
汽车电子水泵轴承加工方法.pdf

景福****90

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车电子水泵轴承加工方法.pdf
本发明公开了汽车电子水泵轴承加工方法,包括以下步骤:S1、芯轴热处理,通过精锻机将芯轴锻造成型,锻造结束后立即传输到淬水槽淬水,芯轴淬火结束后,装入回火炉中进行回火处理;S2、芯轴打磨,校直之后通过磨床打磨芯轴外径,将芯轴外径打磨至所需范围,并通过磨床打磨出滚珠滚道;S3、外圈热处理;S4、外圈打磨;S5、轴承装配,通过轴承装配机将滚珠及保持架装入芯轴和外圈的滚道内进行装配;S6、退磁处理,通过R—L—C退磁电路对轴承进行退磁处理;S7、防锈处理,通过喷淋器喷淋防锈剂对轴承进行表面处理,之后涂抹防锈油。本
汽车水泵轴连轴承和汽车水泵.pdf
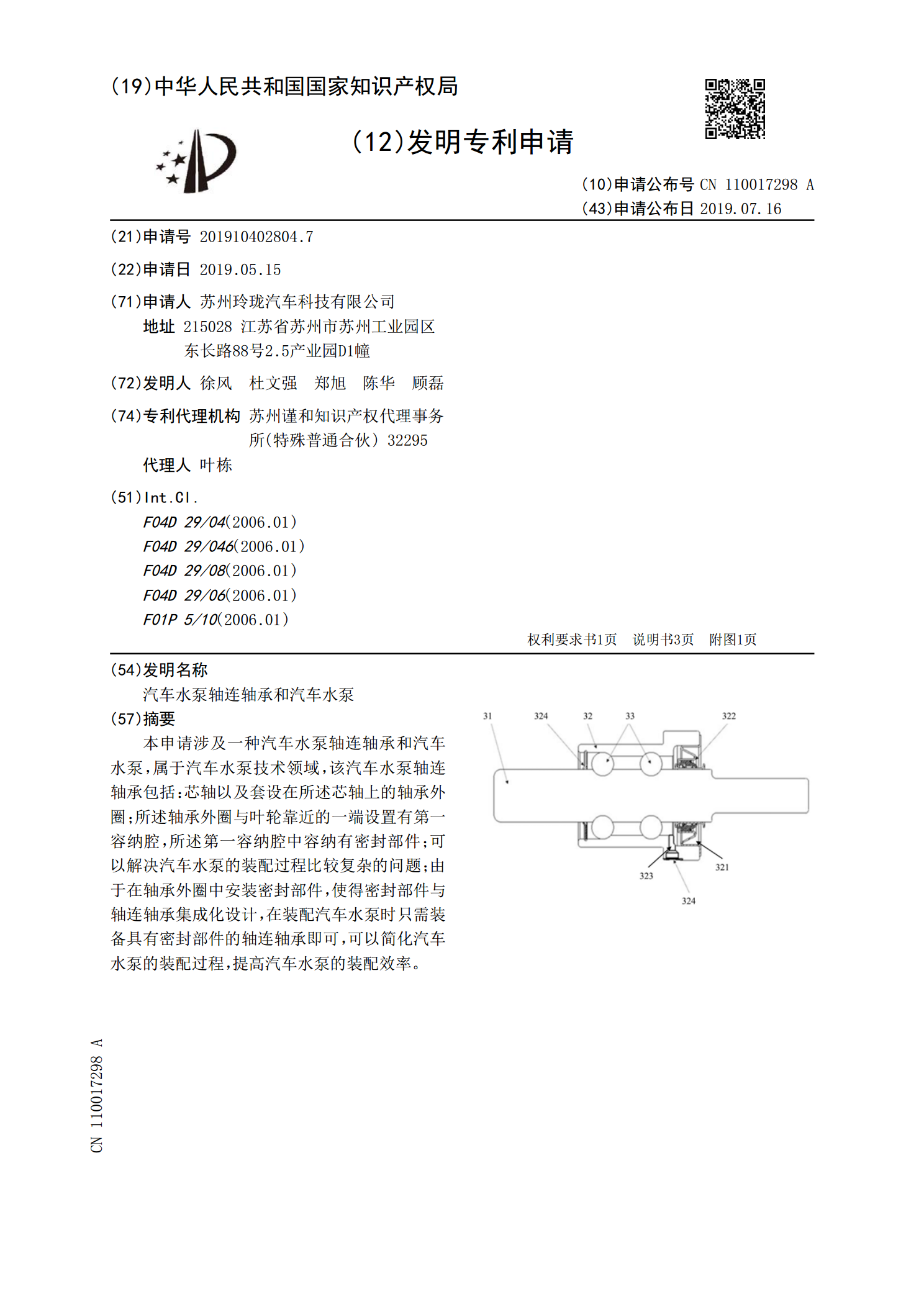
本申请涉及一种汽车水泵轴连轴承和汽车水泵,属于汽车水泵技术领域,该汽车水泵轴连轴承包括:芯轴以及套设在所述芯轴上的轴承外圈;所述轴承外圈与叶轮靠近的一端设置有第一容纳腔,所述第一容纳腔中容纳有密封部件;可以解决汽车水泵的装配过程比较复杂的问题;由于在轴承外圈中安装密封部件,使得密封部件与轴连轴承集成化设计,在装配汽车水泵时只需装备具有密封部件的轴连轴承即可,可以简化汽车水泵的装配过程,提高汽车水泵的装配效率。

汽车水泵轴连轴承.doc
汽车水泵轴连轴承:由于作为汽车核心的发动机正朝大功率、高功率的方向发展,因此,对水泵轴承提出了更高的性能要求,如具有较高的抗热性能,更大的承载能力以及良好的密封性能等。CJH水泵轴承就是为了适应上述需要而开发的一种新型结构轴承。