
一种连轧线推钢式加热炉出钢节奏协调控制方法.pdf

文光****iu

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连轧线推钢式加热炉出钢节奏协调控制方法.pdf
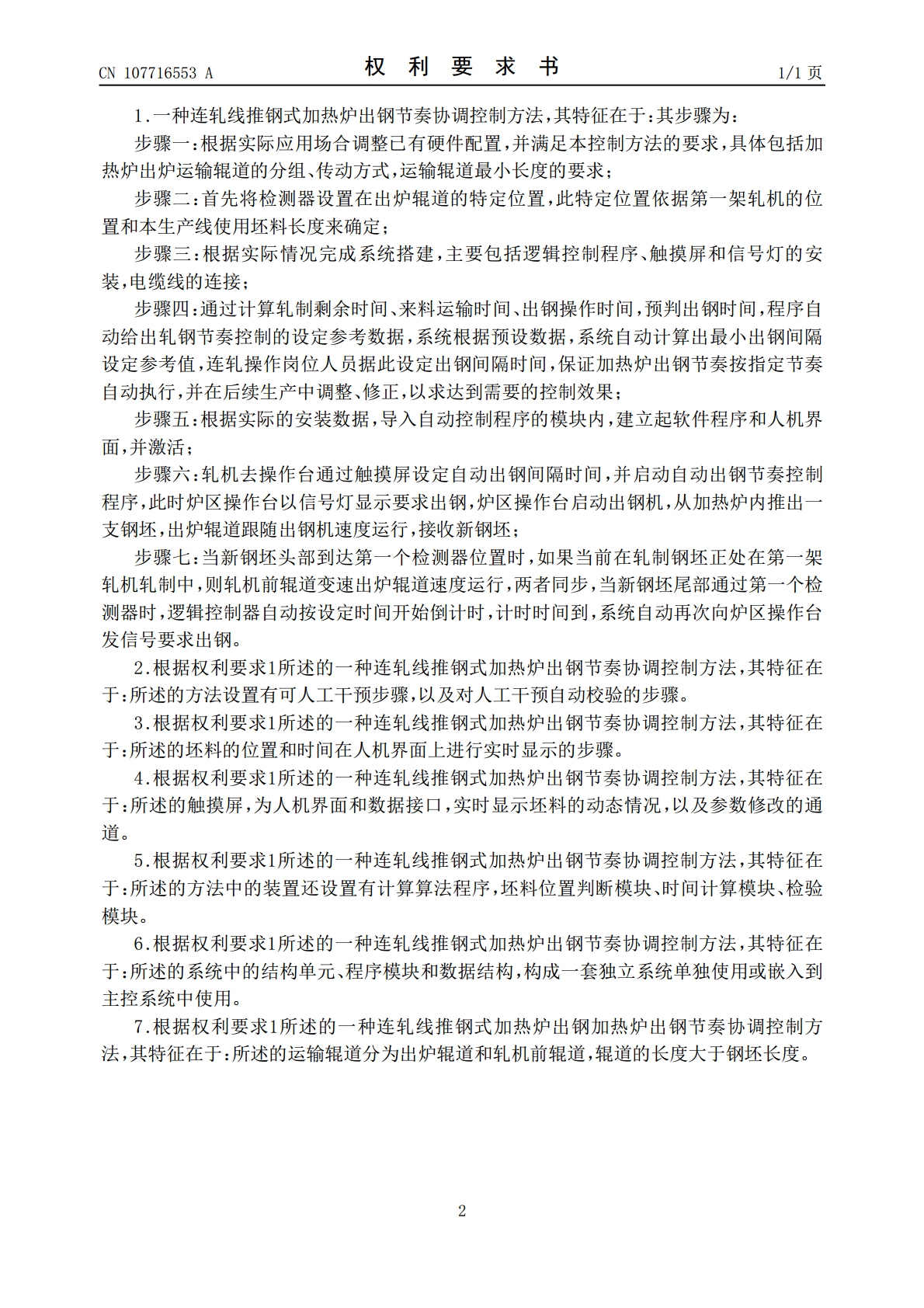
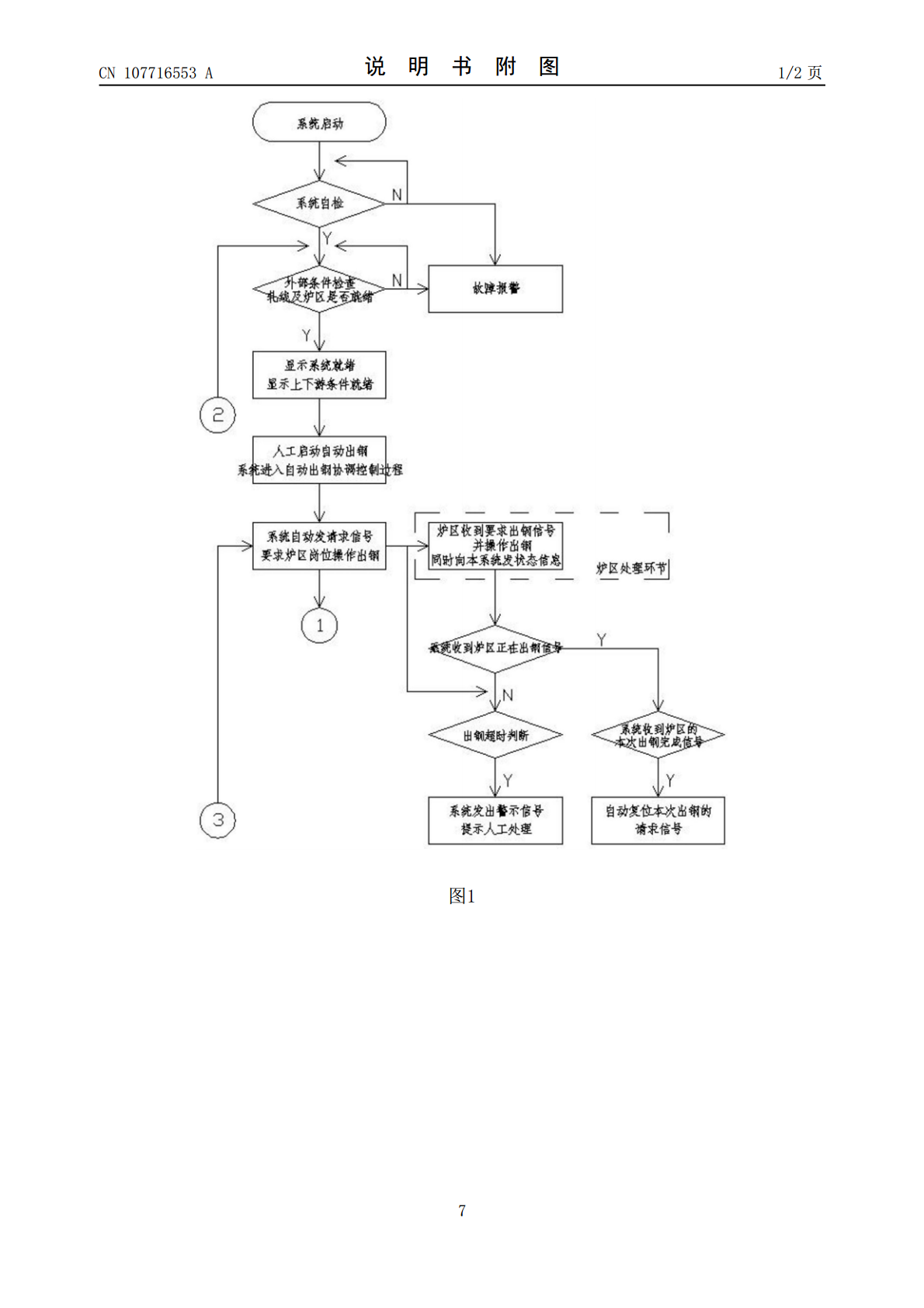
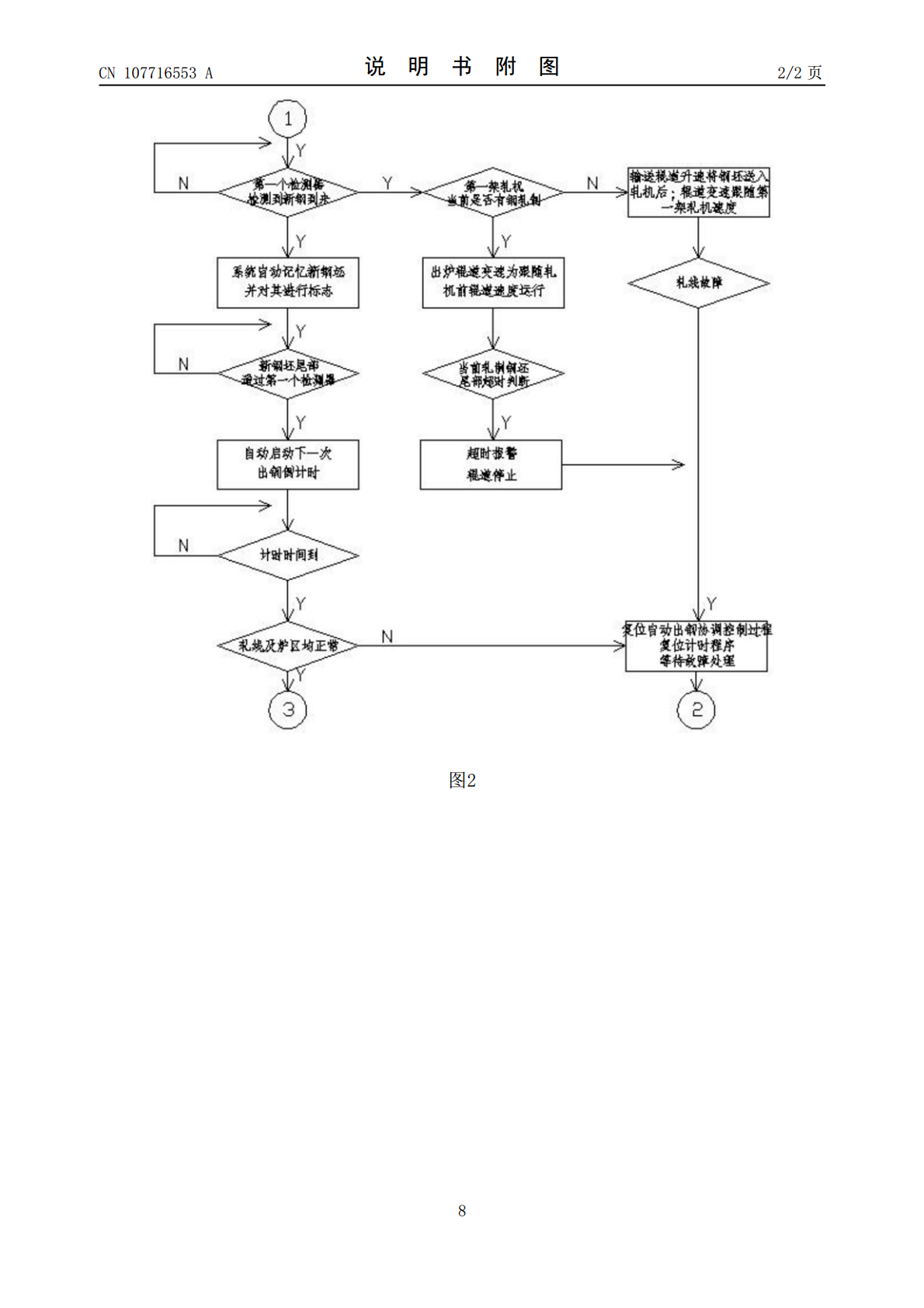
