进行修正,当带钢头部经过第二个热金属检测器并触发上升沿信号时,对前滑值进行修正计算,然后利用修正后的前滑值完成后续的头部跟踪计算,最后通过修正后的前滑值对前滑计算模型进行自学习修正。本发明硬件投资少,效果明显,保证了炉卷轧机带钢头部跟踪精度,有效提高了炉卷轧机穿带成功率。

在热轧带钢精轧机带钢头部新的张力控制.doc
在热轧带钢精轧机带钢头部新的张力控制————————————————————————————————作者:————————————————————————————————日期:个人收集整理勿做商业用途个人收集整理勿做商业用途个人收集整理勿做商业用途在热轧带钢精轧机带钢头部新的张力控制摘要:在这方面,提出了一种新的张力控制计划,提出了热轧带钢精轧机在带钢头部减少宽度收缩.拟议的管制计划是应用前活套控制启动,并组成个主要部分.首先,分析相关之间的宽度收缩,以及主
一种消除带钢头部折痕的方法.pdf
本发明涉及一种带钢头部定位控制方法。特别涉及一种消除带钢头部折痕的方法。主要解决用胶套筒直接卷取厚钢板时在卷取过程中容易在带钢头部出现折痕的技术问题。本发明包括卷筒定位和带钢头部定位。在包卷过程中实现卷筒定位功能,卷筒定位采用区域定位法,以保证卷筒在起动时都处于固定位置,这样也确保了带头定位的准确性。在带头穿带到卷取机过程中实现带头定位功能,带头定位采用面积计算法实则就是要保证带钢过光栅后与卷筒延时启动后行走的位移大小一致。
卷炉轧机热轧带钢头尾部的厚度控制工艺.pdf
本发明公开了一种避免头尾部强压区过压保护轧辊不被损坏的带钢头尾部的厚度控制工艺,包括如下步骤,带钢轧制过程中,带钢先进入轧机的那端为头部,后进入的那端为尾部,压延时在带钢头尾部设定一强压区,强压区的长度设定为0~30m,实际辊缝设定为S~S-2.5mm,带钢在最后一道轧制过程中时,头部强压下量减小,尾部在轧制时,当尾部长度余下10~18m时,将实际辊缝逐步调节到S+0.5mm~S+1.5mm,S为目标辊缝,目标辊缝指轧机上下工作辊之间根据计算指令设定的辊缝。本发明的优点是:对带钢的头尾部进行强压下,这样既
一种单机架六辊轧机轧制捆带钢的方法、及捆带钢.pdf
本申请提供了一种单机架六辊轧机轧制捆带钢的方法及捆带钢,其中,所述方法包括:S1,轧制工况准备:控制工作辊磨削后的表面粗糙为0.3μm‑0.4μm之间,控制工作辊直径为340mm‑360mm之间,控制轧制润滑系统中的乳化液浓度为3.0%‑3.5%之间;S2,设置预设起速轧制力:设置预设起速轧制力为1380KN;S3,执行轧制捆带钢:在轧制捆带钢的过程中,调整道次压下率为12%‑14%之间,控制单机架六辊轧机轧制张力为137KN,以将轧制原料轧制为目标捆带钢。本申请提出的技术方案可以解决单机架六辊轧机轧制高