
一种炉卷轧线精轧机组前夹送辊的控制方法.pdf

莉娜****ua

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种炉卷轧线精轧机组前夹送辊的控制方法.pdf
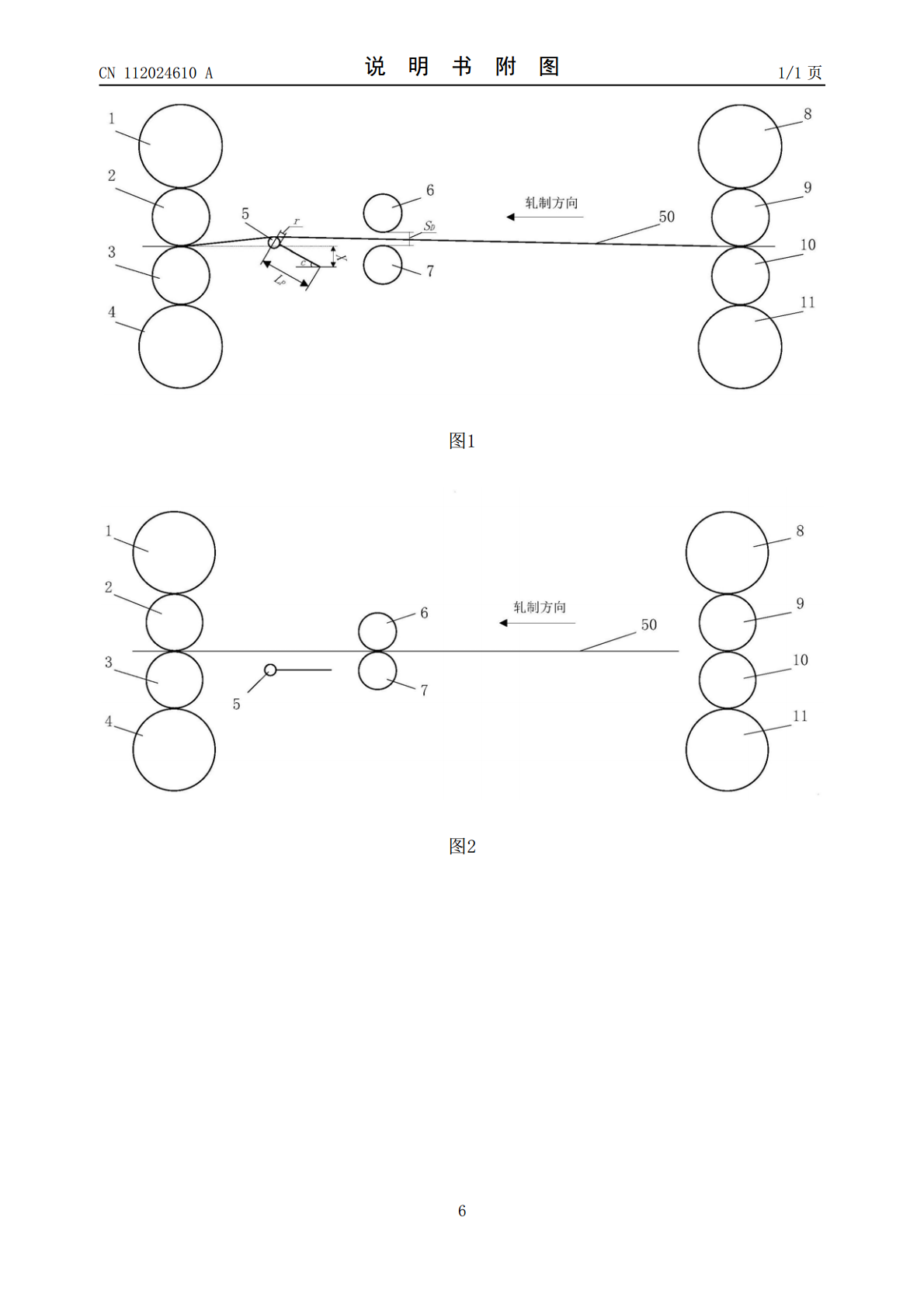
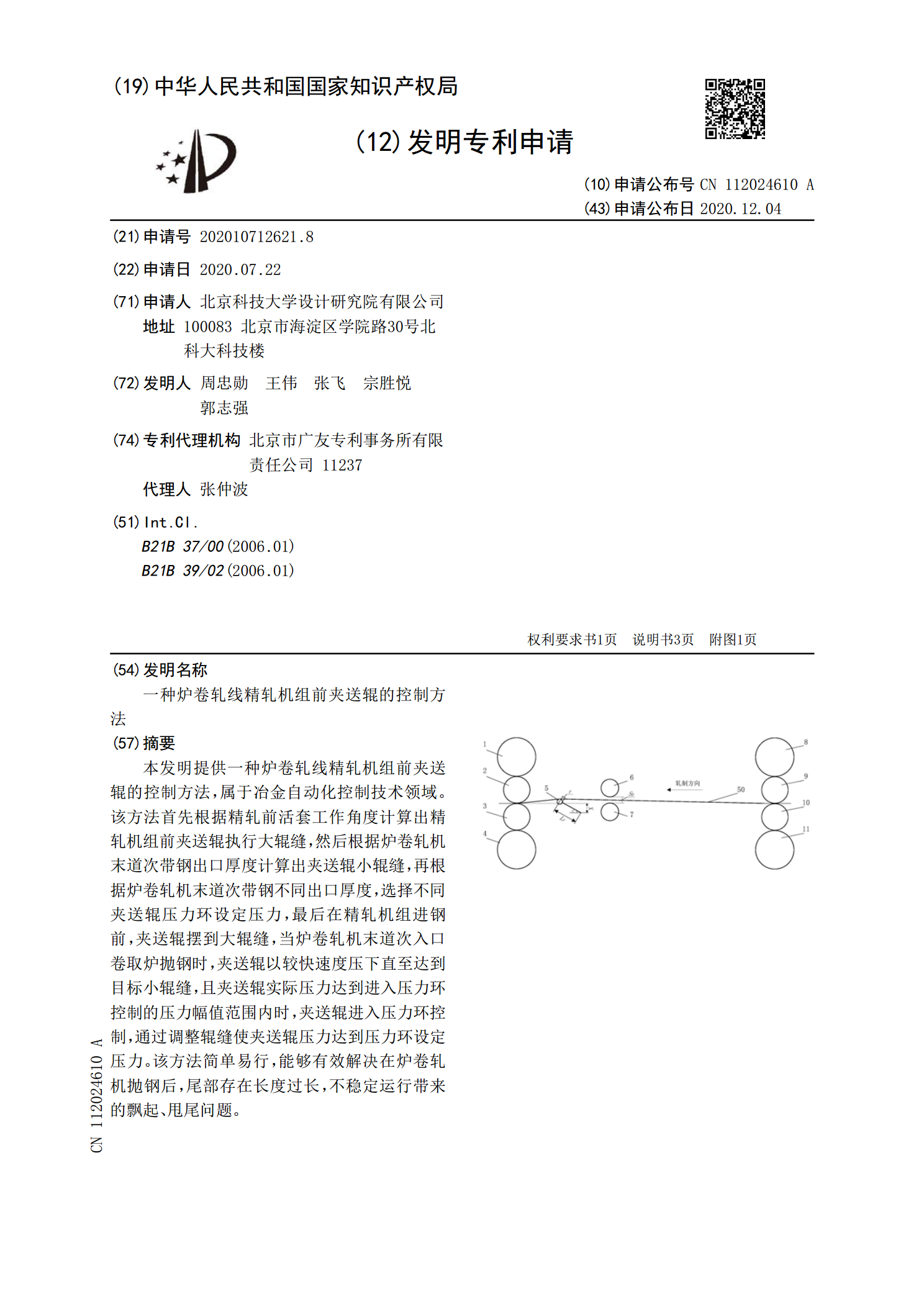
本发明提供一种炉卷轧线精轧机组前夹送辊的控制方法,属于冶金自动化控制技术领域。该方法首先根据精轧前活套工作角度计算出精轧机组前夹送辊执行大辊缝,然后根据炉卷轧机末道次带钢出口厚度计算出夹送辊小辊缝,再根