本发明公开了一种连轧线推钢式加热炉出钢节奏协调控制方法,属于自动化测量控制技术领域。本发明的步骤为:步骤一:根据实际应用场合调整已有硬件配置,并满足本控制方法的要求,具体包括加热炉出炉运输辊道的分组、传动方式,运输辊道最小长度的要求;步骤二:首先将检测器设置在出炉辊道的特定位置,此特定位置依据第一架轧机的位置和本生产线使用坯料长度来确定;步骤三:根据实际情况完成系统搭建,主要包括逻辑控制程序、触摸屏和信号灯的安装,电缆线的连接;步骤四:通过计算轧制剩余时间、来料运输时间、出钢操作时间,预判出钢时间;本发明
一种加热炉出钢节奏的控制方法及装置.pdf
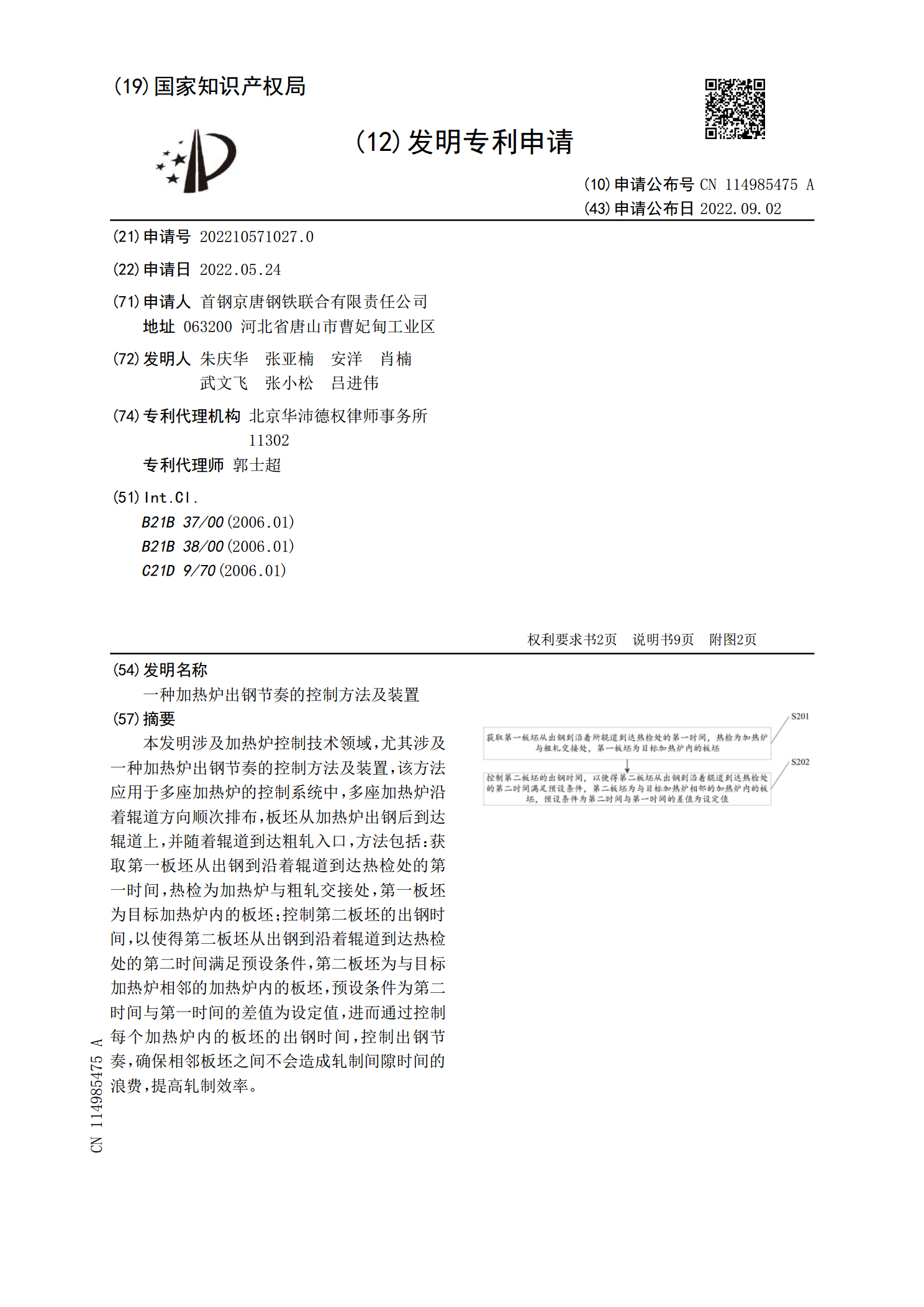
本发明涉及加热炉控制技术领域,尤其涉及一种加热炉出钢节奏的控制方法及装置,该方法应用于多座加热炉的控制系统中,多座加热炉沿着辊道方向顺次排布,板坯从加热炉出钢后到达辊道上,并随着辊道到达粗轧入口,方法包括:获取第一板坯从出钢到沿着辊道到达热检处的第一时间,热检为加热炉与粗轧交接处,第一板坯为目标加热炉内的板坯;控制第二板坯的出钢时间,以使得第二板坯从出钢到沿