
一种冷轧带钢的冷轧退火方法.pdf

森林****来了


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧带钢的冷轧退火方法.pdf
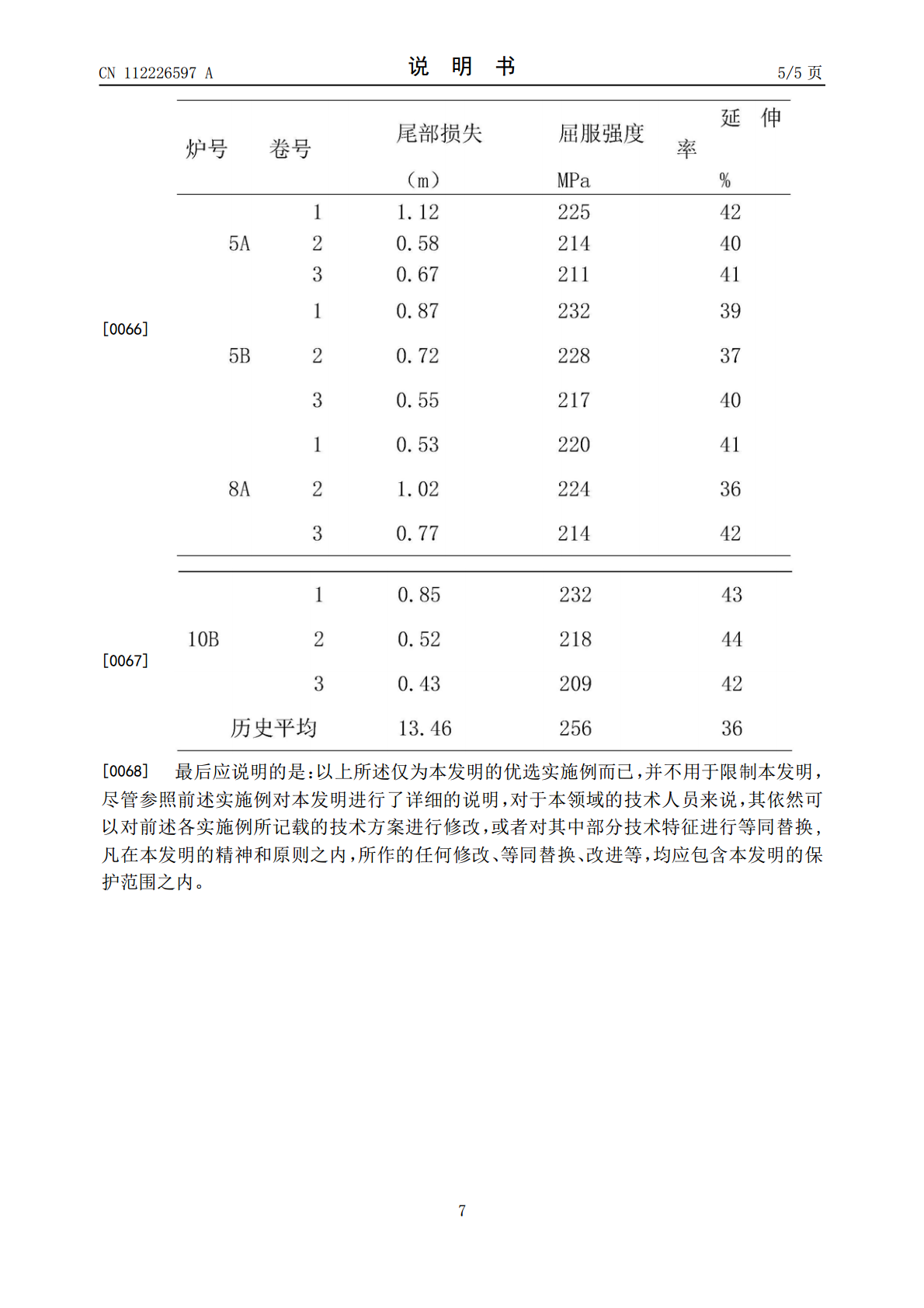
本发明公开了一种冷轧带钢的冷轧退火方法,包括以下步骤:S1、选用带钢,将带钢加工至厚度为2.0mm‑3.5mm,随后将带钢放置在输送机构上,输送机构朝向预热炉的进口处,带钢被送入预热炉中进行预热,处理;S2、带钢加热,将预热后的带钢传输至加热炉中进行,并且温度的升温速度根据加热带钢需求进行改变;S3