据炉卷轧机末道次带钢不同出口厚度,选择不同夹送辊压力环设定压力,最后在精轧机组进钢前,夹送辊摆到大辊缝,当炉卷轧机末道次入口卷取炉抛钢时,夹送辊以较快速度压下直至达到目标小辊缝,且夹送辊实际压力达到进入压力环控制的压力幅值范围内时,夹送辊进入压力环控制,通过调整辊缝使夹送辊压力达到压力环设定压力。该方法简单
一种热连轧精轧工作辊窜辊的控制方法.pdf
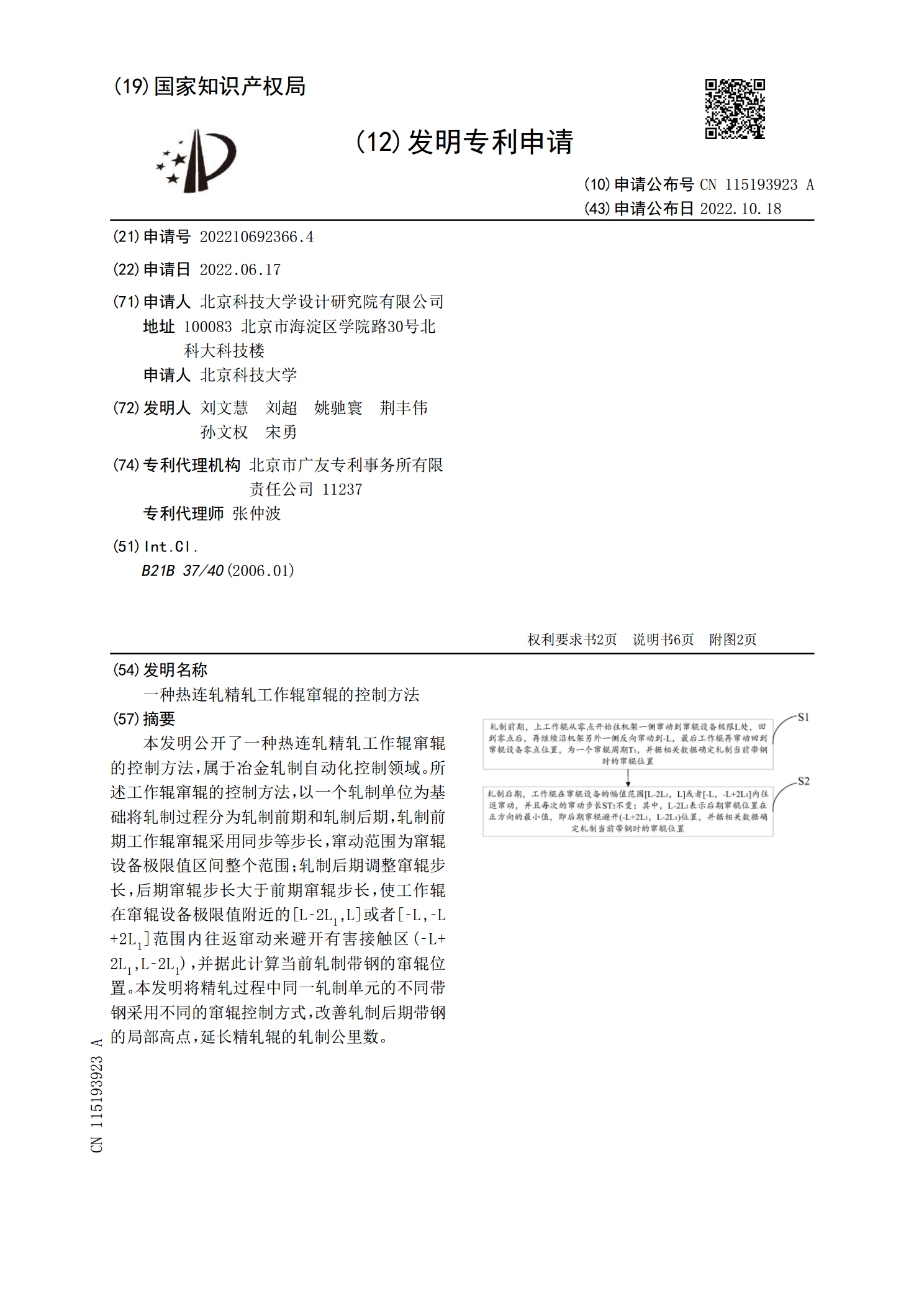
本发明公开了一种热连轧精轧工作辊窜辊的控制方法,属于冶金轧制自动化控制领域。