
一种减少高线机前夹送辊辊磨量的控制方法.pdf

葫芦****io

1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减少高线机前夹送辊辊磨量的控制方法.pdf
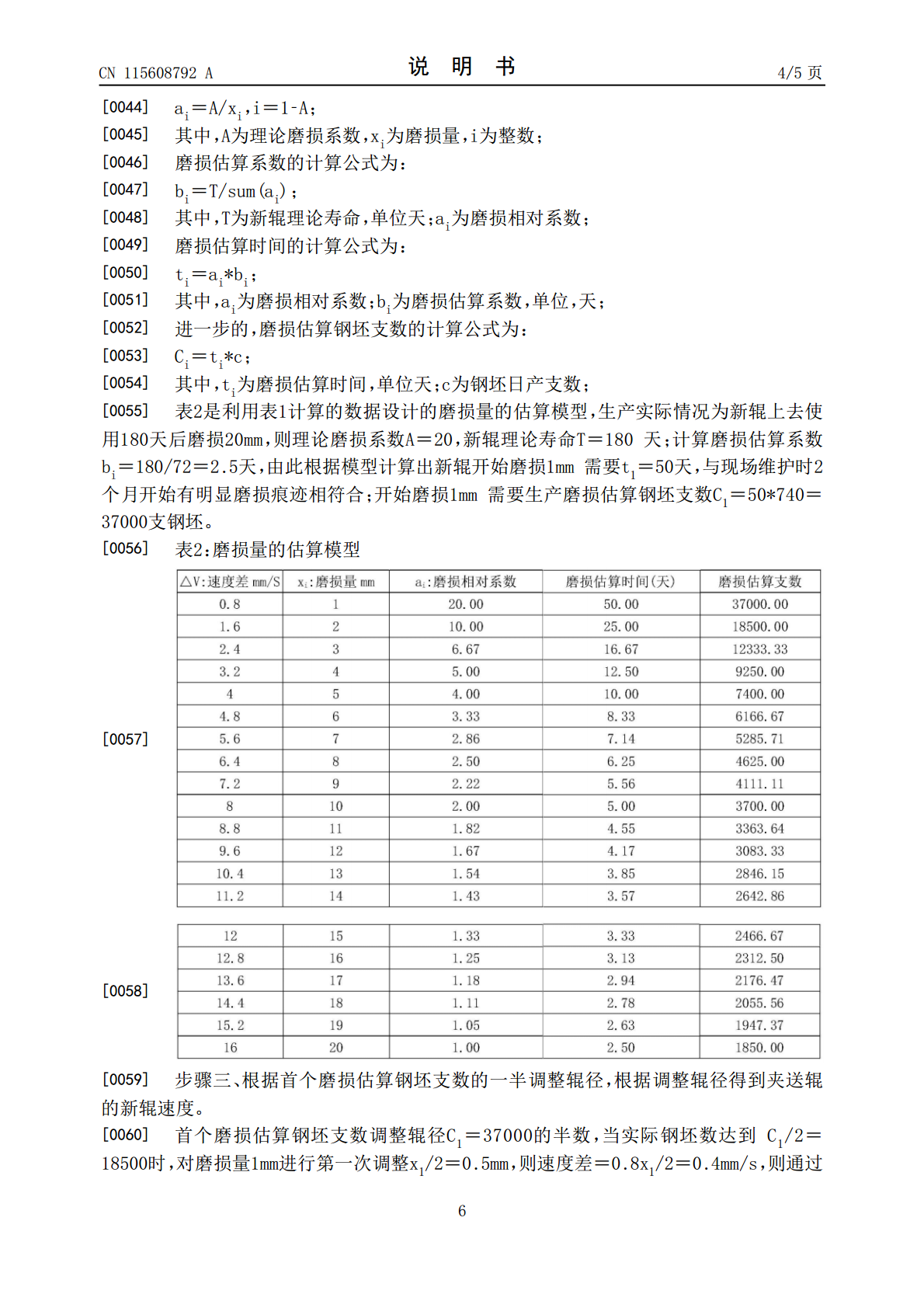
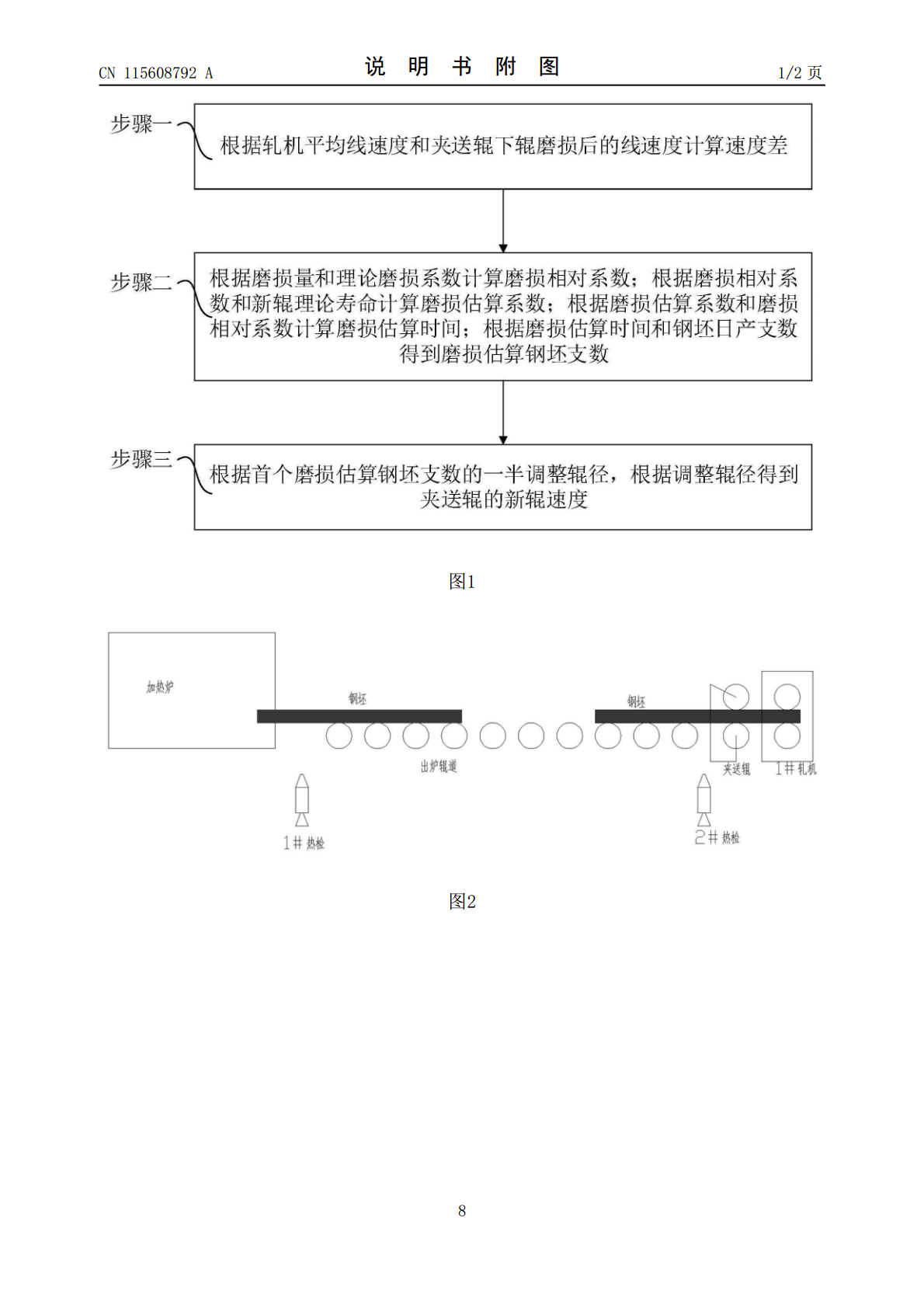
本发明涉及夹送辊控制技术领域,尤其涉及一种减少高线机前夹送辊辊磨量的控制方法,包括根据轧机平均线速度和夹送辊下辊磨损后的线速度计算速度差;根据磨损量和理论磨损系数计算磨损相对系数;根据磨损相对系数和新辊理论寿命计算磨损估算系数;根据磨损估算系数和磨损相对系数计算磨损估算时间;根据磨损估算时间和钢坯日产支数得到磨损估算钢坯支数;根据首个磨损估算钢坯支数的一半调整辊径,根据调整辊径得到夹送辊的新辊速度。本发明解决粗轧前夹送辊辊子磨损量过大的问题。