、带钢保温,加热后的带钢进入均衡炉内保温,保温时间为12h‑15h;S4、带钢冷却,带钢在保温后出炉进行热线酸洗,酸洗采用专用酸洗线进行连续酸洗,并且同时进行电解。冷轧带钢的尾粘问题得到彻底解决,成品的一级品率
一种冷轧带钢退火工艺.pdf
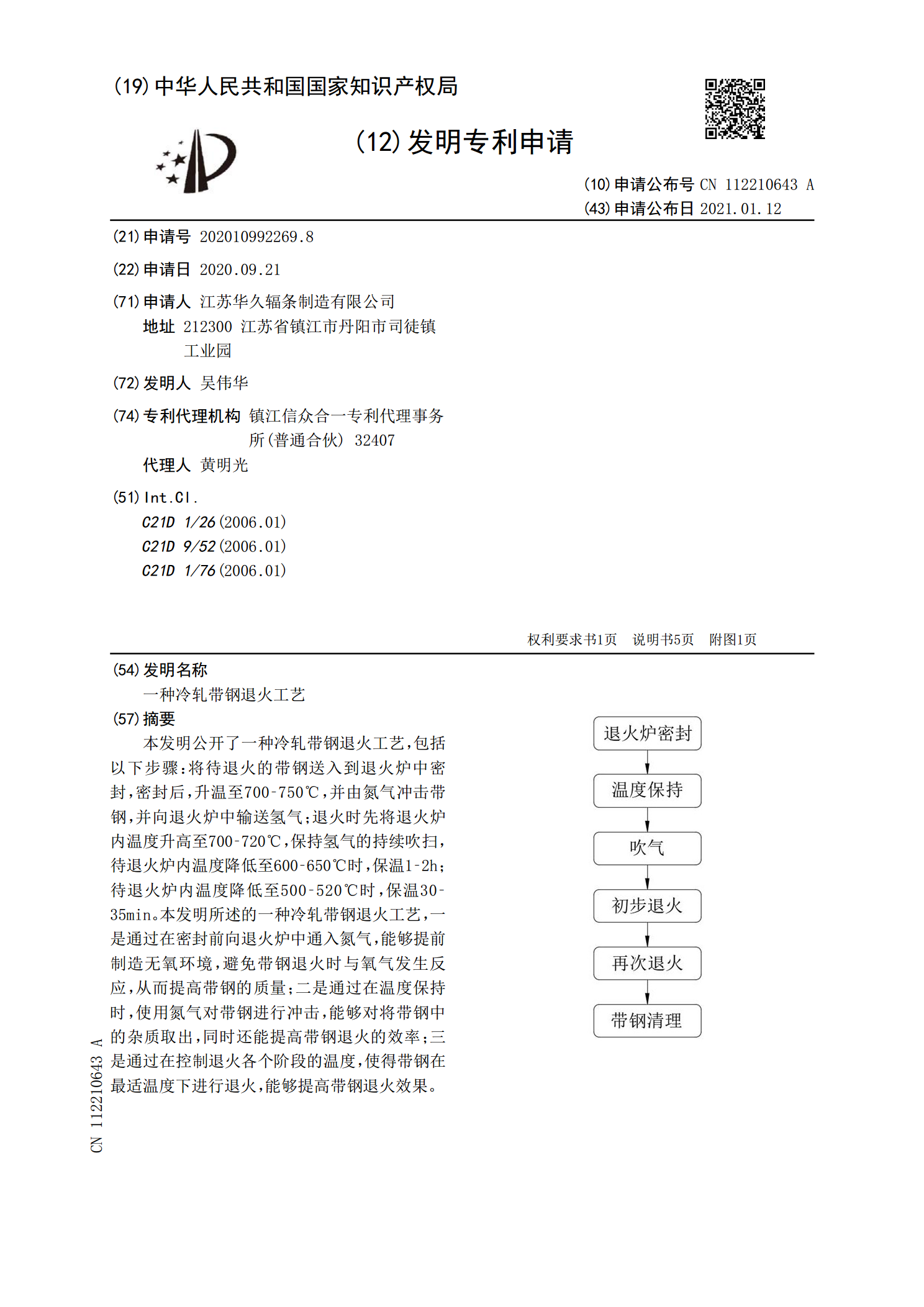
本发明公开了一种冷轧带钢退火工艺,包括以下步骤:将待退火的带钢送入到退火炉中密封,密封后,升温至700‑750℃,并由氮气冲击带钢,并向退火炉中输送氢气;退火时先将退火炉内温度升高至700‑720℃,保持氢气的持续吹扫,待退火炉内温度降低至600‑650℃时,保温1‑2h;待退火炉内温度降低至500‑520℃时,保温30‑35min。