着辊道到达热检处的第二时间满足预设条件,第二板坯为与目标加热炉相邻的加热炉内的板坯,预设条件为第二时间与第一时间的差值为设定值,进而通过控制每个加热炉
推钢式加热炉自动出钢系统.pdf
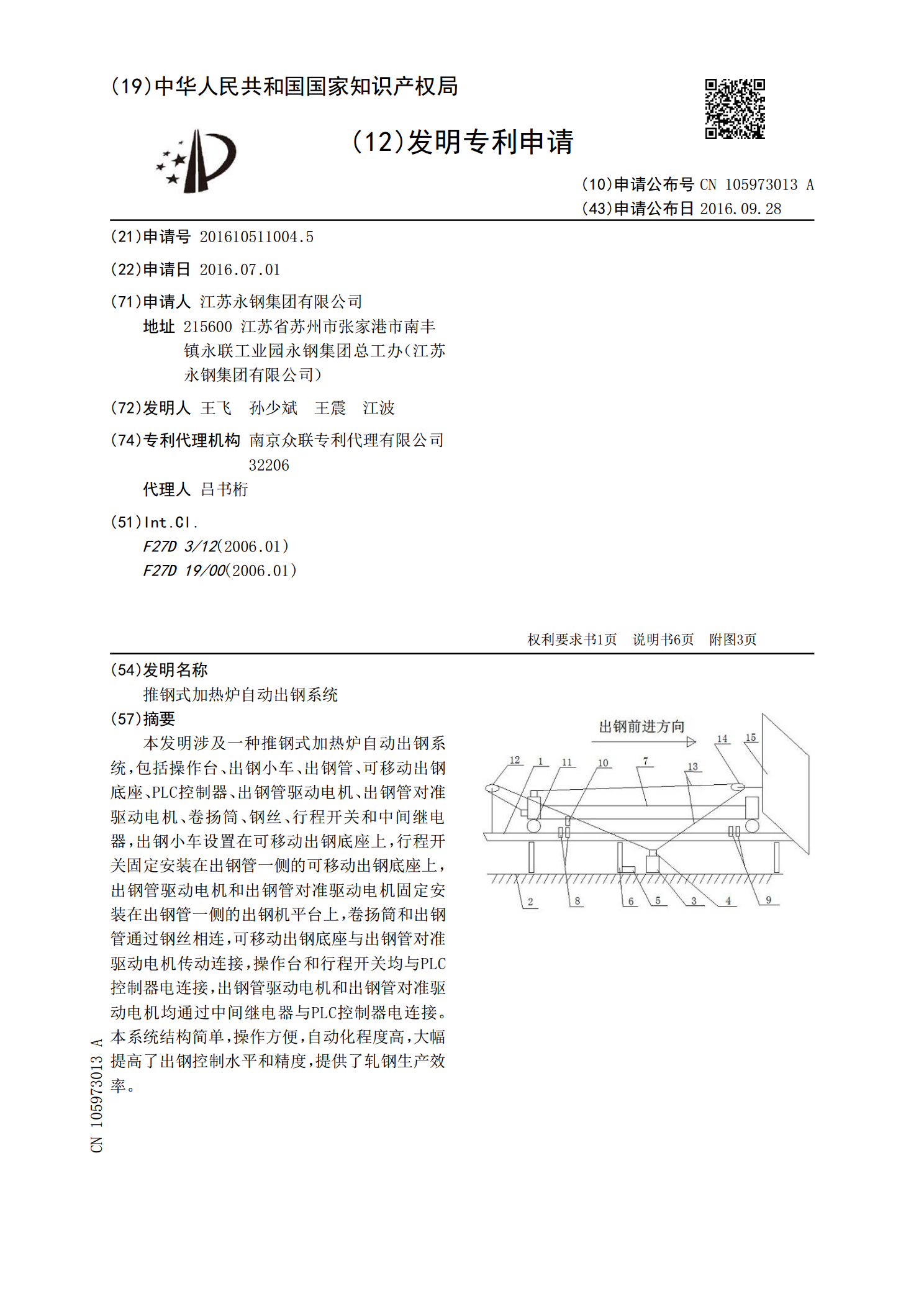
本发明涉及一种推钢式加热炉自动出钢系统,包括操作台、出钢小车、出钢管、可移动出钢底座、PLC控制器、出钢管驱动电机、出钢管对准驱动电机、卷扬筒、钢丝、行程开关和中间继电器,出钢小车设置在可移动出钢底座上,行程开关固定安装在出