
卷炉轧机热轧带钢头尾部的厚度控制工艺.pdf

书生****12

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
卷炉轧机热轧带钢头尾部的厚度控制工艺.pdf
本发明公开了一种避免头尾部强压区过压保护轧辊不被损坏的带钢头尾部的厚度控制工艺,包括如下步骤,带钢轧制过程中,带钢先进入轧机的那端为头部,后进入的那端为尾部,压延时在带钢头尾部设定一强压区,强压区的长度设定为0~30m,实际辊缝设定为S~S-2.5mm,带钢在最后一道轧制过程中时,头部强压下量减小,尾部在轧制时,当尾部长度余下10~18m时,将实际辊缝逐步调节到S+0.5mm~S+1.5mm,S为目标辊缝,目标辊缝指轧机上下工作辊之间根据计算指令设定的辊缝。本发明的优点是:对带钢的头尾部进行强压下,这样既
一种炉卷轧机厚度控制工艺.pdf
本发明公开了一种炉卷轧机厚度控制工艺,特点是在连铸板坯装入加热炉后,通过二级过程控制系统数学模型计算出精轧机各道次的目标厚度、辊缝、压下率、轧制力、速度等控制参数,然后将计算结果发送至一级自动控制系统,在预定的时点完成对精轧机设备设定,精轧机实际轧制过程中,厚度自动控制系统实时调整厚度偏差。