所述工作辊窜辊的控制方法,以一个轧制单位为基础将轧制过程分为轧制前期和轧制后期,轧制前期工作辊窜辊采用同步等步长,窜动范围为窜辊设备极限值区间整个范围;轧制后期调整窜辊步长,后期窜辊步长大于前期窜辊步长,使工作辊在窜辊设备极限值附近的[L?2L<base:Sub>1</base:Sub>,L]或者[?L,?L+2L<base:Sub>1</base:Sub>]范围内往返窜动来避开有害接触区(?L+2L<base:Sub>1</ba
热连轧精轧机组窜辊控制方法.pdf
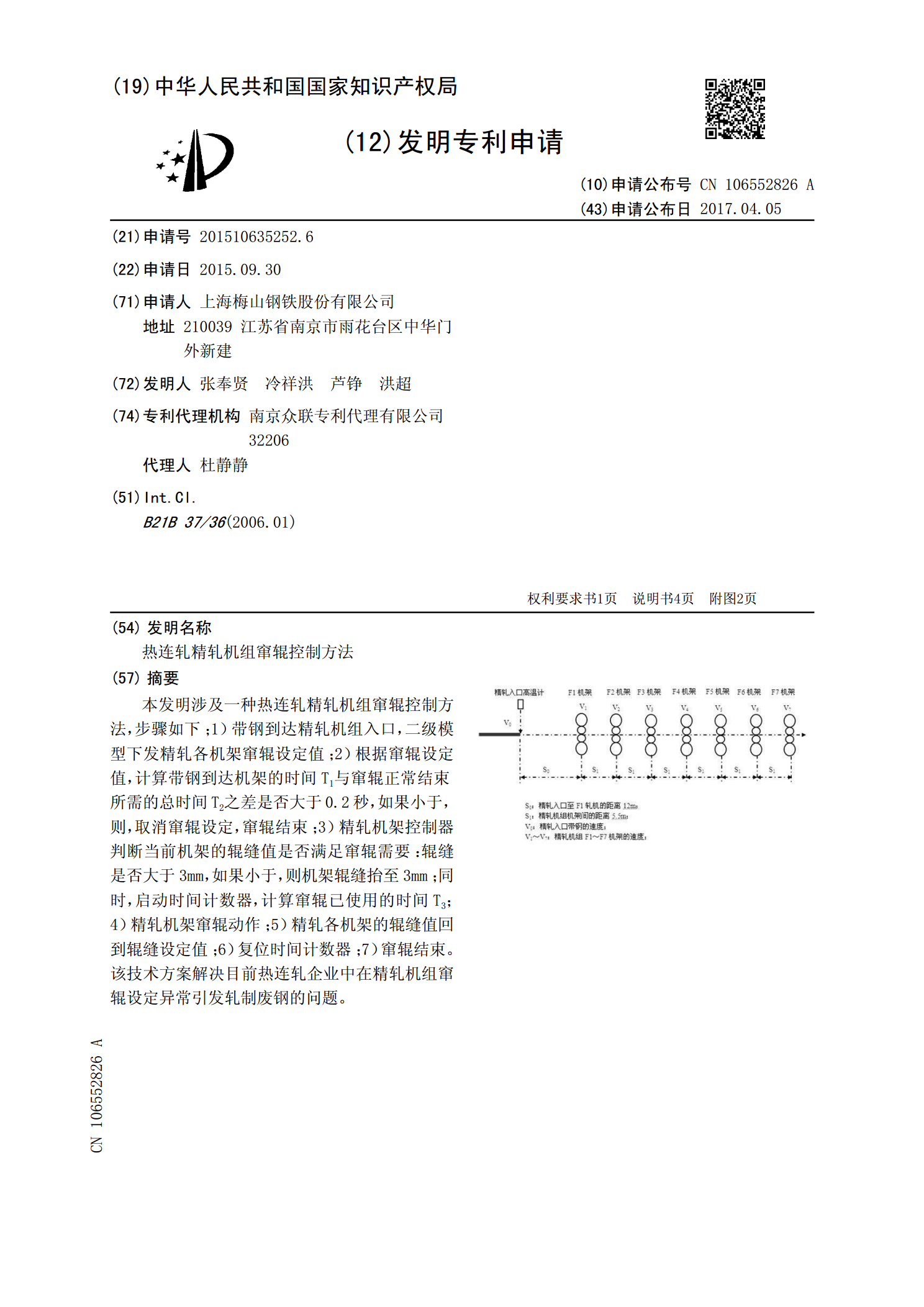
本发明涉及一种热连轧精轧机组窜辊控制方法,步骤如下;1)带钢到达精轧机组入口,二级模型下发精轧各机架窜辊设定值;2)根据窜辊设定值,计算带钢到达机架的时间T