钢管一侧的可移动出钢底座上,出钢管驱动电机和出钢管对准驱动电机固定安装在出钢管一侧的出钢机平台上,卷扬筒和出钢管通过钢丝相连,可移动出钢底座与出钢管对准驱动电机传动连接,操作台和行程开关均与PLC控制器电连接,出钢管驱动电机和出钢管对准驱动电机均通过中间继电器与PLC控制器电连接。本系
推钢式加热炉用新型出料推钢机.pdf
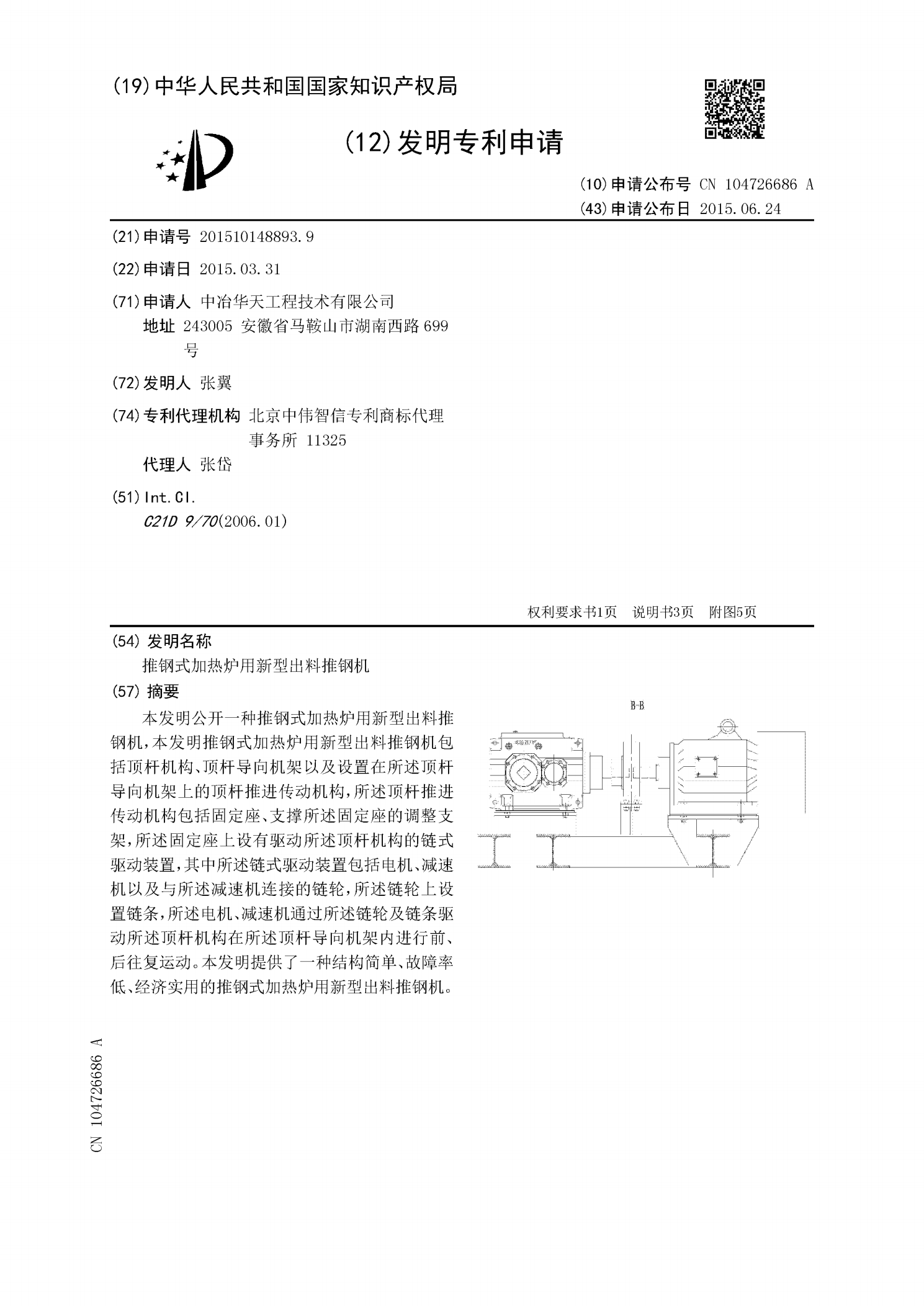
本发明公开一种推钢式加热炉用新型出料推钢机,本发明推钢式加热炉用新型出料推钢机包括顶