它实质上是一个结构简化了的双支轴承系,两个支承的轴承没有内套圈,滚动体的滚道直接做在轴上,两个支承的轴承外套圈做成一个整体,套圈的两侧用密封件封住,组成轴承的组合件。在承载能力相同的条件下,其径向尺寸小于一般类型轴承。由于刚性好、旋转、结构简单、装拆方便,许多西方发达国家如美国、日
汽车电子水泵及汽车.pdf
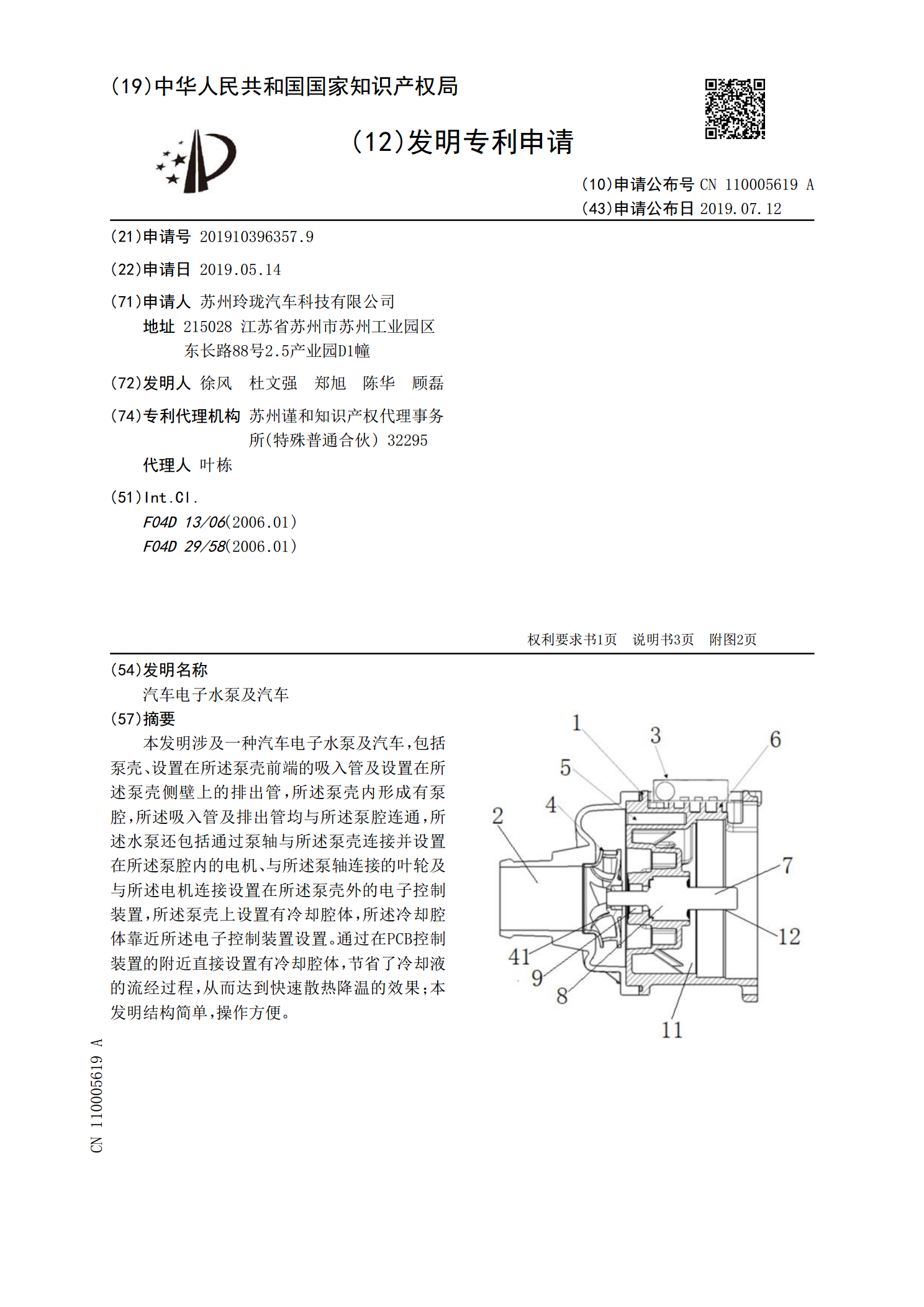
本发明涉及一种汽车电子水泵及汽车,包括泵壳、设置在所述泵壳前端的吸入管及设置在所述泵壳侧壁上的排出管,所述泵壳内形成有泵腔,所述吸入管及排出管均与所述泵腔连通,所述水泵还包括通过泵轴与所述泵壳连接并设置在所述泵腔内的电机、与所述泵轴连接的叶轮及与所述电机连接设置在所述泵壳外的电子控制装置,所述泵壳上设置有冷却腔体,所述冷却腔体靠近所述电子控制装置设置。