本发明根据实际生产情况灵活调整,实现前端道次头尾厚度偏薄压延,解决炉卷轧机头尾厚度控制在订单公差范围内,减少后端道次压下大对轧辊的损伤,其中头尾厚度不良长度下降60%,整体成材率提高1.6~2.1%。

在热轧带钢精轧机带钢头部新的张力控制.doc
在热轧带钢精轧机带钢头部新的张力控制————————————————————————————————作者:————————————————————————————————日期:个人收集整理勿做商业用途个人收集整理勿做商业用途个人收集整理勿做商业用途在热轧带钢精轧机带钢头部新的张力控制摘要:在这方面,提出了一种新的张力控制计划,提出了热轧带钢精轧机在带钢头部减少宽度收缩.拟议的管制计划是应用前活套控制启动,并组成个主要部分.首先,分析相关之间的宽度收缩,以及主
单机架炉卷轧机热轧平轧钢板性能控制工艺.pdf
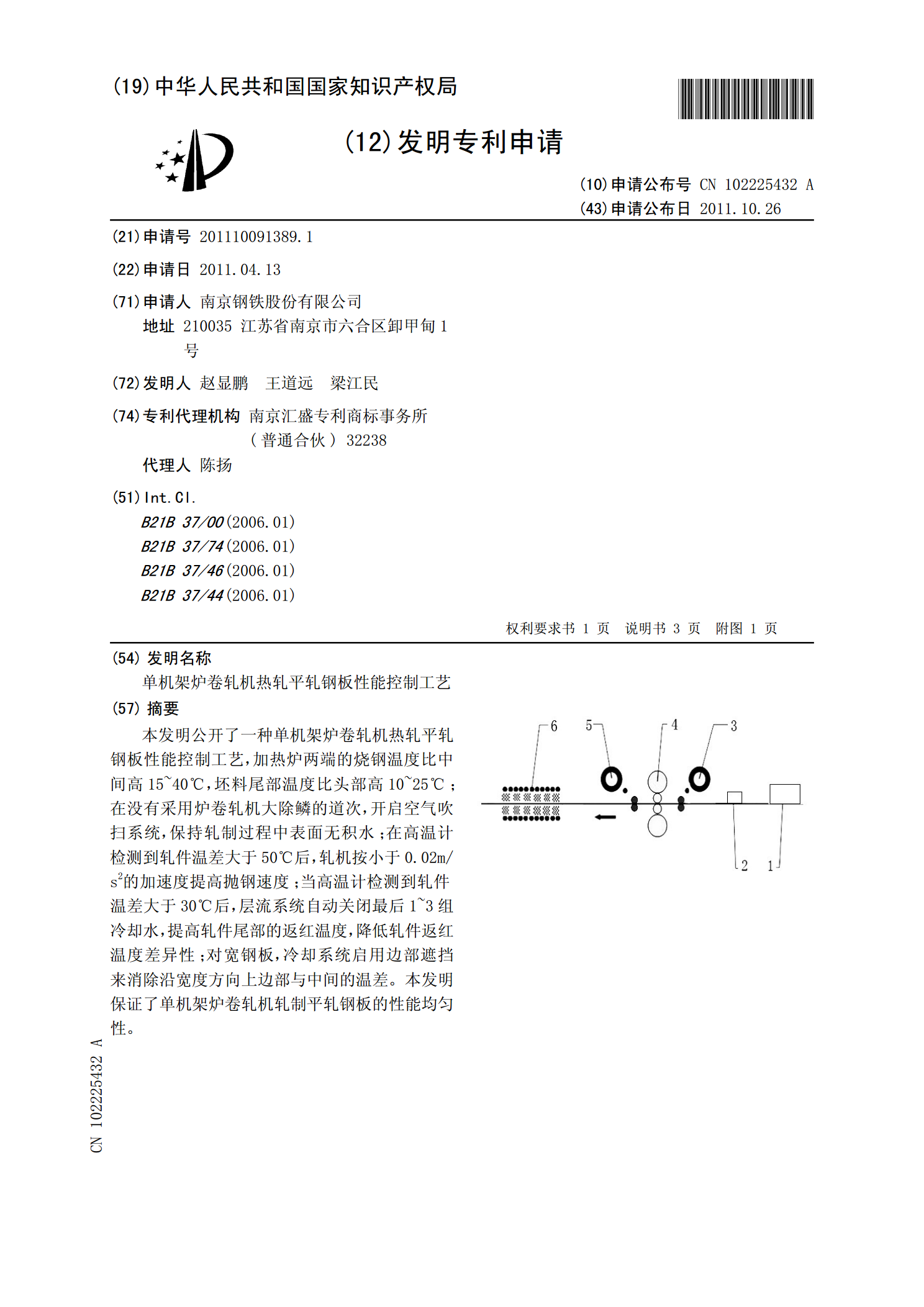