本发明所述的一种冷轧带钢退火工艺,一是通过在密封前向退火炉中通入氮气,能够提前制造无氧环境,避免带钢退火时与氧气发生反应,从而提高带钢的质量;二是通过在温度保持时,使用氮气对
一种基于退火工艺预测冷轧连续退火带钢力学性能的方法.pdf
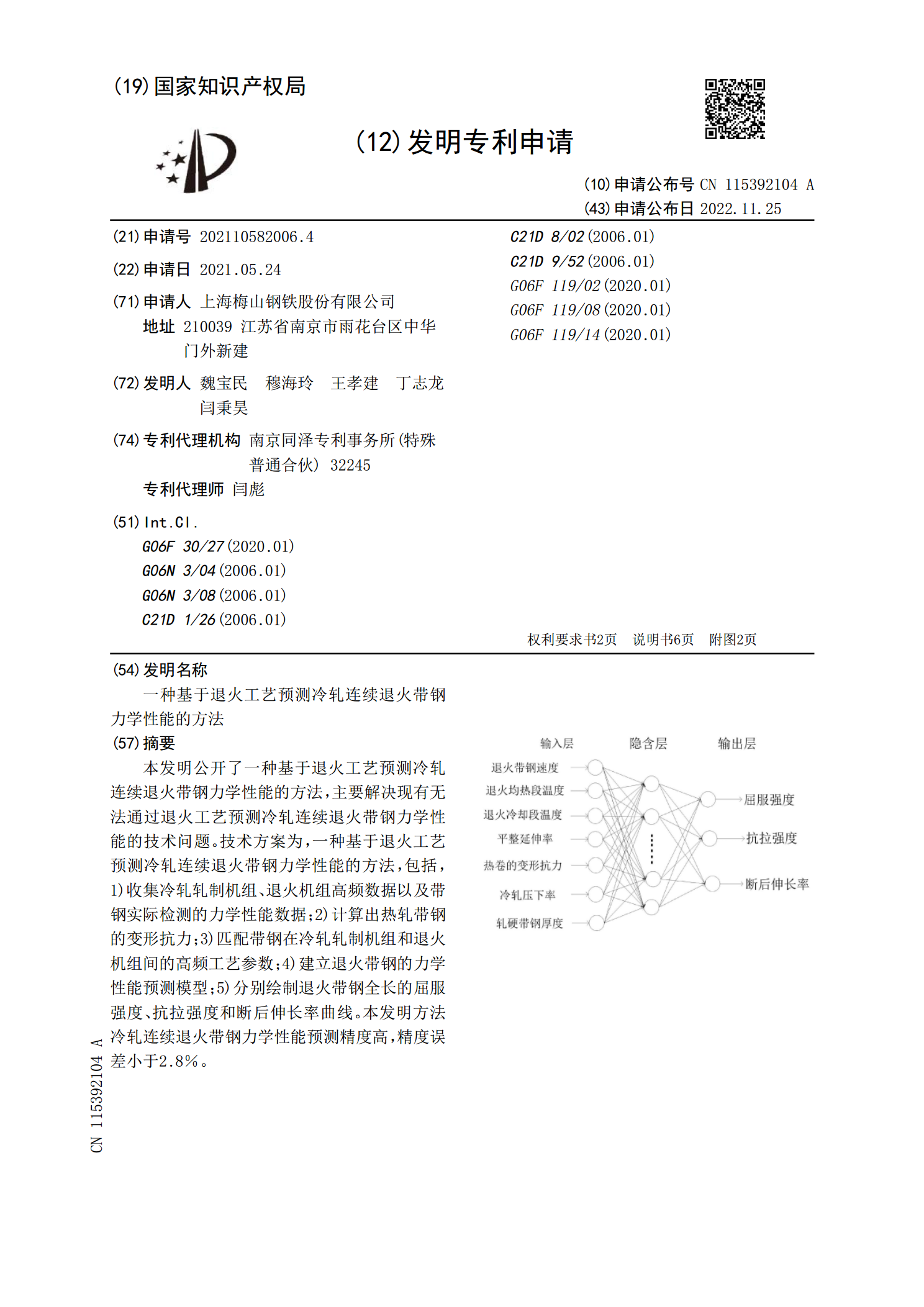
本发明公开了一种基于退火工艺预测冷轧连续退火带钢力学性能的方法,主要解决现有无法通过退火工艺预测冷轧连续退火带钢力学性能的技术问题。