高速线材吐丝机前夹送辊控制方法.docx
高速线材吐丝机前夹送辊控制方法高速线材吐丝机是一种用于产生、收集和加工吐丝材料的设备。其前夹送辊是负责将线材送入吐丝机的关键部件。为了确保吐丝机能够正常运行和提高生产效率,对前夹送辊的控制方法需要进行优化和改进。在研究前夹送辊控制方法之前,我们先来了解一下高速线材吐丝机的工作原理。该设备主要由线材输送系统、吐丝系统和收集系统组成。线材通过前夹送辊进入吐丝系统,经过加热、拉伸和冷却等过程形成吐丝材料,然后通过后夹送辊送入收集系统。前夹送辊的主要功能是将线材稳定地送入吐丝机,并控制线材的速度和张力。对于高速线

高速线材吐丝机前夹送辊控制方法.pptx
汇报人:目录PARTONEPARTTWO高速线材吐丝机前夹送辊控制方法的重要性高速线材吐丝机前夹送辊控制方法的原理高速线材吐丝机前夹送辊控制方法的适用范围PARTTHREE确定控制目标确定控制参数选择控制算法实施控制操作监控与调整PARTFOUR控制效果评估指标控制效果评估方法控制效果评估结果分析PARTFIVE控制参数优化建议控制算法优化建议控制操作优化建议监控与调整优化建议THANKYOU

高线吐丝机前夹送辊弯管系统的改进与应用.docx
高线吐丝机前夹送辊弯管系统的改进与应用摘要:高线吐丝机前夹送辊弯管系统的作用是在高线吐丝机的制造过程中,确保高线线材的加工精度,同时提高加工效率。本文介绍了传统的高线吐丝机前夹送辊弯管系统存在的问题和弊端,并针对这些问题提出了改进方案。针对改进方案进行了试验与分析,证明了改进方案的实用性和有效性。关键词:高线吐丝机,前夹送辊弯管系统,改进方案一、引言高线吐丝机是一台专门用于加工高强度钢丝的设备。