
一种短时间退火生产深冲级热浸镀层钢板及其生产方法.pdf

春兰****89

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种短时间退火生产深冲级热浸镀层钢板及其生产方法.pdf
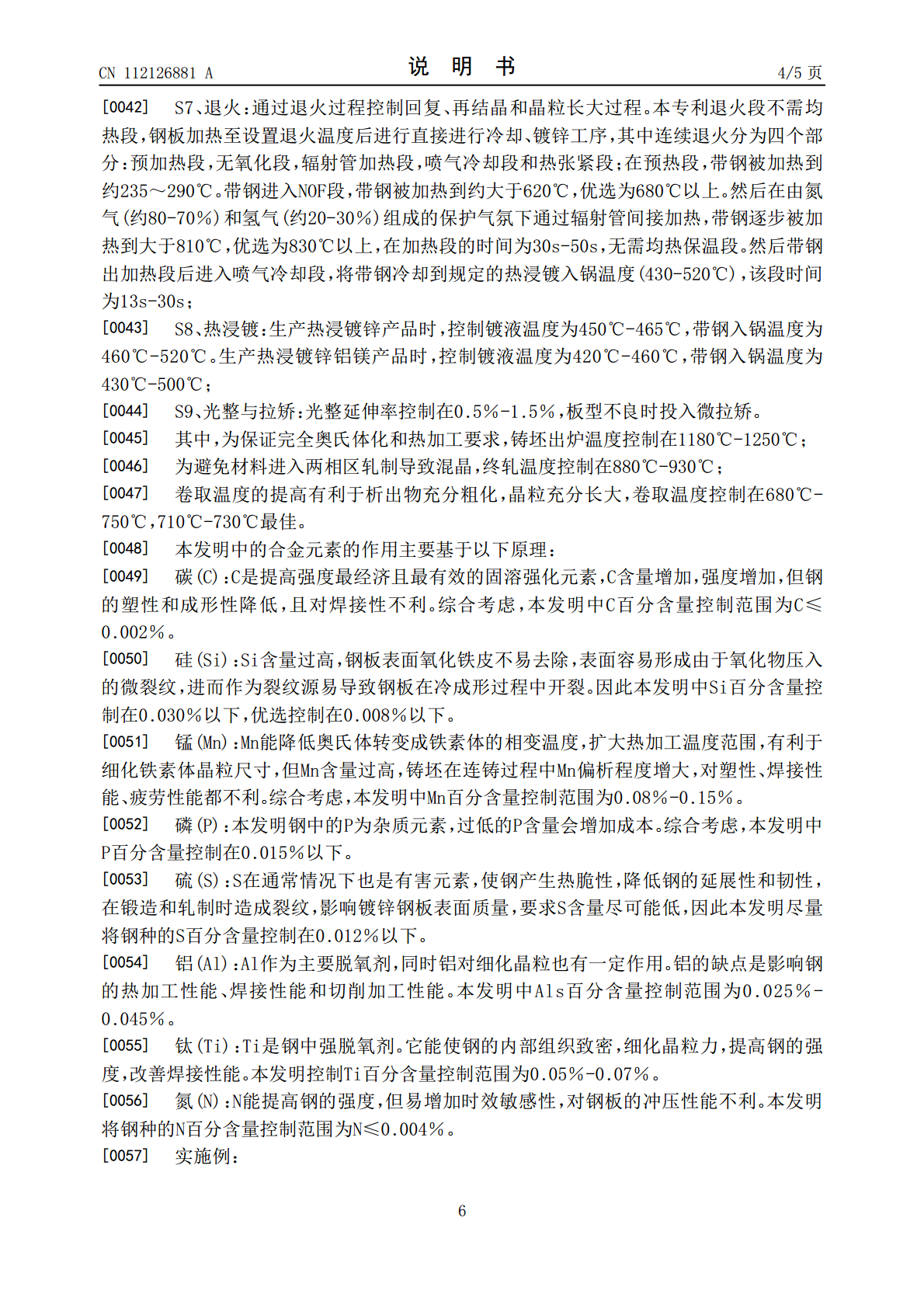
本发明公开了一种短时间退火生产深冲级热浸镀层钢板及其生产方法,涉及热浸镀层钢板技术领域。该短时间退火生产深冲级热浸镀层钢板及其生产方法,所述原料化学成分重量百分比为:C≤0.002%,Si≤0.03%,Mn:0.08‑0.15%,P≤0.015%,S≤0.012%,Als:0.025‑0.045%,Ti:0.05‑0.07%,N≤0.004%。该短时间退火生产深冲级热浸镀层钢板及其生产方法,通过合理的化学成分设计,热轧、冷轧工艺控制及热浸镀退火工艺优化。使采用卧式炉生产的热浸镀层钢板具有深冲级产品的性能,