通过在PCB控制装置的附近直接设置有冷却腔体,节省了冷却液的流经过程,从而达到快速散热降温的效果;本发明结构简单,操作方便。
汽车电子水泵及汽车.pdf
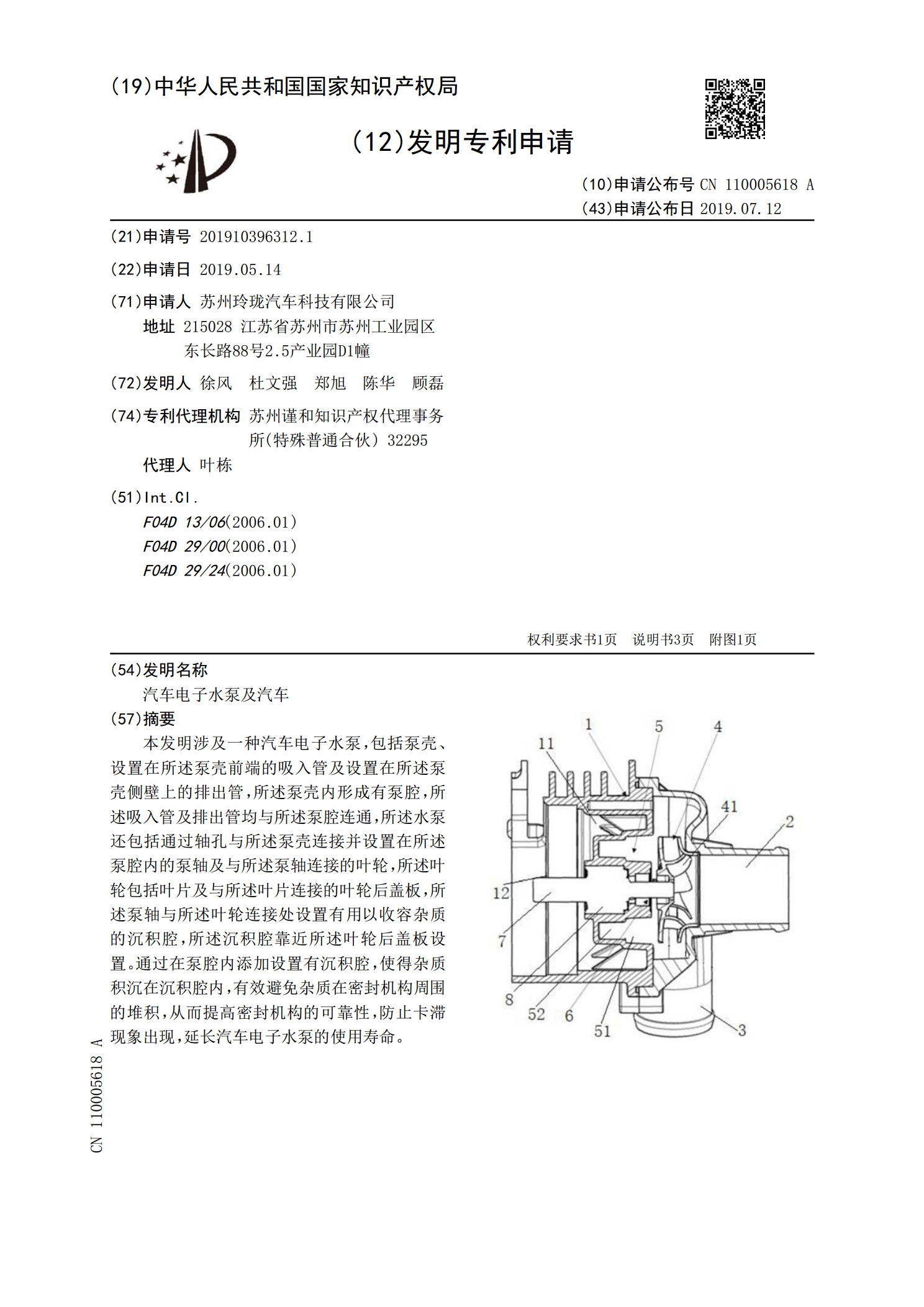
本发明涉及一种汽车电子水泵,包括泵壳、设置在所述泵壳前端的吸入管及设置在所述泵壳侧壁上的排出管,所述泵壳内形成有泵腔,所述吸入管及排出管均与所述泵腔连通,所述水泵还包括通过轴孔与所述泵壳连接并设置在所述泵腔内的泵轴及与所述泵轴连接的叶轮,所述叶轮包括叶片及与所述叶片连接的叶轮后盖板,所述泵轴与所述叶轮连接处设置有用以收容杂质的沉积腔,所述沉积腔靠近所述叶轮后盖板设置。通过在泵腔内添加设置有沉积腔,使得杂质积沉在沉积腔内,有效避免杂质在密封机构周围的堆积,从而提高密封机构的可靠性,防止卡滞现象出现,延长汽车