精轧除鳞箱夹送辊控制方式优化浅析.docx
精轧除鳞箱夹送辊控制方式优化浅析精轧除鳞箱夹送辊控制方式优化浅析摘要:精轧除鳞是在热轧和冷轧过程中不可或缺的一环,对于产品质量的保证起着关键作用。而除鳞箱夹送辊控制方式是精轧除鳞过程中的关键控制点。本文通过对现有控制方式的分析,提出了一种优化的控制方式,并分析了其在实际应用中的优势和局限性。1.引言精轧除鳞是一种靠挤压和磨擦作用将钢材表面的鳞皮去除的工艺。在除鳞过程中,除鳞箱夹送辊控制方式起到至关重要的作用。较好的控制方式可以大幅提高产品质量和生产效率,降低能耗和成本。因此,对于除鳞箱夹送辊控制方式的优化
一种减少高线机前夹送辊辊磨量的控制方法.pdf
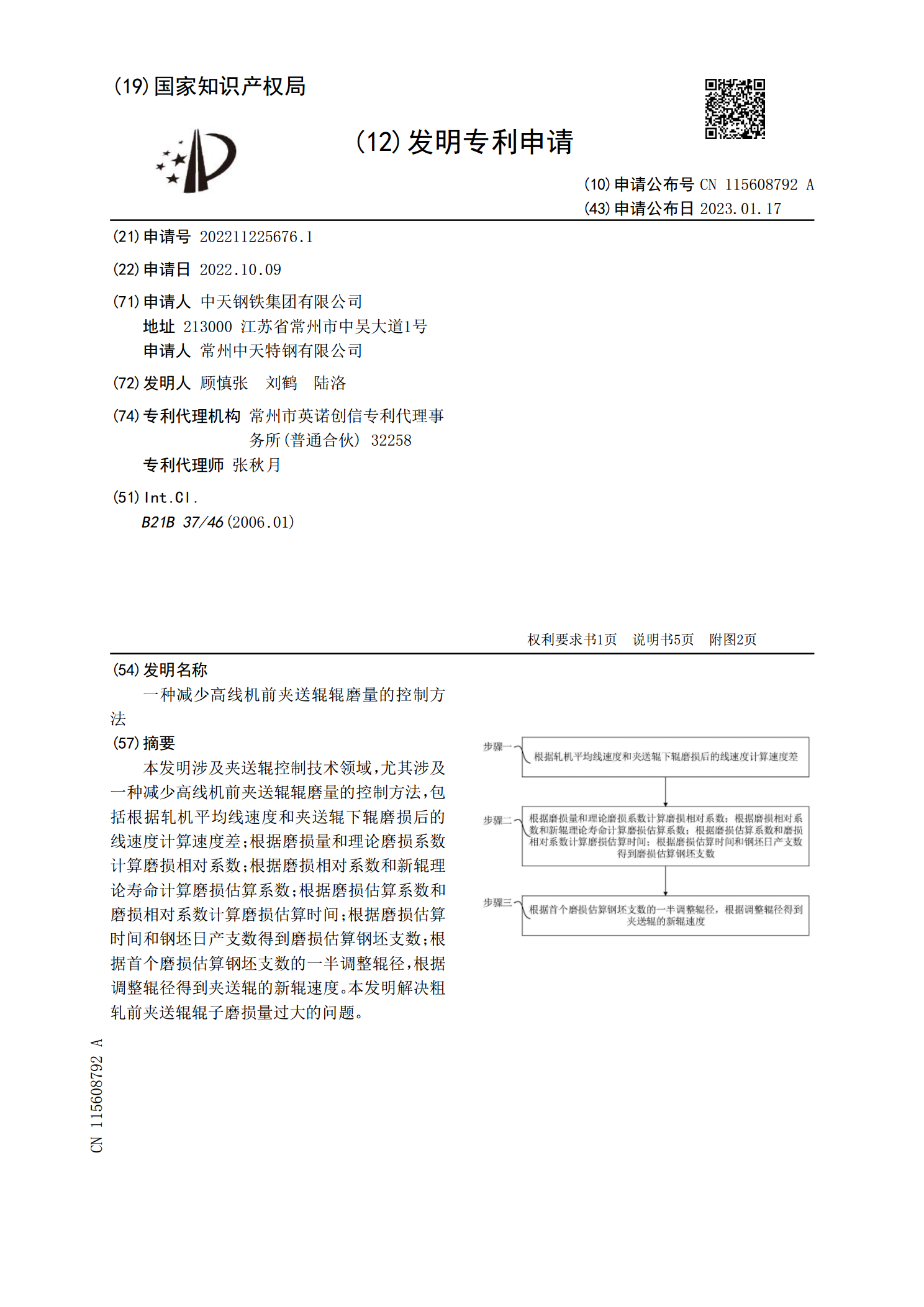
本发明涉及夹送辊控制技术领域,尤其涉及一种减少高线机前夹送辊辊磨量的控制方法,包括根据轧机平均线速度和夹送辊下辊磨损后的线速度计算速度差;根据磨损量和理论磨损系数计算磨损相对系数;根据磨损相对系数和新辊理论寿命计算磨损估算系数;根据磨损估算系数和磨损相对系数计算磨损估算时间;根据磨损估算时间和钢坯日产支数得到磨损估算钢坯支数;根据首个磨损估算钢坯支数的一半调整辊径,根据调整辊径得到夹送辊的新辊速度。本发明解决粗轧前夹送辊辊子磨损量过大的问题。