技术方案为,一种基于退火工艺预测冷轧连续退火带钢力学性能的方法,包括,1)收集冷轧轧制机组、退火机组高频数据以及带钢实际检测的力学性能数据;2)计算出热轧带钢的变形抗力;3)匹配带钢在冷轧轧制机组和退火机组间的高频工艺参数;4)建立退火带钢的力学性能预测模型;5)分别绘制退火带钢全长的屈服强度、抗拉强度和断后伸长率曲线。本发明方法冷轧连续退火带钢力学性能预测精度高,精度误差小
带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法.pdf
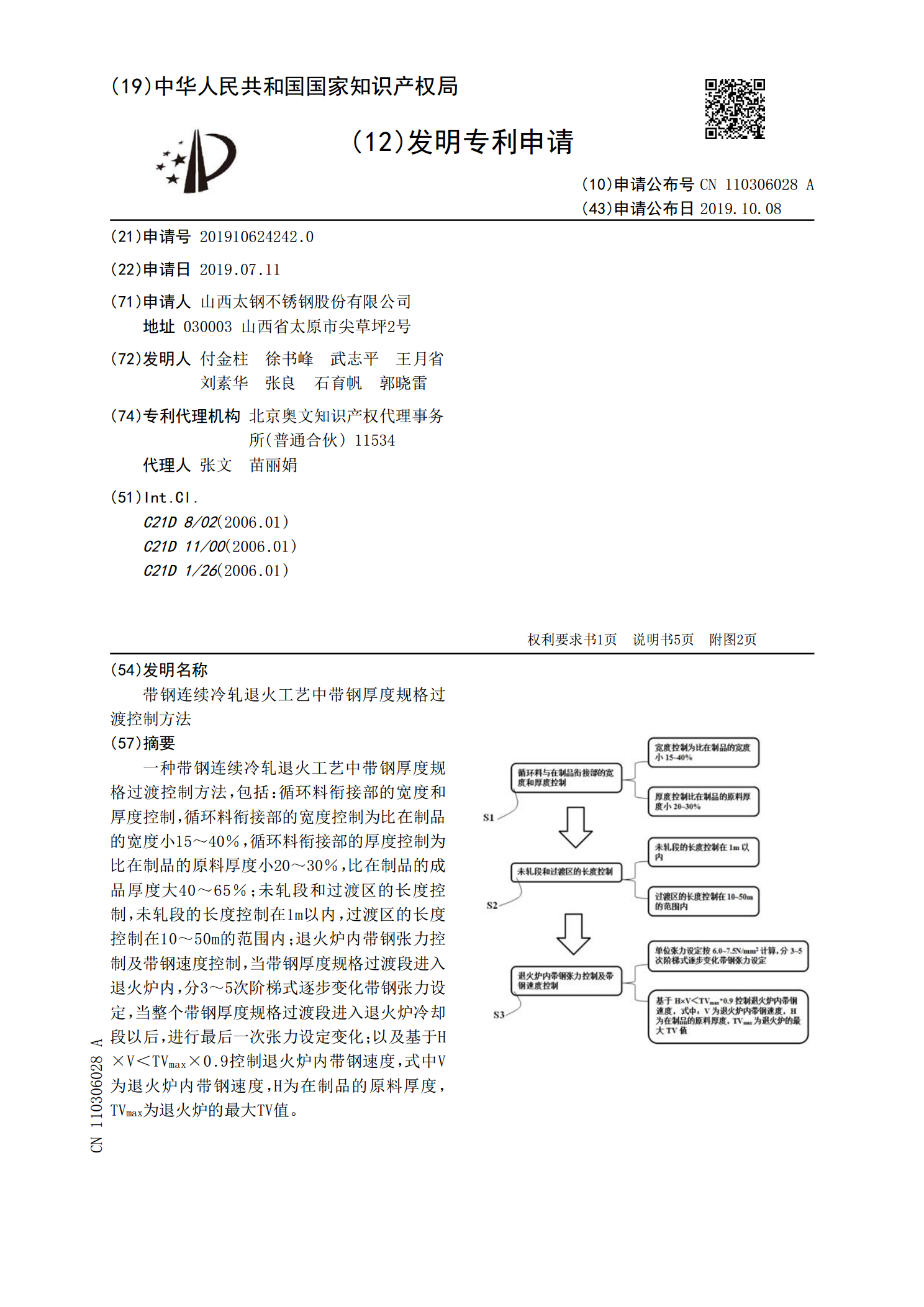