在传统的加工过程中,加工效率低下,加工精度难以保证。为了提高高线吐丝机制造过程的效率和精度,人们不断地尝试改进高
一种炉卷轧线精轧机组前夹送辊的控制方法.pdf
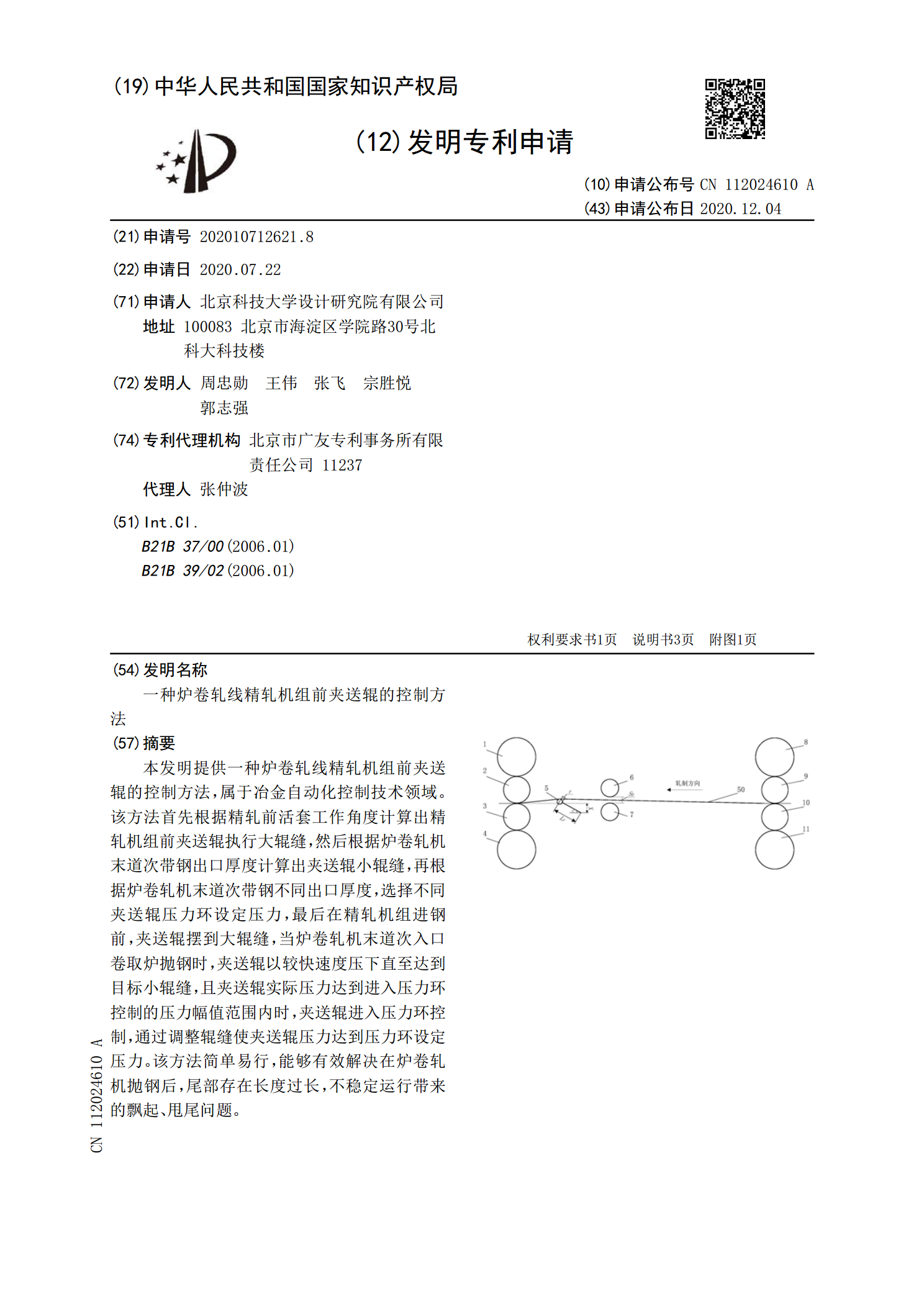
本发明提供一种炉卷轧线精轧机组前夹送辊的控制方法,属于冶金自动化控制技术领域。该方法首先根据精轧前活套工作角度计算出精轧机组前夹送辊执行大辊缝,然后根据炉卷轧机末道次带钢出口厚度计算出夹送辊小辊缝,再根据炉卷轧机末道次带钢不同出口厚度,选择不同夹送辊压力环设定压力,最后在精轧机组进钢前,夹送辊摆到大辊缝,当炉卷轧机末道次入口卷取炉抛钢时,夹送辊以较快速度压下直至达到目标小辊缝,且夹送辊实际压力达到进入压力环控制的压力幅值范围内时,夹送辊进入压力环控制,通过调整辊缝使夹送辊压力达到压力环设定压力。该方法简单