本发明公开了一种单机架炉卷轧机热轧平轧钢板性能控制工艺,加热炉两端的烧钢温度比中间高15~40℃,坯料尾部温度比头部高10~25℃;在没有采用炉卷轧机大除鳞的道次,开启空气吹扫系统,保持轧制过程中表面无积水;在高温计检测到轧件温差大于50℃后,轧机按小于0.02m/s2的加速度提高抛钢速度;当高温计检测到轧件温差大于30℃后,层流系统自动关闭最后1~3组冷却水,提高轧件尾部的返红温度,降低轧件返红温度差异性;对宽钢板,冷却系统启用边部遮挡来消除沿宽度方向上边部与中间的温差。本发明保证了单机架炉卷轧机轧制平
四辊炉卷可逆轧机自动厚度控制装置更换工艺.pdf
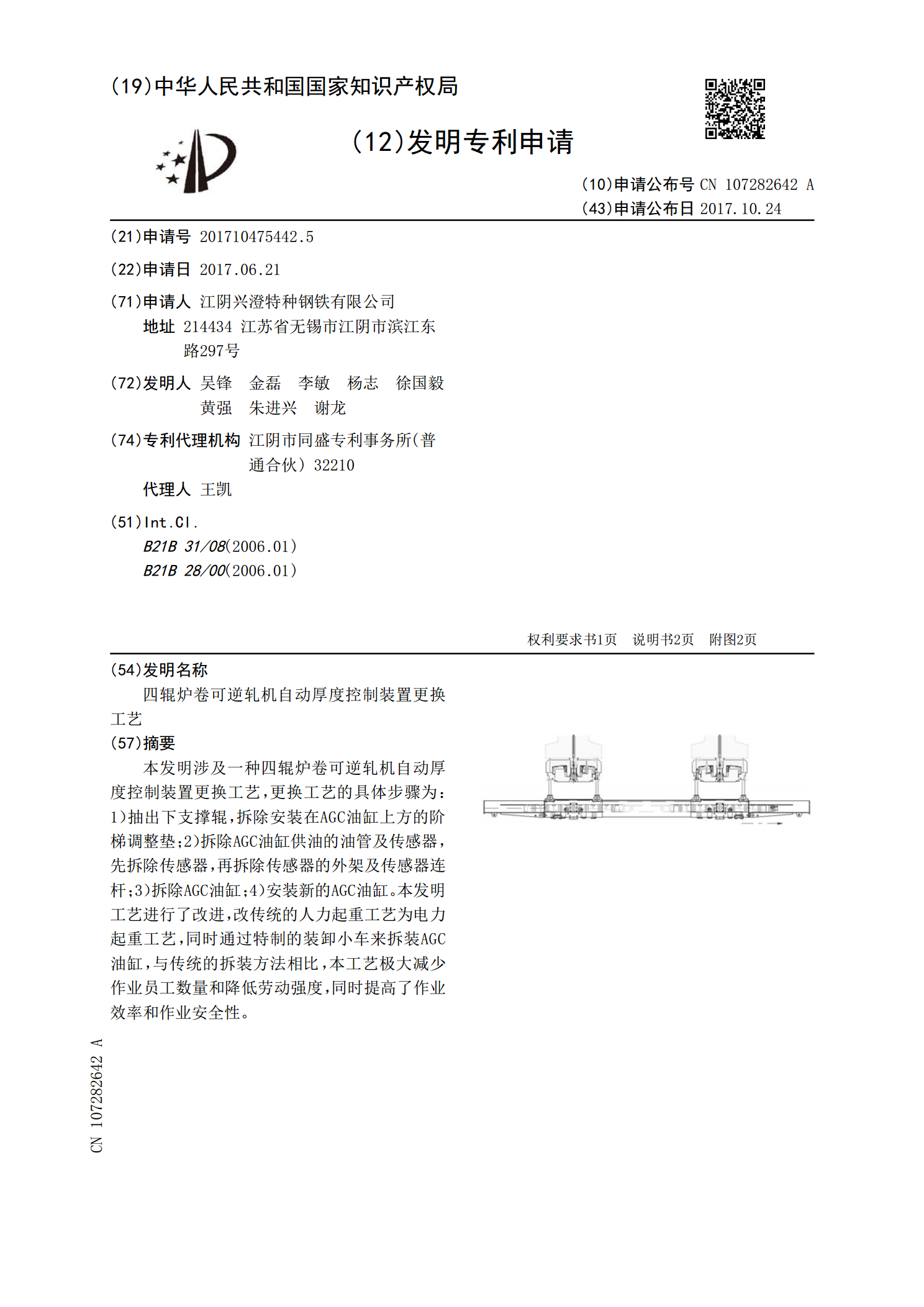
本发明涉及一种四辊炉卷可逆轧机自动厚度控制装置更换工艺,更换工艺的具体步骤为:1)抽出下支撑辊,拆除安装在AGC油缸上方的阶梯调整垫;2)拆除AGC油缸供油的油管及传感器,先拆除传感器,再拆除传感器的外架及传感器连杆;3)拆除AGC油缸;4)安装新的AGC油缸。本发明工艺进行了改进,改传统的人力起重工艺为电力起重工艺,同时通过特制的装卸小车来拆装AGC油缸,与传统的拆装方法相比,本工艺极大减少作业员工数量和降低劳动强度,同时提高了作业效率和作业安全性。