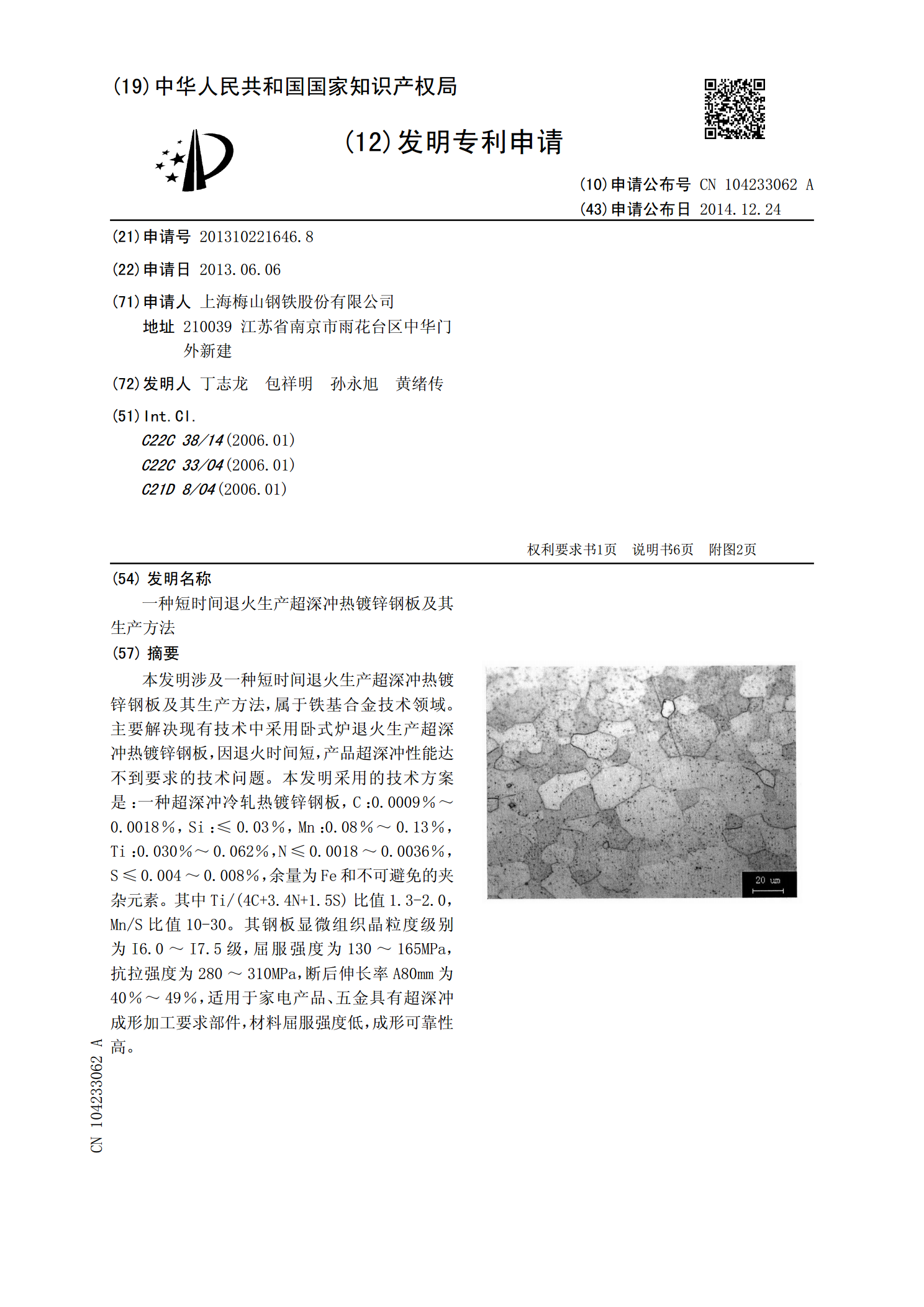
一种短时间退火生产超深冲热镀锌钢板及其生产方法.pdf
本发明涉及一种短时间退火生产超深冲热镀锌钢板及其生产方法,属于铁基合金技术领域。主要解决现有技术中采用卧式炉退火生产超深冲热镀锌钢板,因退火时间短,产品超深冲性能达不到要求的技术问题。本发明采用的技术方案是:一种超深冲冷轧热镀锌钢板,C:0.0009%~0.0018%,Si:≤0.03%,Mn:0.08%~0.13%,Ti:0.030%~0.062%,N≤0.0018~0.0036%,S≤0.004~0.008%,余量为Fe和不可避免的夹杂元素。其中Ti/(4C+3.4N+1.5S)比值1.3-2.0,M
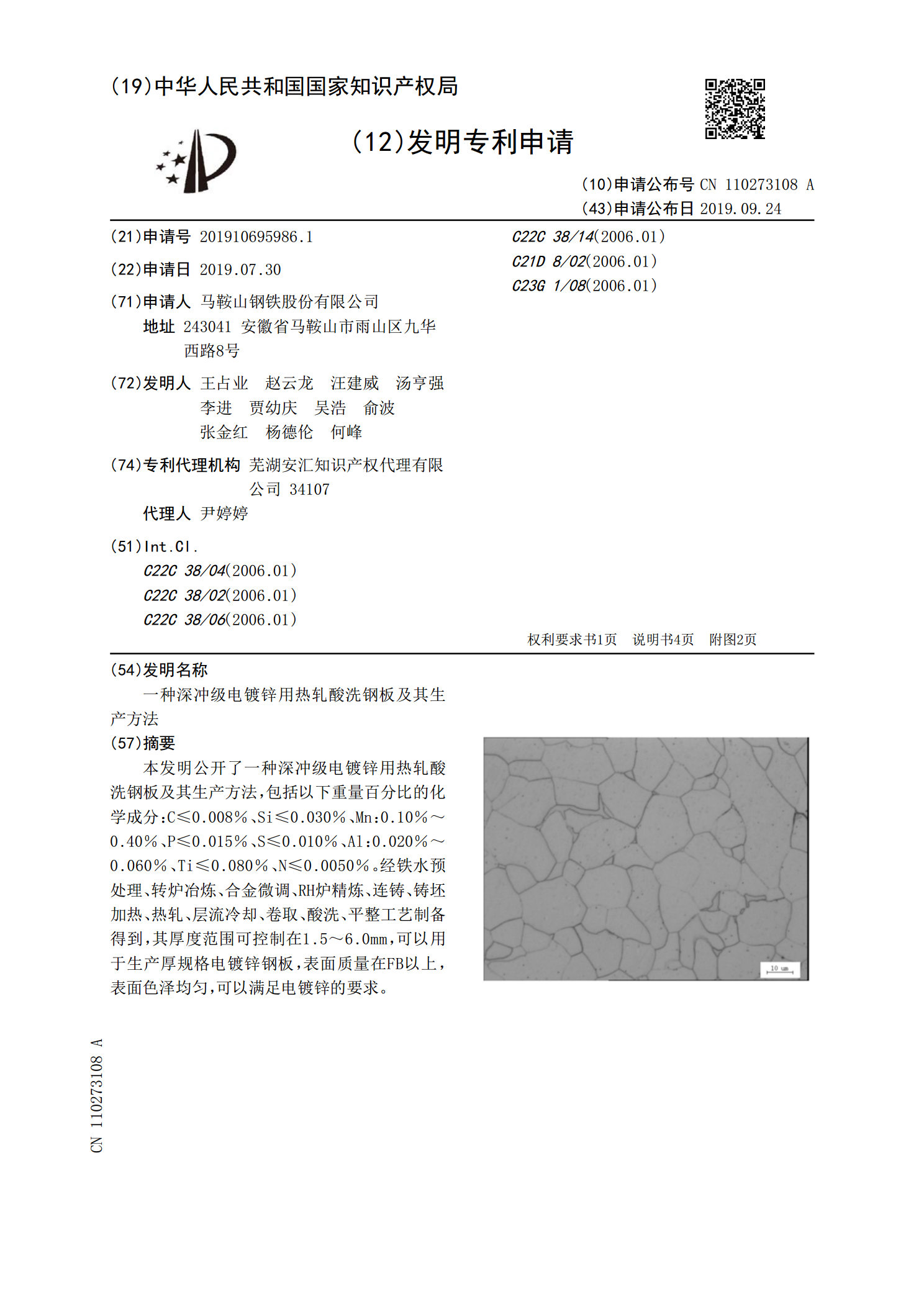