杆机构、顶杆导向机架以及设置在所述顶杆导向机架上的顶杆推进传动机构,所述顶杆推进传动机构包括固定座、支撑所述固定座的调整支架,所述固定座上设有驱动所述顶杆机构的链式驱动装置,其中所述链式驱动装置包括电机、减速机以及与所述减速机连接的链轮,所述链轮上设置链条,所述电机、减速机通过所述链轮及链条驱动所述顶杆机构在所述顶杆导向机架内进行前、后往复运动。本发明提供了一种结构简单、故障率低、经济实用的推钢式加热炉用新型出料推钢机。

线棒材加热炉出钢节奏与时序控制探讨.pdf
万方数据圭垫塑望望!三兰竺竺!竺!兰兰!!!!!竺兰塑线棒材加热炉出钢节奏与时序控制探讨赵建明秘祭{孓秘牙毪孓零零笞啦莽零苕强滓譬譬雾堙摹;潞零岔电莽零祭a孓零零苔沁器苔啦器零撰苔屿器各风零黎雾黎零苔V乎薯苔譬莽零苔譬零秘祭;孓5结语随着钢铁企业生产管理和自动化控制水平的不断提高,目前大多数已投产线、棒材生产线的实际产能已经远远超过设计指标。如一条设计年产量为60万t的棒材生产线,实际年产能量往往超过9|0万t。究其原因,主要是设计时按产品大纲中各种平均规格来计算年产量,且轧线的年工作时间计算也留有一定的