一种带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法,包括:循环料衔接部的宽度和厚度控制,循环料衔接部的宽度控制为比在制品的宽度小15~40%,循环料衔接部的厚度控制为比在制品的原料厚度小20~30%,比在制品的成品厚度大40~65%;未轧段和过渡区的长度控制,未轧段的长度控制在1m以内,过渡区的长度控制在10~50m的范围内;退火炉内带钢张力控制及带钢速度控制,当带钢厚度规格过渡段进入退火炉内,分3~5次阶梯式逐步变化带钢张力设定,当整个带钢厚度规格过渡段进入退火炉冷却段以后,进行最后一次张力设定变化;以
一种冷轧连续退火炉及带钢边部检测方法.pdf
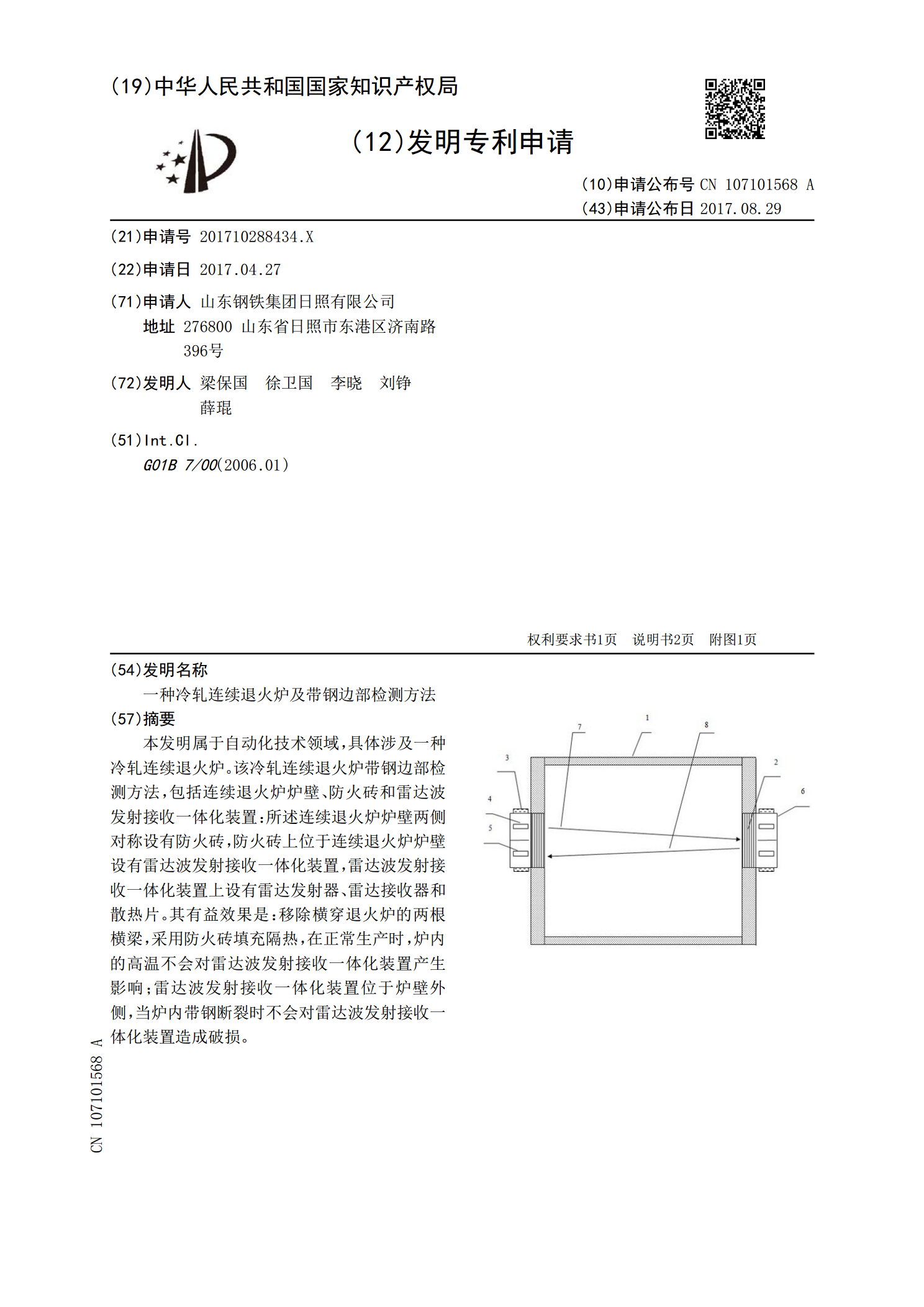
本发明属于自动化技术领域,具体涉及一种冷轧连续退火炉。该冷轧连续退火炉带钢边部检测方法,包括连续退火炉炉壁、防火砖和雷达波发射接收一体化装置:所述连续退火炉炉壁两侧对称设有防火砖,防火砖上位于连续退火炉炉壁设有雷达波发射接收一体化装置,雷达波发射接收一体化装置上设有雷达发射器、雷达接收器和散热片。其有益效果是:移除横穿退火炉的两根横梁,采用防火砖填充隔热,在正常生产时,炉内的高温不会对雷达波发射接收一体化装置产生影响;雷达波发射接收一体化装置位于炉壁外侧,当炉内带钢断裂时不会对雷达波发射接收一体化装置造成