一种深冲级电镀锌用热轧酸洗钢板及其生产方法.pdf
本发明公开了一种深冲级电镀锌用热轧酸洗钢板及其生产方法,包括以下重量百分比的化学成分:C≤0.008%、Si≤0.030%、Mn:0.10%~0.40%、P≤0.015%、S≤0.010%、Al:0.020%~0.060%、Ti≤0.080%、N≤0.0050%。经铁水预处理、转炉冶炼、合金微调、RH炉精炼、连铸、铸坯加热、热轧、层流冷却、卷取、酸洗、平整工艺制备得到,其厚度范围可控制在1.5~6.0mm,可以用于生产厚规格电镀锌钢板,表面质量在FB以上,表面色泽均匀,可以满足电镀锌的要求。

光整热浸镀层钢板的方法.pdf
一种光整热浸镀层钢板的方法,该方法包括使用光整轧辊对热浸镀层钢板进行轧制,其中,所述光整轧辊的表面粗糙度Ra≤1μm。本发明的光整热浸镀层钢板的方法尤其适用于镀层表面形成有锌花的热镀锌钢板和热镀铝锌钢板。使用所述方法可以在得到较好的板形、表面质量和涂装性能的同时,确保镀层表面的锌花轮廓清晰以保持良好的外观装饰性。此外,本发明的方法也适用于光整热镀铝锌钢板,有利于热镀铝锌钢板在家电制造业等对板形、表面质量和涂装性能较高的行业的使用。
一种基于ASP工艺生产超深冲级冷轧钢板的方法.pdf
本发明公开了一种基于ASP中薄板坯连铸连轧工艺生产超深冲级冷轧钢板的方法,属于轧钢技术领域。它采用铁水预处理+转炉+LF+RH获得满足成分要求的钢水后,经过ASP中薄板坯连铸连轧工艺生产热轧基板,热轧基板通过酸洗、冷轧、罩式退火、平整工序得到超深冲级冷轧钢板。与现有技术相比,本发明生产出的超深冲冷轧板性能达到欧洲标准EN10130-2006,同时降低生产成本、节能降耗。该方法拓宽了ASP中薄板坯连铸连轧生产线能够生产的产品品种范围,可以满足日益增长的汽车、家电、建筑、交通运输和轻工等行业对板材的需求,提高